Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перевірка геометричної точності токарного верстатаСодержание книги
Поиск на нашем сайте
5.1 Прямолінійність подовжнього переміщення супорта в горизонтальній площині
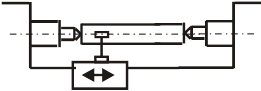
У центрах передньої і задньої бабок установлюють оправку з циліндричною вимірювальною поверхнею (рис.5.1). Різцетримач повинен бути розташований можливо ближче до осі центрів верстата. На супорті (у різцетримачі) закріплюють індикатор так, щоб його вимірювальний наконечник дотикався бічної твірної оправки і був спрямований до її осі перпендикулярно твірній. Показання індикатора на кінцях оправка повинні бути однаковими. Супорт переміщають у подовжньому напрямку на всю довжину ходу. Відхилення визначають як найбільшу алгебраїчну різницю показання індикатора. Рисунок 5.1 - Прямолінійність подовжнього переміщення супорта в горизонтальній площині Припустиме відхилення: 15 мкм на довжиніпереміщення до 500 мм. Форма траєкторії має бути опуклою убік осі центрів. 5.2 Прямолінійність подовжнього переміщення супорта у вертикальній площині
У центрах передньої і задньої бабок установлюють оправку з циліндричною вимірювальною поверхнею (рис.5.2). Різцетримач повинен бути розташований якомога ближче до осі центрів верстата. Рисунок 5.2 - Прямолінійність подовжнього переміщення супорта в вертикальній площині На супорті (у різцетримачі) закріплюють індикатор так, щоб його вимірювальний наконечник дотикався верхньої твірної оправка і був спрямований до її осі перпендикулярно твірній. Супорт переміщають у подовжньому напрямку на всю довжину ходу. Відхилення визначають як найбільшу алгебраїчну різницю показань індикатора, (якщо показання індикатора на кінцях оправки неоднакові, то з результатів відхилень варто відняти похибку, зумовлену установкою оправки). Припустиме відхилення: 15 мкм на довжині переміщення 500 мм. Увігнутість не допускається. 5.3 Одновисотність осі обертання шпинделя передньої бабки й осі отвору пінолі задньої бабки. Вимірювання проводяться за двома методами (рис. 5.3а та 5.3б). Задню бабку з повністю всунутою піноллю встановлює на напрямних в такому положенні, щоб супорт міг переміщуватися на відстань, приблизно рівну D, або щоб відстань від торця шпинделя до торця пінолі була рівна або більша за D (D – найбільший діаметр заготовки). Задню бабку і піноль закріплюють. В отвір шпинделя передньої бабки і в отвір пінолі задньої бабки уставляють оправки зциліндричною вимірювальною поверхнею однакового діаметра. На супорті у різцетримачі закріплюють індикатор так, щоб його вимірювальний наконечник дотикався вимірювальної поверхні однієї з оправок на відстані, рівній двом діаметрам оправки від торця шпинделя, і був спрямований до її осі перпендикулярно твірній.
Потім супорт переміщають убік іншої оправки і, не змінюючи положення індикатора, виконують перевірку одновисотності з першою оправкою. Вимірювання доцільно проводити поблизу торців шпинделя і пінолі.
а б Рисунок 5.3 - Одновисотність осі обертання шпинделя передньої бабки й осі отвору пінолі задньої бабки Для визначення найбільшого показання індикатора верхню частину супорта (поперечніполозки) переміщають у поперечному напрямку вперед та назад. Результат виміру біляшпинделя передньої бабки встановлюють як середнє арифметичне двох вимірів: після першого виміру шпиндель повертають на 180°. Відхилення визначають як найбільшу алгебраїчну різницю показань індикатора при вимірах біля шпинделя і пінолі. Припустиме відхилення: 40 мкм при найбільшому діаметрі оброблюваного виробу D= 400 мм. Вісь пінолі може бути лише вище осі шпинделя. 5.4 Радіальне биття зовнішньої поверхні, що центрує, шпинделя передньої бабки. На нерухомій частині верстата закріплюють індикатор так, щоб його вимірювальний наконечник дотикався поверхні, що перевіряється, і був спрямований до її осі перпендикулярно твірній (рис.5.4). Шпиндель обертають (у робочому напрямку). Шпиндель під час вимірів повинен зробити не менш двох обертів. Відхилення визначають як найбільшу алгебраїчну різницю показань індикатора. Припустиме відхилення; 10 мкмпри найбільшому діаметрі оброблюваного виробу від D≤ 800 мм. 5.5 Торцеве биття фланця шпинделя передньої бабки.
На нерухомій частині верстата закріплюють індикатор так, щоб його вимірювальний наконечник дотикався фланця шпинделя на можливо більшій відстані від центру і був перпендикулярний йому (рис. 5.5).
Шпиндель обертають (у робочому напрямку). Виміри проводять у двох взаємно перпендикулярних площинах у діаметрально протилежних точках по черзі. Під час кожного виміру шпиндель повинен зробити не менше двох обертів. Відхилення визначають як найбільшу алгебраїчну різницю показань індикатора в кожнім його положенні. Припустиме відхилення: 20 мкм при найбільшому діаметрі оброблюваного виробу D≤ 800 мм. 5.6 Радіальне биття осі внутрішньої поверхні, що центрує, шпинделя передньої бабки: а) біля торця шпинделя; б) на довжині l= 200 мм. В отвір шпинделя установлюють контрольну оправку з циліндричною вимірювальною поверхнею (рис.5. 6). На нерухомій частині верстата закріплюють індикатор так, щоб його вимірювальний наконечник дотикався вимірювальної поверхні оправки і був спрямований до її осі перпендикулярно твірній.
Шпиндель обертають (у робочому напрямку). Рисунок 5.6 - Радіальне биття осі внутрішньої поверхні шпинделя, що центрує. Під час кожного виміру шпиндель повинен зробити не менше двох обертів. Відхилення визначають як найбільшу алгебраїчну різницю показань індикатора в кожнім з його положень. В разі потреби виключити з результатів вимірів биття оправки її виймають після першого виміру, повертають навколо своєї осі на 180˚, встановлюють знову з тим же зусиллям і виміри повторюють. Припустиме відхилення при найбільшому діаметрі оброблюваного виробу D≤ 400 мм: біля торця - 10 мкм, на відстані l – 15 мкм. 5.7 Прямолінійність і паралельність траєкторії подовжнього переміщення супорта відносно осі обертання шпинделя передньої бабки: а) у горизонтальній площині; б) у вертикальній площині. В отвір шпинделя уставляють контрольну оправку з циліндричною вимірювальною поверхнею (рис. 5.7).
Рисунок 5.7 - Прямолінійність і паралельність траєкторії подовжнього переміщення супорта На супорті у різцетримачі закріплюють індикатор так, щоб його вимірювальний наконечник дотикався вимірювальної поверхні оправки ібув спрямований до її осі перпендикулярно твірній. Супорт переміщають у подовжньому напрямку на довжину l= 200 мм. Виміри виконують за двома діаметрально протилежними твірними оправки (при повороті шпинделя на 180°). Відхилення визначають як середнє арифметичне результатів не менш чим двох вимірів у кожній площині, кожне з який визначають як найбільшу алгебраїчну різницю показань індикатора при переміщенні супорта. Припустиме відхилення при найбільшому діаметрі оброблюваного виробу D≤ 400 мм: напрямок а - 10 мкм; напрямок б - 15 мкм. В площині розміщення різальної крайки інструмента вільний кінець оправки може відхилятися лише у бік різця. 5.8 Паралельність подовжнього переміщення верхніх полозків супорта осі обертання шпинделя передньої бабки у вертикальній площині. В отвір шпинделя уставляють контрольну оправку з циліндричною вимірювальною поверхнею (рис. 5.8). На верхніх полозках супорта (у різцетримачі) закріплюють індикатор так, щоб його вимірювальний наконечник дотикався вимірювальної поверхні оправки і був спрямований до її осі перпендикулярно твірної. Верхні полозки супорта переміщають уздовж осі шпинделя.
Рисунок 5.8 - Паралельність подовжнього переміщення верхніх полозків супорта осі обертання шпинделя Виміри виконують не менш чим у трьох поперечних перерізах оправки - крайніх і середньому. Для визначення найбільшого показання індикатора в кожнім з положень супорта верхню його частину (поперечні полозки) переміщають у поперечному напрямку вперед та назад. Виміри виконують за двома діаметрально протилежними твірними оправки (з поворотом шпинделя на 180°). Відхилення визначають як середнє арифметичне результатів двох зазначених вимірів, кожний з який визначається як найбільша алгебраїчна різниця показань індикатора в зазначених положеннях полозків супорта. Припустиме відхилення 25 мкм на найбільшій довжині переміщення верхніх полозків від 100 до 150 мм. 5.9 Паралельність осі зовнішньої поверхні пінолі напрямку переміщення супорта в площинах: а) горизонтальній; б) вертикальній. Задню бабку з всунутою піноллю установлюють так (рис.5.9), щоб відстань від торця шпинделя передньої бабки до торця пінолі була не меншою за 400 мм (за максимальний діаметр заготовки). Потім піноль висувають так, щоб можна було виконати виміри на заданій відстані. Задню бабку і піноль закріплюють.
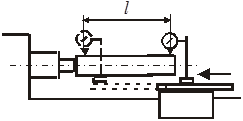
Рисунок 5.9 - Паралельність осі зовнішньої поверхні пінолі напрямку переміщення супорта Припустиме відхилення: в напрямку а – 15 мкм; в напрямку б – 20 мкм. В площині розміщення різальної крайки інструмента вільний кінець оправки може відхилятися тільки в бік різця. Перевірка 10. Паралельність напрямку переміщення пінолі задньої бабки напрямку переміщення супорта: а) у вертикальній площині; б) у горизонтальній площині. Задню бабку з мінімальним вильотом пінолі, достатнім для проведення вимірювань, встановлюють так, щоб відстань від торця шпинделя до торця пінолі, була не меншою за максимальний діаметр заготовки. На супорті, установленому поруч, закріплюють індикатор так, щоб його вимірювальний наконечник дотикався поверхні пінолі і був спрямований до її осі перпендикулярно
твірній Під час вимірювань піноль і задня бабка мають бути закріплені. Рисунок 5.10 - Паралельність напрямку переміщення пінолі задньої бабки напрямку переміщення супорта Піноль звільняють, висувають на довжину l = 50 мм, і знову затискають. Супорт переміщають у подовжньому напрямку убік передньої бабки так, щоб вимірювальний наконечник індикатора знову торкнувся твірної пінолі в тій же точці, що і при першому вимірюванні. Відхилення в кожній із площин визначають як найбільшу величину алгебраїчної різниці показань індикатора в двох зазначених положеннях пінолі і супорта. Припустиме відхилення при найбільшому діаметрі оброблюваного виробу D≤ 400 мм: в напрямі б - 10 мкм; в напрямі а - 8 мкм. Під час висування кінець пінолі може відхилятися догори й убік різця переднього супорта. 5.11 Паралельність осі конічного отвору пінолі задньої бабки напрямку поздовжнього переміщення супорта в площинах: а) горизонтальній; б) вертикальній. (ГОСТ22267 р.6, мет.3а) Задню бабку з всунутою піноллю установлюють так, щоб відстань від торця шпинделя до торця пінолі була не меншою за D Задню бабку і піноль закріплюють. Контрольну оправку установлюють в отвір пінолі. Індикатор установлюють на супорті так, щоб його вимірювальний наконечник дотикався твірної оправки і був їй перпендикулярний в площині
виміру. Супорт переміщують на задану довжину l. Рисунок 5.11 - Паралельність осі конічного отвору пінолі задньої бабки напрямку поздовжнього переміщення супорта Для усунення з результатів вимірів неточності установлення контрольної оправки допускається проводити виміри двічі. Для повторного виміру оправку виймають та повертають на 180˚ навколо осі. Відхилення від паралельності напряму переміщення супорта відносно осі пінолі дорівнює середньому арифметичному різниці показань індикатора, одержаних під час замірів до та після повороту оправки. Для кожного положення оправки (до та після повороту) визначають алгебраїчну різницю показань індикатора на початку та в кінці переміщення робочого органу. Оформлення звіту Звіт за лабораторною роботою повинен включати: 1. Результати вимірів, представлені в таблиці звітного бланку. 2. Висновок про можливість подальшого використання верстата відповідно до ГОСТ 18097-93. Рекомендована література 1. ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности. 2. Металлорежущие станки: Учебное пособие для втузов /К.С. Колев, Л.В. Красниченко, Н.С. Никулин и др.-2-е изд., перераб. и доп.- М.: Машиностроение, 1980.- 500 с. ЛАБОРАТОРНА РОБОТА № 6
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 192; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.239.70 (0.011 с.) |