
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перевірка жорсткості токарно-револьверного автоматаСодержание книги
Поиск на нашем сайте
Жорсткість токарно-револьверних автоматів регламентується ГОСТ 18100-80, в якому передбачена перевірка переміщення під навантаженням переднього, заднього та револьверного супортів відносно оправки, закріпленої у шпинделі.
Під час вимірювання переміщення положення вузлів верстата та точки прикладення, напрямок дії та величина навантаження повинні відповідати рисунку 6.3 та таблиці 6.1. Рисунок 6.3 – Положення вузлів ТРА для перевірки жорсткості Таблиця 6.1 - Положення вузлів ТРА для перевірки жорсткості
В отворі шпинделя 1 закріплюється контрольна оправка; пристосування з динамометром установлюється в першому від шпинделя пазу переднього чи заднього поперечного супорта; супорт переміщується в положення, що відповідає дії сили Р під кутом α = 60°. Для визначення вкладу переміщення окремих вузлів в сумарну піддатливість системи встановити додаткові індикатори, що визначають переміщення шпинделя, різцетримача, супорта, як показано на рис.6.4.
Індикатори вимірювання деформацій: 1 -шпинделя; 2 - різцетримача; 3 - супорта; 4 - підсумкової системи супорт-шпиндель Рисунок 6.4. - Схема вимірювання Для вибирання зазорів в вузлах супорта і шпинделя до початку вимірювань навантажити вузли повним навантаженням за допомогою динамометра і зняти його, після чого всі індикатори встановити на нуль, або зафіксувати їх показання. Навантажити систему супорт - шпиндель послідовно силою, що плавно зростає до заданої величини Р1, Н. Зняти навантаження. За показаннями індикаторів зафіксувати деформації вузлів як в ході навантаження, так і в ході розвантаження. Повернути шпиндель на 1,5 оберти і повторити вимірювання. Середнє арифметичне двох вимірювань занести до таблиці результатів вимірювань (табл.6.2). Таблиця 6.2. - Результати вимірювання деформацій, мкм
Побудувати характеристики сумарних відтискань системи супорт - шпиндель. Визначити відносну величину піддатливості окремих вузлів системи, в відсоткахпо відношенню до сумарної при найбільшому навантаженні. Перевірки токарного верстата на жорсткість
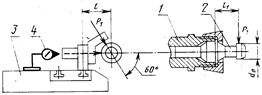
При вимірі жорсткості положення вузлів верстата, точка прикладення сили, що навантажує, а також напрямок її дії повинні відповідати рис.6.5 і табл.6.3. Рисунок 6.5 - Стан вузлів верстата для виміру жорсткості В отвір шпинделя 1 і пінолі 2 вставляють оправку 3. Навантажувальний пристрій закріплюють у лівому пазу різцетримача 4. Для виміру величини сили, що навантажує, використовують робочі динамометри. Усі рухомі частини супорта, піноль, корпус задньої бабки разом з її плитою перед кожним випробуванням переміщують і встановлюють у задані положення, а шпиндель повертають. Між шпинделем (піноллю) і різцетримачем під кутом 60° до напрямку поперечної подачі створюють плавно зростаючу до заданої межі силу Р. Одночасно індикатором вимірюють (у площині дії сили) відносне переміщення різцетримача і оправки в радіальному напрямку, рівнобіжному напрямку подачі, За відносні переміщення приймають середнє арифметичне результатів двох випробувань. Таблиця 6.3 – Параметри стану вузлів під час випробувань
Для спрощеного контролю у виробничих умовах у нормах жорсткості (ГОСТ 18097-88) наводяться значення найбільшого допустимого переміщення вузлів верстата під дією максимальної сили, що навантажує, (табл. 6.4). Таблиця 6.4 – Навантаження та допустимі переміщення вузлів
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 164; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.248.140 (0.009 с.) |




 , мм
, мм



