Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение исходного индексаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
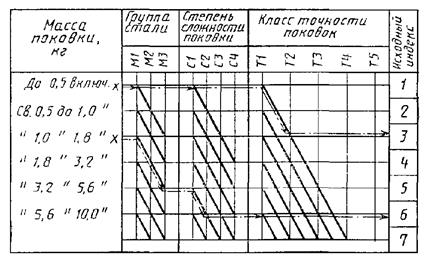
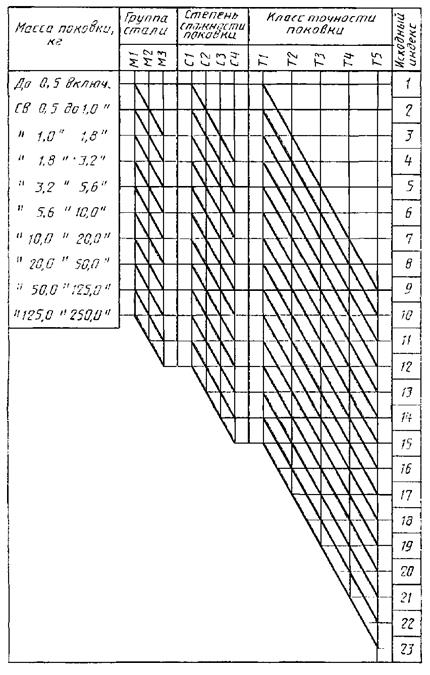
3.1. Исходный индекс для последующего назначения основных припусков, допусков и допускаемых отклонений определяется в зависимости от массы, марки стали, степени сложности и класса точности поковки (табл. 2).
Черт. 9
Таблица 2 Определение исходного индекса
3.2. Для определения исходного индекса по табл. 2 в графе «Масса поковки» находят соответствующую данной массе строку и, смещаясь по горизонтали вправо или по утолщенным наклонным линиям вправо вниз до пересечения с вертикальными линиями, соответствующими заданным значениям группы стали М, степени сложности С, класса точности Т, устанавливают исходный индекс (от 1 до 23). Примеры (черт. 9): 1. Поковка массой 0,5 кг, группа стали M1, степень сложности С1, класс точности Т2. Исходный индекс - 3. 2. Поковка массой 1,5 кг, группа стали М3, степень сложности С2, класс точности Т1. Исходный индекс - 6. 3.3. Исходный индекс должен быть указан на чертеже поковки. ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ 4.1. Припуск на механическую обработку включает основной, а также дополнительные припуски, учитывающие отклонения формы поковки. Величины припусков следует назначать на одну сторону номинального размера поковки. 4.2. Основные припуски на механическую обработку поковок в зависимости от исходного индекса, определяемого согласно п. 3.2, линейных размеров и шероховатости поверхности детали по ГОСТ 2789 устанавливаются по табл. 3. Припуски на толщину поковки, подвергаемой холодной или горячей калибровке, устанавливаются согласно приложению 4. 4.3. Дополнительные припуски, учитывающие смещение поковки, изогнутость, отклонения от плоскостности и прямолинейности, межцентрового и межосевого расстояний, угловых размеров, определяются исходя из формы поковки и технологии ее изготовления. В зависимости от класса точности Т устанавливаются дополнительные припуски на механическую обработку. Таблица 3 Основные припуски на механическую обработку (на сторону)
4.3.1. Смещение по поверхности разъема штампов - по табл. 4. Таблица 4
4.3.2. Изогнутость и отклонения от плоскостности и прямолинейности - по табл. 5. Таблица 5 мм
4.3.3. Отклонения межосевого расстояния - по табл. 6. Таблица 6 мм
4.3.4. Величина дополнительного припуска, учитывающего отклонения угловых размеров, устанавливается по согласованию между изготовителем и потребителем. 4.4. Разрешается округлять линейные размеры поковки с точностью до 0,5 мм. 4.5. При назначении величины припуска на поверхность, положение которой определяется двумя и более размерами поковки, устанавливается наибольшее значение припуска для данной поверхности. 4.6. При изготовлении стержневых поковок с двухсторонней высадкой или поковок, у которых стержни не подвергаются деформации, припуски на обработку должны устанавливаться с учетом приведенных в п. 5.6 допусков по длине стержней. 4.7. Минимальная величина радиусов закруглений наружных углов поковок в зависимости от глубины полости ручья штампа устанавливается по табл. 7. Таблица 7
4.8. При изготовлении поковок по классу точности Т5 с применением пламенного нагрева заготовок допускается увеличение припуска для поковок с массой: до 3,2 кг - до 0,5 мм; 3,2» 10,0» -» 0,8»; св. 10,0» -» 1,0». ДОПУСКИ 5.1. Допуски и допускаемые отклонения линейных размеров поковок назначаются в зависимости от исходного индекса и размеров поковки по табл. 8. 5.2. Допускаемые отклонения внутренних размеров поковок должны устанавливаться с обратными знаками. Допуски и допускаемые отклонения размеров (см. черт. 2), отражающие односторонний износ штампов, равны 0,5 величин, приведенных в табл. 8. 5.3. Допуски и допускаемые отклонения размеров толщины, учитывающие недоштамповку, устанавливаются по наибольшей толщине поковки и распространяются на все размеры ее толщины. 5.4. Допуски толщины поковки, подвергаемой холодной или горячей калибровке, устанавливаются по приложению 4. 5.5. Допуск размеров, не указанный на чертеже поковки, принимается равным 1,5 допуска соответствующего размера поковки с равными допускаемыми отклонениями. 5.6. Для поковок, у которых стержень выходит за пределы штампа и не подвергается деформации, допуск длины стержня принимают, мм: до 2 - для поковок 1-го класса точности » 3»» 2-го»» » 4»» 3-го»» » 5»» 4-го»» » 6»» 5-го»» Величина допуска длины недеформированного стержня у поковок, полученных двухсторонней высадкой, удваивается. Для поковок, полученных высадкой с последующей штамповкой и высадкой проката мерной длины, допуск длины стержня устанавливается по согласованию между изготовителем и потребителем. В величину допуска не входят отклонения по смятию и неперпендикулярности торцов стержня. Для участка стержня, зажатого в штампе, или в клещах при штамповке от заднего упора допускается увеличение диаметра стержня на величину удвоенного положительного допускаемого отклонения по табл. 8 на расстоянии до двух диаметров от головки поковки и полутора диаметров от торца стержня. Таблица 8 Допуски и допускаемые отклонения линейных размеров поковок мм
Допускаемые отклонения размеров сечения стержня на недеформируемых участках поковки определяются соответствующими стандартами на сортамент проката с увеличением отрицательного допускаемого отклонения не более чем на 0,5 мм. 5.7. Допускаемая величина смещения по поверхности разъема штампа определяется в зависимости от массы поковки, конфигурации поверхности разъема штампа и класса точности и не должна превышать значений, приведенных в табл. 9. Таблица 9
5.8. Допускаемая величина остаточного облоя определяется в зависимости от массы поковки, конфигурации поверхности разъема штампа и класса точности и назначается по табл. 10. Таблица 10
В местах перехода для радиусов до 10 мм допускается назначать удвоенную величину остаточного облоя. 5.9. Величина срезанной кромки не должна уменьшать установленный припуск. 5.10. Допускаемая величина высоты заусенца на поковке по контуру обрезки облоя не должна превышать: 2 мм - для поковок массой до 1,0 кг включ.; 3 мм»»» св. 1,0 кг до 5,6 кг включ.; 5 мм»»»» 5,6 кг» 50,0 кг» 6 мм»»»» 50,0 кг, а при пробивке отверстия эта величина может быть увеличена в 1,3 раза. 5.11. Допускаемая величина заусенца, образовавшегося по контуру пуансона при штамповке в закрытых штампах (безоблойной), определяется по табл. 11. Таблица 11
5.12. У поковок, изготовленных на горизонтально-ковочных машинах, допускаемая высота заусенца в плоскости разъема матриц не должна превышать удвоенной величины остаточного облоя по табл. 10. 5.13. Заусенцы на необрабатываемых поверхностях поковок должны быть удалены по требованию потребителя, если форма поковки позволяет в технически обоснованных случаях производить зачистку поверхности на зачистных станках. 5.14. Допускаемое отклонение от соосности непробитых отверстий (наметок) в поковках (см. черт. 4 г) принимается не более 1,0 % глубины отверстия (наметки). 5.15. Допускаемое наибольшее отклонение от концентричности пробитого в поковке отверстия (см. черт. 4 б) устанавливается по табл. 12. Таблица 12 мм
Приведенные допускаемые отклонения от концентричности отверстий соответствуют началу пробивки (со стороны входа пуансона в поковку). В конце пробивки (со стороны выхода пуансона) эти отклонения могут быть увеличены на 25 %. 5.16. Допускаемые отклонения по изогнутости, от плоскостности и от прямолинейности для плоских поверхностей (см. черт. 7) устанавливаются по табл. 13. В данных величинах не учитываются перепады по высоте, толщине или ширине поковок. Таблица 13 мм
Длиномерные поковки с размерами свыше 1000 мм подвергают правке перед механической обработкой. 5.17. Допуск радиального биения цилиндрических поверхностей не должен превышать удвоенной величины, указанной в табл. 13 (назначается по согласованию между изготовителем и потребителем). 5.18. Допускаемые отклонения межосевого расстояния (А 1) в поковках (см. черт. 2) не должны превышать величин, указанных в табл. 14. Таблица 14 мм
5.19. Допускаемое отклонение межосевого расстояния (А 2) в поковке (см. черт. 3) устанавливается по согласованию потребителя с изготовителем. 5.20. Допускаемое отклонение торца стержня поковки после отрезки заготовок из прутка, не подвергаемого деформации при штамповке (черт. 10), определяется по табл. 15 в зависимости от диаметра прутка. Допускается неперпендикулярность поверхности среза к оси заготовки до 7°.
Черт. 10 Таблица 15 мм
5.21. Допускаемые отклонения угловых (α) размеров элементов поковки (черт. 11) устанавливаются по табл. 16.
L - длина элемента (расстояние от оси поковки до торца элемента) Черт. 11 Таблица 16
Допускаемые отклонения угловых размеров для поковки, скручивание или гибка элементов которой производится на отдельном оборудовании, увеличивается на 50 %. 5.22. На поковке допускается след в виде впадины или выступа, образующийся от выталкивателя или от зажимных элементов штампа. Глубина впадины должна быть не более 0,5 величины фактического припуска. Высота выступа допускается до 3,0 мм на обрабатываемой поверхности, а на необрабатываемой поверхности должна быть согласована между изготовителем и потребителем. 5.23. Допуск радиусов закруглений внутренних и наружных углов поковок устанавливается по табл. 17. Таблица 17 мм
5.24. Допускаемые отклонения штампованных уклонов на поковках устанавливаются в пределах ±0,25 их номинальной величины. 5.25. Допуск высоты (длины) стержня, втулки и отростка поковки, изготовленных выдавливанием, устанавливается по согласованию между изготовителем и потребителем. 5.26. Допускаемые отклонения формы и расположения поверхностей (пп. 5.7 - 5.17, 5.20, 5.22 - 5.24) являются самостоятельными и не зависят от допусков и допускаемых отклонений размеров поковки. КУЗНЕЧНЫЕ НАПУСКИ 6.1. Кузнечные напуски могут быть образованы на поковке штамповочными уклонами, радиусами закругления внутренних углов, непробиваемой перемычкой в отверстиях и невыполнимыми в штамповочных операциях поднутрениями и полостями. 6.2. Штамповочные уклоны не должны превышать величин, установленных в табл. 18. Таблица 18
На поверхностях отверстий в поковках, изготовленных на горизонтально-ковочных машинах, штамповочный уклон не должен превышать 3°. У изготовленных на штамповочных молотах и прессах без выталкивателей поковок, имеющих элементы в виде ребра, выступа, реборды с отношением их высоты к ширине более 2,5, допускается штамповочный уклон до 10° на внешней поверхности и до 12° на внутренней поверхности. 6.3. Величина радиуса закругления внутренних углов устанавливается по согласованию между изготовителем и потребителем. 6.4. Впадины и углубления в поковке, когда их оси параллельны направлению движения одной из подвижных частей штампа, а диаметр или наименьший поперечный размер не менее 30 мм, выполняют глубиной до 0,8 их диаметра или наименьшего поперечного размера - при изготовлении на молотах и прессах и до трех диаметров - при изготовлении на горизонтально-ковочных машинах. 6.5. В поковке выполняют сквозные отверстия при двухстороннем углублении, если при ее изготовлении их оси параллельны направлению движения одной из подвижных частей штампа диаметр сквозного отверстия не менее 30 мм, а толщина поковки в месте пробивки - не более диаметра пробиваемого отверстия. ПРИЛОЖЕНИЕ 1 Таблица 19
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-20; просмотров: 928; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.116.34 (0.009 с.) |