
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Допуски и припуски на толщину поковок, подвергаемых холодной и горячей калибровкеСодержание книги
Поиск на нашем сайте
1. При холодной калибровке припуски на механическую обработку поковок и допуски на толщину между калиброванными плоскостями определяют по табл. 21. Допускаемые отклонения принимаются равными половине поля допуска. Таблица 21
1.1. При одновременной калибровке нескольких плоскостей поковки площадь поверхности, подвергаемой калибровке, определяется как их сумма. Допуски и допускаемые отклонения устанавливаются на все калиброванные элементы по наименьшей величине K. 1.2. При горячей калибровке припуски и допуски на толщину поковок могут быть увеличены до 1,5 раз. 2. Ширина, длина и диаметр поковки или ее элементов, изменяющихся при калибровке, устанавливаются по согласованию между изготовителем и потребителем. При этом величина одностороннего увеличения размеров не должна превышать удвоенного положительного отклонения, а уменьшение - удвоенного отрицательного отклонения размера до калибровки. 3. Отклонения от параллельности, плоскостности и прямолинейности калиброванных плоскостей допускаются в пределах допуска размера после калибровки. ПРИЛОЖЕНИЕ 5 ПРИМЕРЫ РАСЧЕТА (НАЗНАЧЕНИЯ) ДОПУСКОВ И ДОПУСКАЕМЫХ ОТКЛОНЕНИЙ И ПРИПУСКОВ НА ПОКОВКИ Пример 1 Шестерня привода (черт. 14). Штамповочное оборудование - горячештамповочный автомат. Нагрев заготовок - индукционный. 1. Исходные данные по детали 1.1. Материал - сталь 30XMA (по ГОСТ 4543): 0,17 - 0,37 % Si; 0,26 - 0,33 % С; 0,4 - 0,7 % Мn; 0,8 - 1,1 % Сr, 0,15 - 0,25 % Мо. 1.2. Масса детали - 0,390 кг.
Черт. 14 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 0,620 кг: расчетный коэффициент K p (см. приложение 3) - 1,6; 0,390 × 1,6 = 0,620 кг. 2.2. Класс точности - Т3 (см. приложение 1). 2.3. Группа стали - M1 (см. табл. 1). Средняя массовая доля углерода в стали 30ХМА 0,3 % С, а суммарная массовая доля легирующих элементов - 1,9 % (0,27 % Si; 0,35 % Mn; 0,96 % Cr; 0,25 % Mo). 2.4. Степень сложности - С1 (см. приложение 2). Размеры описывающей поковку фигуры (цилиндр), мм: диаметр - 63 (60 × 1,05); длина - 32,5 (31 × 1,05) (где 1,05 - коэффициент). Масса описывающей фигуры (расчетная) - 0,780 кг; G п: G ф = 0,620: 0,780 = 0,79. 2.5. Конфигурация поверхности разъема штампа П (плоская) - (см. табл. 1). 2.6. Исходный индекс - 6 (см. табл. 2). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 1,0 - диаметр 60 мм и чистота поверхности 6,3; 1,0 - диаметр ступицы 34 мм и чистота поверхности 0,8; 1,0 - толщина 31 мм и чистота поверхности 6,3; 1,1 - толщина 31 мм и чистота поверхности 0,8; 0,9 - толщина 21 мм и чистота поверхности 6,3. 3.2. Дополнительный припуск, учитывающий отклонение от плоскостности - 0,2 мм (см. табл. 14). 4. Размеры поковки и их допускаемые отклонения (см. черт. 15) 4.1. Размеры поковки, мм: диаметр 60 + 1,0 × 2 = 62 принимается 62; диаметр 34 + 1,0 × 2 = 36» 36; толщина 21 + (0,9 + 0,2) × 2 = 23,2» 23; толщина 31 + 1,0 + 1,1 + 0,2 × 2 = 33,5 принимается 33,5 4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 мм (см. табл. 7). 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: диаметр диаметр ступицы толщина » 4.4. Неуказанные предельные отклонения размеров - по п. 5.5. 4.5. Неуказанные допуски радиусов закругления - по п. 5.23. 4.5, Допускаемая высота торцового заусенца - 3,0 мм (см. табл. 11). 4.7. Допускаемое отклонение от плоскостности - 0,5 мм (см. табл. 13).
Черт. 15. Пример 2 Шестерня (черт. 16). Штамповочное оборудование - КГШП. Нагрев заготовок индукционный. 1. Исходные данные по детали 1.1. Материал - сталь 45ХН2МФА (по ГОСТ 4543): 0,42 - 0,50 % С; 0,17 - 0,37 % Si; 0,5 - 0,8 % Mn; 0,8 - 1,1 % Cr; 1,3 - 1,8 % Ni; 0,2 - 0,3 % Mo; 0,10 -0,18 % V. 1.2. Масса детали - 1,83 кг. 2. Исходные данные для расчета 2.1. Масса поковки - 3,3 кг (расчетная): расчетный коэффициент K p = 1,8 (см. приложение 3); 1,83 × 1,8 = 3,3 кг. 2.2. Класс точности - Т3 (см. приложение 1). 2.3. Группа cтали - М2 (см. табл. 1). Средняя массовая доля углерода в стали 45ХН2МФА 0,46 % С; суммарная массовая доля легирующих элементов - 3,81 % (0,27 % Si; 0,65 % Mn; 0,95 % Cr; 1,55 % Ni; 0,25 % Мо; 0,14 % V).
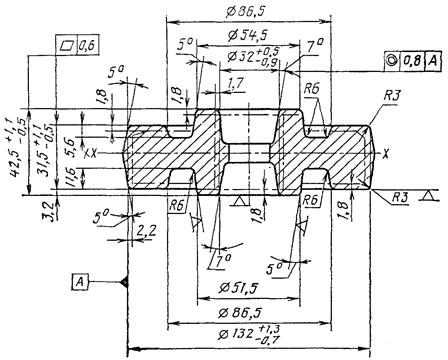
Черт. 16 2.4. Степень сложности - C1 (см. приложение 2). Размеры описывающей поковку фигуры (цилиндр), мм: диаметр 134,2 (127,8 × 1,05); высота 41 (39 × 1,05) (где 1,05 - коэффициент). Масса описывающей фигуры (расчетная) - 4,55 кг; G п: G ф = 3,3: 4,56 = 0,72. 2.5. Конфигурация поверхности разъема штампа П (плоская) - (см. табл. 1). 2.6. Исходный индекс - 10 (см. табл. 2). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 1,5 - диаметр 127,8 мм и чистота поверхности 6,3; 1,4 - диаметр 36 мм и чистота поверхности 6,3; 1,5 - толщина 39 мм и чистота поверхности 1,6; 1,5 - толщина 28 мм и чистота поверхности 6,3;. 3.2. Дополнительные припуски, учитывающие: смещение по поверхности разъема штампа - 0,3 мм (см. табл. 4); отклонение от плоскостности - 0,3 мм (см. табл. 5). 3.3. Штамповочный уклон: на наружной поверхности - не более 5° принимается 5°; на внутренней поверхности - не более 7° принимается 7°. 4. Размеры поковки и их допускаемые отклонения (черт. 17) 4.1. Размеры поковки, мм: диаметр 127,8 + (1,6 + 0,3) × 2 = 131,6 принимается 132; диаметр 36 - (1,4 + 0,3) × 2 = 32,6 принимается 32; толщина 39 + (1,5 + 0,3) × 2 = 42,6 принимается 42,5; толщина 28 + (1,5 + 0,3) × 2 = 31,6 принимается 31,5. 4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 мм (см. табл. 7). 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: диаметр » толщина » 4.4. Неуказанные предельные отклонения размеров (например, диаметр (86,5 ± 1,1) мм) - по п. 5.5. 4.5. Неуказанные допуски радиусов закругления - по п. 5.23. 4.6. Допускаемая величина остаточного облоя 0,7 мм - по п. 5.8. 4.7. Допускаемое отклонение от плоскостности 0,6 мм - по п. 5.16. 4.8. Допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки 0,8 мм (см. табл. 12). 4.9. Допускаемое смещение по поверхности разъема штампа 0,6 мм (см. табл. 9). 4.10. Допустимая величина высоты заусенца 3,0 мм по п. 5.10.
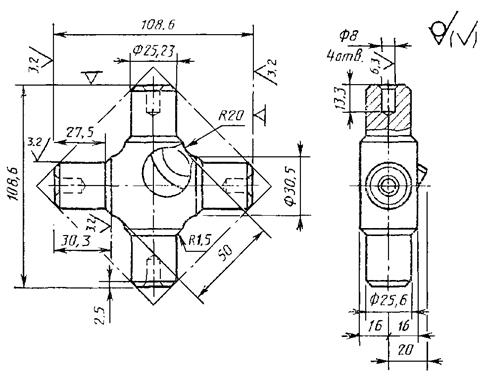
Черт. 17 Пример 3 Крестовина карданного вала (черт. 18). Штамповочное оборудование - КГШП. Нагрев заготовок - индукционный. 1. Исходные данные по детали 1.1. Материал - сталь 45 (по ГОСТ 1050): 0,42 - 0,50 % С; 0,17 - 0,37 % Si;0,50 - 0,80 % Mn; не более 0,25 % Cr. 1.2. Масса детали - 0,845 кг. 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 1,27 кг: расчетный коэффициент K р = 1,5 (см. приложение 3); 0,845 × 1,5 = 1,27 кг. 2.2. Класс точности - Т3 (см. приложение 1). 2.3. Группа стали - М2 (см. табл. 1). Средняя массовая доля углерода в стали 0,45 - 0,46 %. 2.4. Степень сложности - С2 (см. приложение 2). Размеры описывающей поковку фигуры (параллелепипед), мм: 100 × 100 - стороны (определяют графически); 36 - высота (определяют по чертежу). Масса описывающей фигуры (расчетная) - 2,56 кг; G п: G ф = 1,27: 2,80 = 0,454.
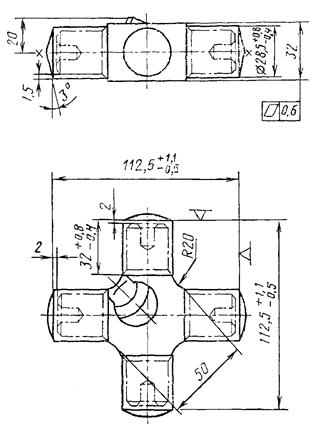
Черт. 18 2.5. Конфигурация поверхности разъема штампа - П (плоская) (см. табл. 1). 2.6. Исходный индекс - 9 (см. табл. 2). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 1,5 - ширина 108,6 мм и чистота поверхности 3,2; 1,3 - толщина 25,6 мм и чистота поверхности 3,2; 1,3 - длина 30,3 мм и чистота поверхности 3,2. 3.2. Дополнительные припуски, учитывающие: смещение по поверхности разъема штампа - 0,2 мм (см. табл. 4); отклонение от плоскостности - 0,3 мм (см. табл. 5). 3.3. Штамповочный уклон на наружной поверхности не более 5° принимается 3° (см. табл. 17). 4. Размеры поковки и их допускаемые отклонения (черт. 19) 4.1. Размеры поковки, мм: ширина 108,6 + (1,5 + 0,2 + 0,3) × 2 = 112,6 принимается 112,5; толщина 25,6 + (1,3 + 0,2) × 2 = 28,6 принимается 28,5; длина 30,3 + 1,3 + 0,3 = 31,9 принимается 32,0. 4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 мм (см. табл. 7).
Черт. 19 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: ширина толщина длина 4.4. Неуказанные предельные отклонения размеров - по п. 5.5. 4.5. Неуказанные допуски радиусов закругления - по п. 5.23. 4.6. Допускаемая величина остаточного облоя 0,5 мм - по п. 5.8. 4.7. Допускаемое отклонение от плоскостности 0,6 мм - по п. 5.16. 4.8. Допускаемые штамповочные уклоны оси отростков поковки ±1° - по п. 6.2. 4.9. Допускаемая величина смещения по поверхности разъема штампа 0,4 мм - по п. 5.7. 4.10. Допустимая величина заусенца 2,0 мм - по п. 5.10. Пример 4 Втулка (черт. 20). Штамповочное оборудование - КГШП. Нагрев заготовок - индукционный. 1. Исходные данные по детали 1.1. Материал - сталь 65 (по ГОСТ 14959): 0,62 - 0,7 % С; 0,5 - 0,8 % Mn; 0,17 - 0,37 % Si; до 0,25 % Cr. 1.2. Масса детали - 5,4 кг.
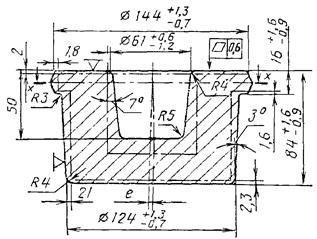
Черт. 20 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 8,6 кг: расчетный коэффициент K р = 1,6 (см. приложение 3); 5,4 × 1,6 = 8,6 кг. 2.2. Класс точности - Т3 (см. приложение 1). 2.3. Группа стали - М3 (см. табл. 1). Средняя массовая доля углерода в стали 65: 0,68 % С; суммарная массовая доля легирующих элементов - 1,04 % (0,27 % Si; 0,65 % Mn; 0,12 % Cr). 2.4. Степень сложности - С1 (см. приложение 2). Размеры описывающей поковку фигуры (цилиндр), мм: 147 (140 × 1,05) - диаметр; 84 (80 × 1,05) - длина (где 1,05 - коэффициент). Масса описывающей фигуры (расчетная) - 11,2 кг; G п: G ф = 8,6: 11,2 = 0,78. 2.5. Конфигурация поверхности разъема штампа - П (плоская) (см. табл. 1). 2.6. Исходный индекс - 12 (см. табл. 2). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 1,5 - диаметр 140 мм и чистота поверхности 12,5; 1,8 - диаметр 120 мм и чистота поверхности 1,6; 2,0 - толщина 80 мм и чистота поверхности 6,3; 1,7 - толщина 80 мм и чистота поверхности 12,5; 1,6 - толщина 12 мм и чистота поверхности 12,5; 1,6 - толщина 12 мм и чистота поверхности 1,6; 1,7 - диаметр впадины 65 мм и чистота поверхности 6,3; 1,7 - глубина впадины 60 мм и чистота поверхности 12,5. 3.2. Дополнительные припуски, учитывающие: отклонение от плоскостности - 0,3 мм (см. табл. 5); смещение по поверхности разъема штампа - 0,3 мм (см. табл. 4). 3.3. Штамповочный уклон (см. табл. 8): на наружной поверхности - не более 5° принимается - 3°; на внутренней поверхности - не более 7° принимается - 7°. 4. Размеры поковки и их допускаемые отклонения (черт. 21) 4.1. Размеры поковки, мм: диаметр 140 + (1,5 + 0,3) × 2 = 143,6 принимается 144; диаметр 120 + (1,8 + 0,3) × 2 = 124,2 принимается 124; диаметр 65 - (1,7 + 0,3) × 2 = 61 принимается 61; толщина 80 + 1,7 + 2 + 0,3 × 2 = 84 принимается 84; толщина 12 + 1,7 + 1,6 + 0,3 × 2 = 15,9 принимается 16; глубина (пункт 6.4) 60 × 0,8 = 48,8 принимается 50. 4.2. Радиус закругления наружных углов (см. табл. 7) на глубину полости ручья штампа, мм: до 50 - не менее 3 принимается 5; св. 50»» 3» 4. 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: диаметр » » глубина толщина » 4.4. Неуказанные допуски радиусов закругления - по п. 5.23. 4.5. Допускаемое отклонение от плоскостности 0,6 мм - по п. 5.16. 4.6. Допускаемая величина остаточного облоя 0,8 мм - по п. 5.23.
Черт. 21
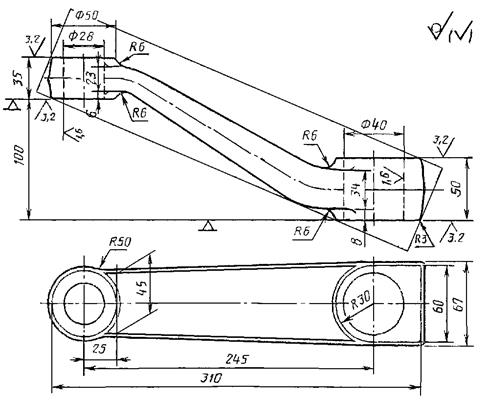
Черт. 22 4.7. Допускаемое отклонение от соосности выемки 50 × 0,01 = 0,5 мм принимается 0,5 мм - по п. 5.14. 4.8. Допускаемая величина на смещение по поверхности разъема штампа 0,7 мм - по п. 5.7. Пример 5 Рычаг (черт. 22). Штамповочное оборудование - паровоздушный штамповочный молот. Нагрев заготовок - пламенный газовый. 1. Исходные данные по детали 1.1. Материал - сталь 12Х2Н4А (по ГОСТ 4343): 0,09 - 0,15 % С; 0,17 - 0,3 % Si; 0,30 - 0,60 % Mn; 1,25 - 1,65 % Cr; 3,25 - 3,65 % Ni. 1.2. Масса детали - 3,30 кг. 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 4,25 кг; расчетный коэффициент K р = 1,3 (см. приложение 3); 3,30 × 1,3 = 4,25 кг. 2.2. Класс точности - Т5 (см. приложение 1). 2.3. Группа стали - М3 (см. табл. 1). Средняя массовая доля углерода в стали 12Х2Н4А: 0,12 % С; суммарная массовая доля легирующих элементов - 5,62 % (0,27 % Si; 0,45 % Mn; 1,45 % Cr; 3,45 % Ni). 2.4. Степень сложности - С2 (см. приложение 2). Размеры описывающей поковку фигуры (параллелепипед), мм: длина 340 (определяется графически); высота 67 (определяется графически); ширина 67 (определяется по чертежу). Масса описывающей фигуры (расчетная): 1,033 × 34 см × 6,7 см × 6,7 см × 7,85 г/см3 = 12420 г = 12,42 кг; G п: G ф = 4,25: 13,06 = 0,325. 2.5. Конфигурация поверхности разъема штампа - Ин (изогнутая несимметрично) (см. табл. 1). 2.6. Исходный индекс - 16 (см. табл. 2). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 2,7 - толщина 50 мм и чистота поверхности 2,2; 2,5 - толщина 35 мм и чистота поверхности 3,2; 2,5 - диаметр 40 мм и чистота поверхности 1,6; 2,3 - диаметр 28 мм и чистота поверхности 1,6. 3.2. Дополнительные припуски, учитывающие: смещение поковки по поверхности разъема штампа (см. табл. 13), мм: 0,6 - диаметр 40; 0,6» 2,8; отклонения от прямолинейности (см. табл. 5), мм: 0,8 - толщина 50; 0,8» 35; отклонение межцентрового расстояния на размер 245 мм - 1,2 мм (см. табл. 6). 3.3. Штамповочный уклон (см. табл. 18): на наружной поверхности - не более 7° принимается 7°; на внутренней поверхности - не более 10° принимается 10°. 4. Размеры поковки и их допускаемые отклонения (черт. 23)
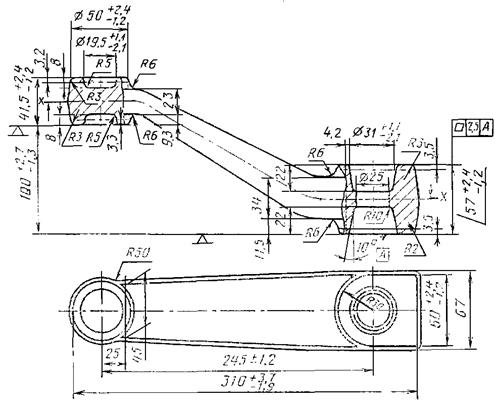
Черт. 23 4.1. Размеры поковки, мм: толщина 50 + (2,7 + 0,8) × 2 = 57 принимается 57; толщина 35 + (2,5 + 0,8) × 2 = 41,6 принимается 41,5; диаметр 40 - (2,5 + 0,6 + 1,2) × 2 = 31,4 принимается 31; диаметр 28 - (2,3 + 0,6 + 1,2) × 2 = 19,4 принимается 19,5; высота 100 + (2,7 - 2,5) = 100,2 принимается 100. 4.2. Радиус закругления наружных углов для глубины ручья 19 - 25 мм - 2,9 мм (см. табл. 7). 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: толщина » ширина » 4.4. Неуказанные предельные отклонения размеров - по п. 5.5. 4.5. Неуказанные допуски радиусов закругления - по п. 5.23. 4.6. Допускаемая величина смещения по поверхности разъема штампа 1,2 мм - по п. 5.7. 4.7. Допускаемое отклонение от плоскостности и прямолинейности 1,6 мм - по п. 5.16. 4.8. Допускаемая величина остаточного облоя или срезанной кромки 1,6мм - по п. 5.8. 4.9. Допускаемое отклонение межцентрового расстояния ±1,2 мм(см. табл.14). Пример 6 Звездочка привода (черт. 24). Штамповочное оборудование - КГШП. Нагрев заготовки - индукционный. 1. Исходные данные по детали 1.1. Материал - сталь 35 (по ГОСТ 1050): 0,32 - 0,40 % С; 0,17 - 0,37 % Si;0,50 - 0,80 % Mn; не более 0,25 % Cr. 1.2. Масса детали - 2,05 кг.
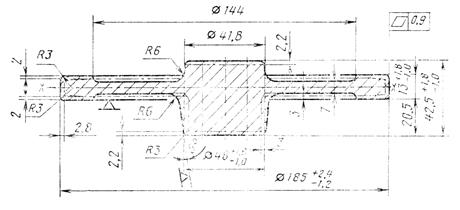
Черт. 24 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 3,28 кг; расчетный коэффициент K р = 1,6 (см. приложение 3); 2,65 × 1,6 = 3,28 кг. 2.2. Класс точности - Т4 (см. приложение 1). 2.3. Группа стали - M1 (см. табл. 1). Средняя массовая доля углерода в стали 35: 0,36 % С. 2.4. Степень сложности - С4 (см. приложение 2). Отношение толщины полотна к диаметральному размеру: 2.5. Конфигурация поверхности разъема штампа - П (плоская) (см. табл. 1). 2.6. Исходный индекс - 14 (см. табл. 14). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 2,0 - диаметр 179,25 мм и чистота поверхности 12,5; 2,2 - диаметр 42 мм и чистота поверхности 0,8; 1,7 - толщина 38 мм и чистота поверхности 12,5; 1,5 - толщина 8,8 мм и чистота поверхности 12,5. 3.2. Допускаемые припуски, учитывающие: отклонение от плоскостности - 0,3 мм (см. табл. 5); смещение по поверхности разъема штампа - 0,3 мм (см. табл. 4). 4. Размеры поковки и их допускаемые отклонения (черт. 25). 4.1. Размеры поковки, мм: диаметр 179,25+(2,0+0,5+0,3)×2=184,85 принимается 185; диаметр 42+(2,2+0,5+0,3)×2=48,0 принимается 48; толщина 38+(1,7+0,5)×2=42,4 принимается 42,5; толщина 8,8+(1,5+0,5)×2=12,8 принимается 13,0.
Черт. 25 4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 (см. табл. 7). 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: диаметр диаметр толщина толщина 4.4. Неуказанные предельные отклонения размеров - по п. 5.5. 4.5. Неуказанные допуски радиусов закругления - по п. 5.23. 4.6. Допускаемая величина остаточного облоя 1,0 мм - по п. 5.16. 4.7. Допускаемое отклонение от плоскостности и прямолинейности 0,9 мм - по п. 5.8. 4.8. Допускаемая величина смещения по поверхности разъема штампа 0,7 мм - по п. 5.7. 4.9. Допускаемая величина заусенца 2,0 мм - по п. 5.10. Пример 7 Полуось (черт. 26). Штамповочное оборудование - горизонтально-ковочная машина. Количество переходов - 5. Нагрев заготовок - индукционный. 1. Исходные данные по детали 1.1. Материал - сталь 45Г (по ГОСТ 4543): 0,12 - 0,50 % C; 0,7 - 1,0 % Mn; 0,17 - 0,37 % Si. 1.2. Масса детали - 16,5 кг. Масса фланца с зажимаемой частью - 6,5 кг.
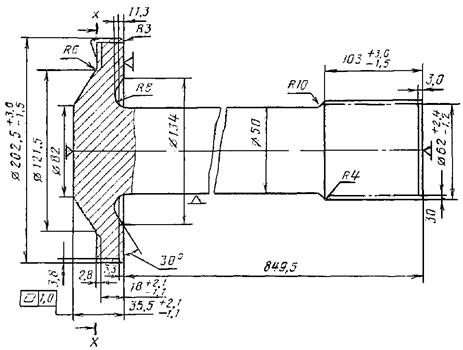
Черт. 26 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 9,8/6,0 кг. Расчетный коэффициент K р (см. приложение 3); для фланца - 1,5; для шлицевого конца - 1,3. Масса фланца с зажимаемой частью: 6,5 × 1,5 = 9,8 кг. Масса шлицевого конца с зажимаемой частью: 4,6 × 1,3 = 6,0 кг. 2.2. Класс точности - Т4 (см. приложение 1). 2.3. Группа стали - М2 (см. табл. 1). Средняя массовая доля углерода в стали 45Г: 0,46 % С; суммарная массовая доля легирующих элементов: 1,12 % (0,27 % Si; 0,85 % Mn). 2.4. Степень сложности - С4 (см. приложение 2). 2.5. Конфигурация поверхности разъема штампа - П (плоская) (см. табл. 1). 2.6. Исходный индекс - 16 (см. табл. 2). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 3,0 - диаметр 195 мм и чистота поверхности 6,3; 2,5 - диаметр 56 мм и чистота поверхности 1,6; 2,3 - толщина 12 мм и чистота поверхности 6,3; 2,5 - толщина 12 мм и чистота поверхности 3,2; 2,5 - толщина 32 мм и чистота поверхности 3,2; 2,4 - толщина 100 мм и чистота поверхности 12,5. 3.2. Дополнительные припуски, учитывающие: смещение по поверхности разъема штампа - 0,3 мм(см. табл. 14); изогнутость, отклонения от плоскостности и прямолинейности (см. табл. 5), мм: 0,5 – диаметр 195; 0,3» 56. 4. Размеры поковки и их допускаемые отклонения (черт. 27)
Черт. 27 4.1. Размеры поковки, мм: диаметр 195 + (3,0 + 0,3 + 0,5) × 2 = 202,6 принимается 202,5; диаметр 56 + (2,5 + 0;,3 + 0,3) × 2 = 62,2 принимается 62; толщина 12 + (2,3 + 0,5) + (2,5 + 0,3 + 0,5) = 18,1 принимается 18; толщина 32 + (2,5 + 0,3 + 0,5) = 35,3 принимается 35,5; толщина 100 + (2,4 + 0,3) = 102,7 принимается 103; длина 850 + (2,4 + 0,3) - (2,5 + 0,3 + 0,5) = 849,4 принимается 849,5. 4.2. Радиус закругления наружных углов (см. табл. 7), мм: фланца - 3,0; шлицевого конца - 4,0. 4.3. Допускаемые отклонения размеров (см. табл. 8), мм: диаметр » толщина » » диаметр 4.4. Неуказанные предельные отклонения размеров - по п. 5.5. 4.5. Неуказанные допуски радиусов закругления - по п. 5.23. 4.6. Допускаемая высота торцового заусенца (см. табл. 11), мм: фланца - 9; шлицевого конца - 7. 4.7. Допускаемая высота заусенца в плоскости разъема матриц 2,0 мм - по п. 5.12. 4.8. Допускаемое отклонение по изогнутости, от плоскостности и от прямолинейности (см. табл. 13), мм: фланца - 1,0; шлицевого конца - 0,6; всей поковки - 2,0. 4.9. Допускаемая величина смещения по поверхности разъема штампа 0,8 мм (см. табл. 9). 4.10. Допускаемое увеличение диаметра стержня на расстоянии 100 мм от фланца и шлицевого конца до 54,8 мм - по п. 5.6. Пример 8 Первичный вал (черт. 28). Штамповочное оборудование - горизонтально-ковочная машина. Количество переходов - 4. Нагрев заготовок - пламенный. 1. Исходные данные по детали 1.1. Материал - сталь 15ХГН2ТА (по ГОСТ 4543): 0,13 - 0,18 % С; 0,7 - 1,0 % Mn; 0,17 - 0,37 % Si; 0,7 - 1,0 % Cr; 1,4 - 1,8 % Ni; 0,03 - 0,09 % Ti. 1.2. Масса детали - 6,6 кг. Масса деформируемой и зажимаемой частей - 5,2 кг. 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 7,8 кг; расчетный коэффициент K р = 1,5 (см. приложение 3); 5,2 × 1,5 = 7,8 кг. 2.2. Класс точности - Т5 (см. приложение 1). 2.3. Группа стали - М2 (см. табл. 1). Средняя массовая доля углерода в стали 15ХГН2ТА: 0,15 % С; суммарная массовая доля легирующих элементов - 3,73 % (0,9 % Mn; 0,27 % Si; 0,9 % Cr; 1,6 % Ni; 0,06 % Ti). 2.4. Степень сложности - С3 (см. приложение 2). 2.5. Конфигурация поверхности разъема штампа - П (плоская) (см. табл. 1). 2.6. Исходный индекс - 17 (см. табл. 12). 3. Припуски и кузнечные напуски 3.1. Основные припуски на размеры (см. табл. 3), мм: 3,0 - диаметр 126 мм и чистота поверхности 6,3; 2,7 - диаметр 86 мм и чистота поверхности 6,3; 2,7 - диаметр 60 мм и чистота поверхности 1,6; 2,2 - диаметр 45 мм и чистота поверхности 12,5; 3,0 - толщина 52 мм и чистота поверхности 6,3; 3,3 - толщина 52 мм и чистота поверхности 0,8; 3,0 - толщина 50 мм и чистота поверхности 6,3; 2,4 - толщина 50 мм и чистота поверхности 12,5; 3,0 - глубина 40 мм и чистота поверхности 6,3; 2,0 - глубина 40 мм и чистота поверхности 12,5. 3.2. Дополнительные припуски, учитывающие: смещение по поверхности разъема штампа 0,4 мм (см. табл. 4); изогнутость, отклонения от плоскостности и от прямолинейности (см. табл. 5), мм: стержня - 0,8; фланца - 0,5. 4. Размеры поковки и их допускаемые отклонения (черт. 29) 4.1. Размеры поковки, мм: диаметр 126 + (3,0 + 0,4 + 0,5) × 2 = 133,8 принимается 134; диаметр 36 - (2,7 + 0,4 + 0,5) × 2 = 78,8 принимается 78,5; диаметр 60 + (2,7 + 0,5 + 0,4) × 2 = 67,2 принимается 67; диаметр 45 + (2,2 + 0,8) × 2 = 51 принимается 52. (по ГОСТ 2590); глубина 40 + (3,0 - 2,0 + 0,5) = 41,5 принимается 41,5; толщина 52 + (3,0 + 3,3 + 0,5 + 0,4) = 59,1 принимается 59,0; толщина 50 + (3,0 + 2,4 + 0,5 + 0,4) = 56,2 принимается 56,0. 4.2. Радиус закругления наружных углов 4,0 мм (см. табл. 7). 4.3. Штамповочный уклон - 7° (см. табл. 18). 4.4. Допускаемые отклонения размеров (см. табл. 8), мм: диаметр » » диаметр высота толщина »
Черт. 28 4.5. Допуск длины стержня 6,0 мм - по п. 5.6. 4.6. Неуказанные предельные отклонения размеров - по п. 5.5. 4.7. Неуказанные допуски радиусов закругления - по п. 5.23. 4.8. Допускаемая высота заусенца в плоскости разъема матриц 2,4 мм по п. 5.12. 4.9. Допускается высота торцового заусенца 7,0 мм - по п. 5.11.
Черт. 29 4.10. Допускаемые отклонения: от плоскостности и от прямолинейности 1,0 мм - по п. 5.16; от изогнутости 1,6 мм (см. табл. 13). 4.11. Допускаемая величина смещения по поверхности разъема штампа 1,0 мм (см. табл. 9). 4.12. Отклонение от соосности диаметра 78,5 (п. 5.14) - 0,4 мм. 4.13. Допускаемые отклонения штамповочных уклонов - по п. 5.24 - (7 ± 1,7)°. 4.14. Допускаемое увеличение диаметра стержня - до 55,4 мм на расстоянии 100 мм от головки поковки (п. 5.6). 4.15. Допускаемое отклонение торца стержня (табл. 15), мм: х - 3,1; y - 36,5. Наклон среза - 7°. ИНФОРМАЦИОННЫЕ ДАННЫЕ РАЗРАБОТАН И ВНЕСЕН Министерством автомобильного и сельскохозяйственного машиностроения (Минавтосельхозмаш) РАЗРАБОТЧИКИ Л. Г. Шароян-Сарингулян (руководитель темы); А. В. Орлов; В. А. Панкевич; А. М. Смуров, канд. техн. наук; Р. К. Мещеряков, канд. техн. наук
|
||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-20; просмотров: 309; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.86.104 (0.011 с.) |






















 высота
высота 
 длина
длина 
 диаметр
диаметр 
 »
» 











 (по ГОСТ 2590)
(по ГОСТ 2590)


 (по ГОСТ 2590);
(по ГОСТ 2590);







