
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методы контроля заданного отклоненияСодержание книги Похожие статьи вашей тематики
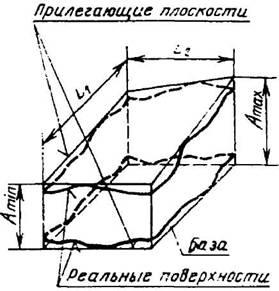
Поиск на нашем сайте Схема отклонения от параллельности представлена на следующем рисунке:
Рисунок 1 – Отклонение от параллельности
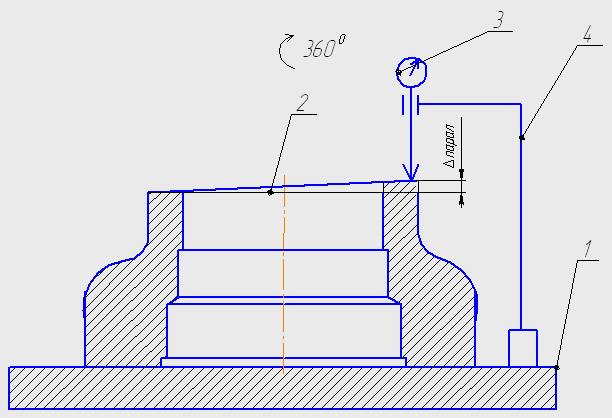
Контроль отклонения от параллельности осуществляется по следующей схеме: Рисунок 2 - Отклонение от параллельности 1-плита; 2-деталь; 3-измерительная головка; 4-штатив
1. Для контроля отклонения от параллельности разработана схема измерения (рис 1). По этой схеме деталь 2 базовой поверхностью устанавливаем на контрольную плиту 1. На контрольную плиту устанавливаем штатив 4 с измерительной головкой 3.К контролируемой поверхности детали подводим измерительный наконечник головки, которая закреплена в стойке 4. Настраиваем головку на нулевую отметку, затем постепенно поворачиваем деталь на угол 3600, регистрируя наибольшее и наименьшее показания головки. Разность этих показаний – отклонение от параллельности. Метод контроля отклонения от параллельности является косвенным. При косвенных измерениях искомое значение величины находят расчетом на основе измерения других величин, связанных с измеряемой величиной известной зависимостью.
Схема контроля с описанием методики 1. При проведении измерений установить деталь на контрольную плиту относительно базовой поверхности; 2. Подвести ножку индикатора перпендикулярно контролируемой поверхности. 3. Создать натяг 1,0 – 1,5 мм. 4. Установить индикатор на «0» при помощи калибра уголка (или использовать прибор уже установленный на «0» при помощи эталона). 5. Медленно вращая деталь на угол не менее 3600, снять наибольшее и наименьшее показания индикатора. 6. Разность полученных показаний и будет являться отклонением торцевого биения:
1.4. Понятие о точности измерений, источники погрешности, методика определения суммарной погрешности Любые измерения направлены на получение результата, т. е. оценки истинного значения физической величины в принятых единицах. в следствии несовершенства методов и средств измерений, воздействия внешних факторов и многих других причин результат каждого измерения неизбежно отягощен погрешностью. Количественной характеристикой качества измерений является погрешность измерений, определяемая как разность между измеренным
На практике
Предельная размерная погрешность измерения размеров должна характеризоваться возможно большим количеством отклонений результатов от действительных размеров. Согласно ГОСТ суммарная погрешность оценивается моделью:
Где Систематические погрешности, как правило, суммируются арифметически, случайные – квадратически. Поскольку большинство факторов дкйствует случайным образом, при оценки погрешности измерения будем использовать последний способ:
Выделяют следующие группы составляющих погрешности: 1. абсолютные погрешности; 2. погрешности метода измерения: 3. температурные погрешности; 4. субъективные погрешности; 5. прочие составляющие, например, погрешность концевых мер длины. Понятие погрешности характеризует как бы несовершенство измерения. Позитивной характеристикой качества измерений является точность. Точность и погрешность связаны обратной зависимостью – измерение тем более точно, чем меньше его погрешность. Количественно точность выражается числом, равным обратному значению, относительной погрешности. Выбор СИ с позиции обеспечения необходимой точности Определим суммарную погрешность отклонения от перпендикулярности в соответствии с разработанной схемой (СамГТУ.200501.059.01.03) по формуле:
Погрешность плиты не превышает 6мкм, погрешность штатива – 4мкм. Тогда:
Для регистрации допуска 40мм должно быть выбрано СИ, обладающее погрешностью не более 11,056 мкм. Это может быть рычажно-зубчатая измерительная головка 1ИГМ предельная погрешность на диапазоне (50-80) мм не превышает 5,5мм.
|
||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1449; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |

 и истинным
и истинным  значениями измеряемой величины:
значениями измеряемой величины:
 , и погрешность рассчитывается по формуле:
, и погрешность рассчитывается по формуле:


 - составляющие погрешности.
- составляющие погрешности. .
. 13,2 мкм
13,2 мкм =11,056 мкм
=11,056 мкм


