Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Качество деталей, изготовленных различными способами штамповкиСодержание книги
Поиск на нашем сайте Штамповка в жестком штампе
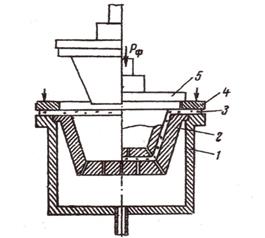
Штамповка с помощью жесткого пуансона и матрицы производится на установке, схема которой показана на рисунке 24.
Рисунок 24 – штамповка в жестком штампе [7]: 1 – камера; 2 – матрица; 3 – заготовка; 4 – прижимное кольцо; 5 – пуансон.
В камеру 1 установки вставляют жесткую матрицу 2, а к штоку пневмоцилиндра прикрепляют пуансон 5. Прижимным кольцом 4 закрепляют нагретую до Тф заготовку в формообразующей оснастке. Вытяжку заготовки осуществляют опускающимся пуансоном. Не изменяя давления, охлаждают изделие 3 до комнатной температуры и извлекают деталь из формы. Оценивают качество деталей одинаковых форм и размеров, полученных различными способами штамповки. Качественные детали должны иметь минимальную усадку, разнотолщинность стенок, степень ориентации, остаточные напряжения и оптические искажения. Оптические искажения определяют только в деталях типа полусфера, отформованных из прозрачных заготовок. 1. При определении усадки размеры деталей сравнивают с размерами формы по тем же сечениям. Усадку (в %) рассчитывают по формуле:
где Dф – размер формы, м; Dизд – размер сечения по тому же сечению, м.
2. Разнотолщинность стенок деталей определяют изменением микрометрической скобкой толщины стенки детали у верхней ее кромки, в средней части, в углу и середине донышка. Разнотолщинность рассчитываются по формуле:
где hмакс – максимальная толщина стенки изделия, мм; hi – толщина стенки в данной точке, мм.
3. Степень ориентации определяют в различных сечениях детали. Для этого измеряют расстояние между концентрическими линиями, нанесенными на деталь. Помещают деталь в термостат, нагретый до температуры Тс + 20°С, и выдерживают в нем до тех пор, пока не прекратится изменение размеров детали. Затем деталь охлаждают до комнатной температуры, измеряют изменение ракстояние между линиями и определяют степень ориентации (в %) по формуле:
где а,b – расстояние между линиями до и после нагревания соответственно, м.
4. Остаточные напряжения в деталях, отформованные различными способами штамповки, определяют методом активных сред и по температуре релаксации напряжений. Если деталь, в поверхностных слоях которой действуют остаточные напряжения растяжения, погрузить в жидкую активную среду, то она через некоторое время покроется сеткой мелких трещин. Остаточные напряжения растяжения s и время появления трещин t, отсчитываемое от начала контакта материала с активной средой, связанны следующим соотношением:
где t - продолжительность действия активной среды до появления трещин, с; m и n – постоянные величины.
Остаточные напряжения в изделии можно качественно оценить по температуре, при которых начинается релаксация эластических деформаций, зафиксированных в процессе формования.
5. Оптические искажения определяют в полусферических деталях, полученных вакуум-формованием из прозрачных пластмассовых заготовок. Величину оптических искажений устанавливают по степени смещения направления светового луча, проходящий сквозь исследуемый участок детали и попадающей на экран с начерченной на нем сеткой [8].
|
||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 35; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |