Вакуумная (пневматическая) штамповка в жесткую матрицу
Вакуум-штамповка деталей в жесткую матрицу проводится на установке, показанной на (рисунок 20). Отличие этого метода от предыдущего заключается в том, что формование производится в жесткую матрицу. Это обеспечивает производство деталей более сложной формы. Охлаждение происходит при работающем вакуум насосе и также как и в предыдущем методе, деталь имеет более тонкое донышко по сравнению со стенками, а наибольшее утонение приходится на грани донышка детали.
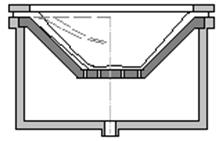
Рисунок 20 - Вакуум-штамповка в жесткую матрицу [7]: 1-камера; 2-матрица; 3-заготовка; 4-прижимное кольцо.
Этот метод, благодаря его простоте и сравнительной дешевизне, применяют для изготовления деталей, использующихся в быту и промышленности.
Пневмоштамповка в жесткую матрицу показано на (рисунок 21.). Этот метод практически не отличается от предыдущего по процессу изготовления детали, атмосферное давление заменяется пневматическим, которое создается сжатым газом деформирующим заготовку и прижимающим ее к стенкам матрицы. Деталь выдерживают при постоянном давлении до его охлаждения до комнатной температуры. Изготовленная деталь имеет такие же достоинства и недостатки, которые характерны предыдущему методу формования.
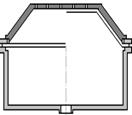
Рисунок 21 - Пневмоштамповка в жесткую матрицу [7]:
1-камера; 2-фланец камеры; 3-заготовка; 4-прижимное кольцо; 5-матрица.
|






