
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
К выполнению курсового проекта по разделу ПМ 01.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К выполнению курсового проекта по разделу ПМ 01. «Ремонт автомобилей» по специальности 23.02.03: «Техническое обслуживание и ремонт автомобильного транспорта» (Тематика: Разработка технологического процесса ремонта узла, агрегата) Содержание 1. Общие положения 2. Требования к оформлению курсового проектов 3. Методические указания к выполнению разделов проекта 1.Введение 1.1. Задачи предприятия 1.2. Историческая справка и перспективы завода изготовителя 1.3. Задачи курсового проекта 2.Технологический раздел 2.1 Назначение, условия работы и характеристика узла, агрегата 2.2 ТУ на дефектацию 2.3 ТУ на отремонтированный узел 2.4 Ремонтный чертеж 2.5 Способы устранения дефектов 2.6 Экономическое обоснование выбранного способа 2.7 Схема устранения дефектов узла, агрегата 2.8 План технологических операций 2.9 Нормирование 2.10 Оформление техкарт 2.11 Расчет годовой трудоемкости, числа рабочих и единиц оборудования 2.12 Таблица оборудования и оснастки 2.13 Расчет потребной производственной площади 3. Конструкторский раздел 3.1 Назначение, краткая характеристика приспособления. 3.2 Описание устройства приспособления 3.3 Силовой расчёт элементов приспособления. 3.4 Инструкции:3.4.1 по работе с приспособлением; 3.4.2 по ТО и ремонту приспособления; 3.4.3 по ТБ при работе с приспособлением 3.5 Экономическая оценка приспособления. 4 Заключение 5 Литература Графическая часть: 1.Ремонтный чертёж 2.Чертёж приспособления и его деталей ОБЩИЕ ПОЛОЖЕНИЯ Выполнение студентом курсового проекта осуществляется на заключительном этапе изучения раздела ПМ 01. «Ремонт автомобилей» по специальности 23.02.03: «Техническое обслуживание и ремонт автомобильного транспорта», в ходе которого осуществляется закрепление студентами теоретических знаний полученных при изучении предмета и применения их, для решения комплексных задач, связанных с профессиональной деятельностью будущих специалистов.
Выполнение студентом курсового проекта проводится с целью: 1. Систематизации полученных знаний и практических умений по общепрофессиональным и специальным дисциплинам; 2. Углубления теоретических знаний в соответствии с заданной темой; 3. Формирования умений применять теоретические знания при решении поставленных вопросов; 4. Формирования умений использовать справочную и нормативную литературу; 5. Развития творческой мысли, самостоятельности и организованности; 6. Овладения обучающимся следующими профессиональными и общими компетенциями: ПК 1.3.Разрабатывать технологические процессы ремонта узлов и деталей ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения поставленных задач, профессионального и личностного развития ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности 7. Подготовки к итоговой государственной аттестации.
СОСТАВ И СОДЕРЖАНИЕ КУРСОВОГО ПРОЕКТА По структуре курсовой проект состоит из пояснительной записки и графической части. В пояснительной записке дается теоретическое и расчетное обоснование принятых в проекте решений. В графической части принятое решение дается в виде чертежей. Курсовой проект должен содержать 25 – 35 страниц пояснительной записки и графической части на 2 листах формата А-1. Пояснительная записка должна включать: -титульный лист установленного образца; -задание на курсовой проект; -содержание; -введение; -технологический раздел; -конструкторский раздел; -заключение; -список литературы; В графическую часть проекта входят: -чертежи приспособления для ремонта, и ремонтный чертёж узлов -чертежи выполняются на чертежной бумаге согласно требований ЕСКД. ТРЕБОВАНИЯ К ОФОРМЛЕНИЮ КУРСОВОГО ПРОЕКТА Общие требования
Выполнение пояснительной записки должно соответствовать ГОСТ 2.105-95, ГОСТ 2.106-96. Текст пояснительной записки курсового проекта должен быть выполнен на листах формата А4 (210x297 мм по ГОСТ 2.301-68) в режиме односторонней печати. Текст печатается или пишется от руки на одной стороне листа. От руки текст пишется четко, темными чернилами. Оптимальный объем работы – 25-40 страниц. Текст печатается шрифтом Times New Roman, 12-14 размера, через 1,5 интервала. Поля - 2 см сверху и снизу. 3-3,5 см слева, 1-1,5 см справа. Главы и параграфы работы следует нумеровать арабскими цифрами. Номер параграфа начинается с номера главы, затем ставится номер параграфа по порядку (например, 1.2. - второй параграф первой главы).
Оформление и нумерация рисунков и таблиц Рисунки - это любые иллюстрации(графики, схемы, фотографии, диаграммы). В курсовом проекте рисунки следует располагать непосредственно после текста, в котором они упоминаются впервые, или на следующей странице, если размеры не позволяют разместить рисунок после текста. В этом случае в тексте приводится ссылка на рисунок (например, рис. 2.1 с.25). Номер и название рисунка пишутся под рисунком курсивом, (например, Рис. 2.1. Название, или Схема 3.2). Номер рисунка зависит от номера главы: первая цифра номер главы, вторая - номер рисунка или схемы в этой главе. Цифровой материал, как правило, следует оформлять в виде таблицы. Таблицу следует располагать непосредственно после текста, в котором она упоминается впервые, или на следующей странице. Таблица обозначается словом "Таблица", порядковым номером и должна иметь название. Таблицы нумеруются аналогично рисункам арабскими цифрами (например, Таблица 1.2 (вторая таблица первой главы). Примеры ссылок на таблицы в тексте работы: в табл. 1.2, (табл. 1.2). В таблице допустимо использовать более мелкие размеры шрифта (например, 10 или 12) и меньший междустрочный интервал.
Титульный лист. Оформляется в соответствии с приложением [Пр.-1]. Бланк задания – приложение [Пр.-2]. Содержание (название разделов с указанием страниц) – приложение [Пр.-3].
Введение Задачи предприятия Привести назначение и основные задачи автотранспортного предприятия или СТО согласно задания на курсовой проект. [1, 2, 3] 1.2 историческая справка и перспективы развития завода изготовителя Характеристики автомобиля согласно задания или краткое описание новых марок автомобилей автозавода, выпускающего автомобили согласно задания. [Ссылка на литературу] Задачи курсового проекта Обозначить основные цели и задачи курсового проекта Технологический раздел Назначение, условия работы и характеристика узла Дать описание назначения узла (агрегата) согласно полученного задания, условия его работы (особенно обратить внимание на отрицательные воздействия, ведущие к изнашиванию деталей, отказам узла (агрегата)) и привести его основные технические характеристики. Пример: НАЗНАЧЕНИЕ ГЛАВНОЙ ПЕРЕДАЧИ Основное назначение главной передачи в трансмиссии — передача тяги двигателя к, так сказать, «конечному потребителю» – колесам. Если автомобиль заднеприводный, то тяга от коробки передач через карданный вал передается на главную передачу, а та, в свою очередь, перенаправляет поток мощности на колеса через полуоси (если задняя подвеска зависимая и имеет мост) или приводные валы с шарнирами равных угловых скоростей (об этом пойдет речь дальше). Если автомобиль переднеприводный, то главная передача через шестерню связана непосредственно с коробкой передач. Есть такое понятие, как неразрезной мост. Означает оно то, что главная передача вместе с дифференциалом находятся в корпусе, к которому подсоединены или отлиты вместе с ним изначально два кожуха полуосей. Полуоси — это валы, соединяющие дифференциал и главную передачу с колесами. Данная конструкция является частью зависимой подвески автомобиля, так как жестко связывает правое и левое ведущие колеса. Полуось жестко связывает колесо и главную передачу, то есть при преодолении какоголибо препятствия весь мост перемещается вместе с колесами и всем содержимым. Убираем кожух полуосей, корпус главной передачи устанавливаем на кузов или подрамник, колеса с главной передачей соединяем с помощью приводных валов через шарниры равных угловых скоростей и получаем разрезной мост и независимую подвеску колес.
Для изготовления зубчатых колес применяют:
ТУ на дефектацию
Разработать технические условия на дефектацию деталей узла (по указанию преподавателя). ТУ заполняются в картах дефектации.
Пример: Основными дефектами шатуна в сборе являются: трещины, изгибы, скручивание, износ отверстия втулки под поршневой палец, изменение отверстия верхней головки шатуна под втулку, износ отверстия ниже головки под вкладыши. Шатун заменяют при обнаружении трещин. Непараллельность осей отверстий верхней и нижней головок шатуна. Если непараллельность и скручивание осей верхней и нижней головок шатуна выше допустимых норм, шатун нужно заменить. Правка шатуна не допускается.Проверяем внутренний диаметр втулки верхней головки.Проверять диаметр нужно как при ослаблении посадки, так и при провороте втулки. Внутренний диаметр нижней головки шатуна проверяют после затяжки шатунных болтов.Предельно допустимый диаметр должен составлять определённое значение, если среднее значение диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы. Ширина нижней кривошипной головки не выходить за пределы. При меньшей ширине головки шатун заменяют на новый. При ремонте запрещается установка крышки с другого шатуна. Проверять шатун нужно по меткам
Ремонтный чертеж узла. Ремонтный чертёж детали разрабатывается на основе рабочего чертежа, но при этом контуры детали выполняются тонкими линиями,а поверхности подлежащие восстановлению линиями нормальной толщины, кроме того в верхней правой части листа чертежа оформляется таблица с дефектами указанными в задании.
Ремонтный чертёж детали.
Ремонтный чертёж ДРД. 2.5 Способы устранения дефекта узла (агрегата). Согласно заданию изучить способы устранения дефектов и восстановления деталей, дать описание всех современных способов ремонта.[1] Пример: 2.5.1 Трещины или обломы на фланцах или на головке картера,не захватывающие отверстия, устраняются заваркой, используя электроды ЦЧ-4, изготовленных из сварочной проволоки СВ.08 с толстым покрытием, содержащим титан. Трещины и обломы, кроме указанных выше, приводят к выбраковке детали. 2.5.2 Износ поверхности под шаровую опоры рычага переключения передач. Данный дефект может быть устранён 2 способами: - расточить поверхность дл придания ей правильной геометрической формы, увеличив размеры отверстия так, чтобы после токарной обработки наплавленного слоя его рабочая толщина была 0,8-1,5мм; затем наплавить поверхность детали вибродуговой наплавкой на установке с наплавкой на установке наплавочной головки УАНЖ-5 или УАНЖ-6, используя в качестве материала проволоку СВ.08 диаметром 1,6мм; расточить отверстие после наплавки под номинальный размер. - изношенное отверстие восстанавливается постановкой ДРД, которую изготавливают по чертежу; запрессовывают ДРД, стопорят винтом; засверливают отверстие в ДРД, используя в качестве направляющей отверстие в картере рычага; растачивают отверстие в ДРД под номинальный размер под шаровую опору рычага переключения передач. План технологических операций. Разрабатывая план технологических операций необходимо учитывать следующие требования: -выполнение последующей операции не должно отрицательно влиять на качество детали, достигнутое на предыдущей операции; -необходимо определить оптимальную последовательность выполнения операций; -подбор оборудования и оснастки необходимо проводить так,что бы выполнить максимальное количество операций. Согласно данных таблицы 2.7.1.составляем план и сводим в таблицу. Таблица 2.8.1.
Нормирование. если нет дополнительных указаний консультанта, необходимо нормировать только ту операцию, которая будет проведена с помощью проектируемого приспособления, согласно задания. В данном примере согласно таблице 2.8.1. Проектируется приспособление для закрепления детали при растачивании, следовательно нормируем токарную операцию. Это необходимо делать в следующем порядке: -составить эскиз детали, указав габаритные размеры, базовые поверхности и те которые будем обрабатывать; -указать класс шероховатости обрабатываемых поверхностей(в данном случае расточка под запрессовку ДРД); -нормировать согласно рекомендаций [ 11,12,13,14 ]. Норма времени на операцию Т = Топ [ 1 + 0,01(άом + άотд + άпз)] (ч) Топ – оперативное время на операцию, ч (см. типовые нормы времени на ремонт и восстановление агрегатов автомобиля и операционную карту); άом – время на обслуживание рабочего места в процентах от оперативного времени [1 с.424]; άотд - время на отдых и личные надобности в процентах от оперативного времени [1 с.424]; άпз - время на подготовительно-заключительную работу в процентах от оперативного времени [1 с.424]; Оформление техкарт. Выполняя проект по ремонту деталей необходимо оформить следующие техкарты: -маршрутную, указать дефекты согласно задания, указать очередность устранения; (прил.9) -операционную, только на операцию, которая в п. 2.9. (прил.14,15,16). (в задании может быть указано несколько дефектов, нормировать нужно только ту, которая связана с использованием проектируемого приспособления нормы времени на устранение других дефектов берутся по укрупнённым нормативам [11].
КонструкторскИЙ РАЗДЕЛ Примечание: конструкторская часть состоит из 3 главы пояснительной записки и двух листов чертежей формата А1. [ Пр.-10 ], [ Пр.-11 ]. Первый лист – сборочный чертеж приспособления, имеющий необходимые разрезы и сечения, габаритные, установочные и присоединительные размеры, с указанием мест сварки, соответственных посадок сопряженных деталей, а также их нумерацией, которая должна соответствовать спецификации. Второй лист – рабочие чертежи деталей приспособления (4-8 деталей по согласованию с преподавателем). Методика построения и оформления чертежей приведена [5], [6] Примеры расчетов Порядок расчёта
Построим расчётную схему работы приспособлении (рис1,б). Rо - реакция опоры рычага, равная силе, действующей на опору.
R2 - реакция подшипника, равная силе запрессовки подшипника,
Сила, действующая на шток:
F1 = р *πD/4 (8 * 105 * 3,14 • 0,152)/4 = 14130Н р = 8 атм - 8 * 105 н/м2
D = 150мм = 0,15м
Из условия равновесия рычага определим R.
ΣMо(F) = 0
R2ℓ2+ F1ℓ1 = 0
R2 = (F1ℓ1) /ℓ2 = (14130- 140)/200 = 9891H
Составим уравнение Σ у ~ 0 и определим Ro
R2 - Rо + F1 = 0, отсюда Rо – R2 + F1 = 9891 + 14130 = 24021H
Следовательно, сила запрессовки подшипника F2 = R2 = 9891Н, сила в точке крепления рычага Ro - 24021Н.
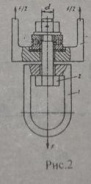
Расчет на растяжение Рассчитать номинальный диаметр резьбы болта 2, удерживающего скобу 1 грузоподъёмного устройства (рис.2), если нагрузка F = 40кН. Материал болта сталь Ст.З.
Порядок расчёта Т. к. в данной конструкции болт служит для поддержания скобы, то главным критерием его работоспособности является прочность. 3.2.2. Под действием нагрузки F болт работает на растяжение (рис.2), опасным является сечение, ослабленное резьбой. Расчет ведём по условному расчетному диаметру dр=d -0,94р, где р - шаг резьбы, d- номинальный диаметр резьбы. По Приложению 1 определим предел текучести для стали 3: σт=240 МПа; коэффициент запаса прочности для пластичной стали примем [S]=3 для грузоподъёмного устройства [5,с 242]. Допустимое напряжение растяжения [σ]p = σт/[S] =240/3 = 80МПа. Условие прочности на растяжение σp = N/Aр<[σ]р N=F; площадь ослабленного сечения Ар=πр2/4 при проектном расчете Ар = F/[σ]p, тогда dp= Примем метрическую резьбу с крупным шагом р 3,5мм, номинальный диаметр d=dр + 0,94р= 25,2 + 0,94 * 3,5 = 28,49мм По приложению 3 примем резьбу М30. Расчеты на срез и смятие Проверить прочность пальца 3, соединяющего тяги 1 и 2 на рисунке:
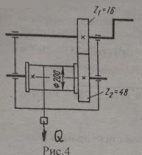
Порядок расчёта Критерием работоспособности является прочное п> пальца на срез (сдвиг) и смятие. Условие прочности при срезе τcp =Q/Аср ≤ [τ]cp Q= F, Аср =(πd2/4) *i- площадь среза, i= 2 - число плоскостей среза. При расчете штифтов, болтов, шпонок [τ]cp = (0,25-0,35)σв [4,с.105]. По Приложению 1 σв = 300МПа, [τ]cp - 0,25 * 300 - 75МПа τ - (25 * 103) / ((3,14 * 162) / 4) * 2) = 62МПа < 75МПа - прочность пальца на срез обеспечена. Условие прочности при смятии σcм* F/ Асм — [σ]cм Асм=dtmin tmin- минимальная толщина деталей, сминаемых в одну сторону, tmin = 20мм σсм = (25 * 103)/ (16 * 20) - 78МПа Для болтовых, штифтовых и шпоночных соединений принимают: для деталей из малоуглеродистой стали [σсм] = 100 120Мпа из среднеуглеродистой стали [σсм] = 140 - 170Мпа из чугунного литья |σсм] 60 - 80Мпа |4,с 10] Примем [σ]см = 150MПa 78МПа <150MПа Прочность пальца на смятие обеспечена. Если контактирующие детали изготовлены из разных материалов, то допускаемое напряжение выбирают той детали, у которой прочность меньше. Расчет на кручение Определить диаметры ведущего и ведомого вала лебедки (рис.4). Грузоподъемность лебедки Q- ЗкН. Валы выполнены из среднеуглеродистой стали. Влияние изгиба не учитывать.
Порядок расчёта Вращающий момент на ведомом валу М2 = Q* (200 / 2) = 3 * (200 / 2) = З00 кНмм = З00Нм Вращающий момент на ведущем валу М1 = М2 / U * ηобщ Передаточное число зубчатой передачи U= Z2/ Z1= 48 /16 = 3 Общий КПД лебедки ηобщ = ηпи2 * ηзп = 0,992 * 0,97 = 0,88 ηпи- КПД пары подшипников качения, ηзп - КПД зубчатый передачи [7,с.42] М1 = 300 / 3 - 0,88 = 113,6Нм Валы испытывают деформацию изгиба и кручения. Критерий работоспособности - прочность. Внутренние крутящие моменты Мкр1= М1 Мкр2= М2 Из условия прочности при кручении определим сопротивления сечений: Wp1=Мкр / [τ]к, т.к. для круга W= 0,2d3, то d, = по Приложению 5 примем d1= 30мм. d, = по Приложению 5 примем d2= 40мм. Для конструкционной углеродистой стали примем
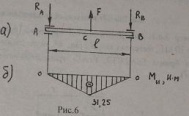
Расчет на изгиб Для снятия кольца 2 с вала 3 необходимо приложить силу F= 2,5кН. Определить диаметр траверсы 1 съёмника, если материал траверсы сталь 35, наружный диаметр кольца Д=40 мм (рис. 5).
Порядок расчёта Будем считать траверсу двухопорной балкой, нагруженной посередине силой F. Длину траверсы примем равной l = D + 10мм = 40+ 10 = 50мм. Критерием работоспособности балки является прочность на изгиб. Составим расчётную схему (рис.6,а)
Определим реакции опор RA = RB = Построим эпюру изгибающих моментов (рис.6,б) МА = 0 Мс= - RA * Для стали 30 по Приложению 1 определим предел прочности σт= 360МПа Допустимое напряжение
[σ] =
[S]=2 [5,с.22]
Применим формулу проектного расчёта на изгиб и определим d: d= По Приложению 1 примем d=12мм. Расчет винтовых механизмов Рассчитать винт 1 съемника, если осевое усилие Fa= 10кН, материал винта сталь 45, нормализованная, материал гайки бронза БрА9ЖЗЛ. Резьба трапецеидальная, однозаходная (рис.7).
Порядок расчёта Критерием работоспособности винта съемника является износостойкость резьбы. Из условия износостойкости винтовой пары определим средний диаметр резьбы d2= где Ψн - относительная высота гайки; для цельных гаек трапецеидальной резьбы [р]и - допускаемое среднее давление в резьбе. Для пары сталь -• бронза примем [р]и= 10МПа [5, с.240] d2= По Приложению 4 примем стандартную резьбу d2= 18мм, d= 20мм, р = 4мм, резьба Тг 20 х 4 Определим наличие самоторможения в резьбе Угол подъема резьбы на среднем диаметре Ψ = arctg Приведённый угол трения φ’ = arctg
f- коэффициент трения скольжения Для стали на бронзе f0,1 - 0,15 |8, с218] Примем f=0,1
α’= 5,9° >4° φ’> Ψ - значит резьба самотормозящая. Винт испытывает кручение и сжатие. Влияние кручения учитываем, увеличивая на 25% осевую силу Fa[5, с.66J Fрасч= 1,25* Fa Условие прочности σэкв ≤ [σ]c [σ]c - Допустимое напряжение материала винта на сжатие. Для углеродистой стали [σ]c = По Приложению 1 для стали 45
[S]= 3 [5,с.242] Эквивалентное напряжение σэкв= Ар - площадь сечения вита но внутреннему диаметру. 62,2МПа < 120 МПа σэкв<[σ]c - условие прочности выполняется Определить усилие на рукоятке съёмника Гр (рис. 7) по данным примера. Диаметр опорной поверхности винта do=20мм. Длина рукоятки ℓ=30 см.
Порядок расчёта Момент в резьбе, возникающий при снятии подшипника M=Fa Момент трения на опорном торце винта M=Fa* f Момент завинчивания Мзав = М + Mf= 15,7 +10 = 25,7 Нм Усилие на рукоятке Fp=
Определить диаметр резьбы шпилек 2 съёмника (рис.7), осевое усилие Fa= 10 кН, материал шпилек — сталь 3. Порядок расчёта Шпильки съёмника испытывают растяжение. Продольная сила в одной детали N= Опасным является сечение, ослабленное резьбой. Далее расчёт следует вести согласно примеру 3.6, начиная с пункта 3.2.3 и подобрать метрическую резьбу.
Приложения Приложение 1. Заключение ПРИМЕР: Я разработал технологический процесс ремонта головки блока и спроектировал приспособление для запрессовки направляющих втулок клапанов с пневмоприводом. Кроме того разработаны следующие вопросы: -Назначение, условия работы и характеристика узла. -ТУ на дефектацию. -ТУ на отремонтированный узел. -Нормирование. -Расчет годовой трудоемкости, числа рабочих и единиц оборудования. -Оформлена таблица оборудования и оснастки. -Произведен расчет потребной производственной площади. -Выполнен силовой расчет элемента приспособления. -Составлены инструкции и дана экономическая оценка приспособления.
В заключении необходимо перечислить основные вопросы, разработанные в курсовом проекте. ЛИТЕРАТУРА 1. В.И. Карагодин, Н.Н. Митрохин, Ремонт автомобилей и двигателей, М., AKADEMIA, 2002. 2. Ремонт автомобилей. Под ред. С.И. Румянцева, М., Транспорт, 1988. 3. М.В. Светлов «Техническое обслуживание и ремонт автомобильного транспорта», Москва, «КноРус», 2011г. 4. Суханов Б.Н. и др. Техническое обслуживание и ремонт автомобилей. Пособие до курсовому и дипломному проектированию. М., Транспорт, 1985. 5. Методические указания для выполнения курсового проекта и выпускной квалификационной работы (дипломного проекта) Графическая часть. 6. Методические указания для выполнения курсового проекта и выпускной квалификационной работы (дипломного проекта) Раздел «Допуски и посадки». 7. Методические указания для выполнения курсового проекта,раздел «Расчет деталей и приспособлений». 8. Матвеев В.А., Пустовалв И.И. Техническое нормирование ремонтных работ. М., Колос, 1979. 9. Дехтеринский Л.В. и др. Технология ремонта автомобилей. М., Транспорт, 1979. 10. Оборудование для ремонта автомобилей. Под ред. Шахнеса М.Н. М., Транспорт, 1979.. 11. Руководство по нормированию технологических процессов капитального ремонта автомобилей. М., Минавтотранс РСФСР, техническое управление, 1978. 12.Пособия по нормированию токарных, расточных и сверлильных, фрезерных, шлифовальных и работ хонинговальных работ, НАТТ,1991 г.
13.Типовые нормы времени по восстановлению деталей семейства КАМАЗ в условиях АРЗ; ЦНОТ Минавтотранс РСФСР,М.,1987 г
14. Типовые нормы времени по восстановлению деталей автомобилей ГАЗ-53 и ЗИЛ 130 в условиях АРЗ; ЦНОТ Минавтотранс РСФСР 1987 г
Нижегородский ……………………………………….
КУРСОВОЙ ПРОЕКТ По дисциплине: «………………………………» Нижний Новгород ЗАДАНИЕ На выполнение курсового проекта по дисциплине “……………….. ” Студенту ______________________________ курса ____ группы _________ Тема проекта ____________________________________________________________ ________________________________________________________________________ __________________________________________________________________ Разрабатываемы вопросы: 1.Введение 1.1. Задачи АРП 2.Технологический раздел 2.1 Назначение, условия работы и характеристика детали 2.2 ТУ на дефектацию 2.3 ТУ на отремонтированный деталь 2.4 Ремонтный чертеж 2.5 Способы устранения дефектов 2.6 Экономическое обоснование выбранного способа 2.7 Схема устранения дефектов 2.8 План технологических операций 2.9 Нормирование 2.10 Оформление техкарты 2.11 Расчет годовой трудоемкости, числа рабочих и единиц оборудования 2.12 Таблица оборудования и оснастки 2.13 Расчет потребной производственной площади 3. Конструкторский раздел 3.1 Назначение, краткая характеристика приспособления 3.2 Описание устройства и приспособления 3.3 Силовой расчет элемента приспособления 3.4 Инструкции: 3.4.1 по использованию приспособления 3.4.2 по ТО и ремонту приспособления 3.4.3 по ТБ при работе с приспособлением 3.5 Экономическая оценка приспособления 4. Заключение
Графическая часть: 1. Сборочный чертеж 2. Рабочие чертежи деталей
Дата выдачи проекта__________________ Срок окончания проекта _______________ Преподаватель_______________________ Содержание
Познавательные статьи:
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 457; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.69.25 (0.016 с.) |




 = 25,2мм.
= 25,2мм.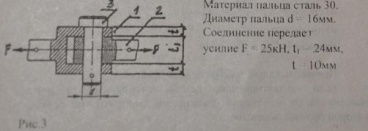
 =
=  = 28.7мм
= 28.7мм = 39,1мм
= 39,1мм = 25МПа [4,с.125]
= 25МПа [4,с.125]
 =
=  = 1,25 кН
= 1,25 кН = - 1,25 *
= - 1,25 *  = -31,25 кН * мн = 31,25 Нм
= -31,25 кН * мн = 31,25 Нм =
=  = 180МПа
= 180МПа =
=  = 12мм
= 12мм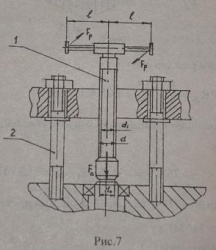

 = 1,2...2,5 [5,с.240], примем = 2; относительная рабочая высота профиля резьбы; для
= 1,2...2,5 [5,с.240], примем = 2; относительная рабочая высота профиля резьбы; для = 0,5 [5, с.240];
= 0,5 [5, с.240]; =17,8мм
=17,8мм = arctg
= arctg  = 4o
= 4o = arctg
= arctg  = 5,9o
= 5,9o - половина угла профиля резьбы, для трапецеидальной резьбы
- половина угла профиля резьбы, для трапецеидальной резьбы =15o
=15o =
=  =120МПа
=120МПа = 360 МПа
= 360 МПа =
=  =
=  =62,2МПа
=62,2МПа tg(Ψ + φ’)=10000 *
tg(Ψ + φ’)=10000 *  tg(4o + 5,9o)=15707=15,7Н*м
tg(4o + 5,9o)=15707=15,7Н*м =10000 * 0,1 *
=10000 * 0,1 *  =10000Нмм=10Нм
=10000Нмм=10Нм =
=  =85,6 Н
=85,6 Н =
=  =5кН
=5кН


