Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цель: Изучить структуру ППР.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Теоретические сведения. Система планово-предупредительного ремонта и обслуживания оборудования. Правильная эксплуатация машин или механизмов до полного выхода из строя требует своевременных остановок для замены быстроизнашивающихся деталей, необходимой регулировки и ремонта. Для сохранения нормальной работоспособности бурового и нефтепромыслового оборудования применяют систему планово-предупредительного ремонта (ППР), представляющую собой совокупность организационно-технических мероприятий по уходу, надзору и ремонту, проводимых в плановом порядке. Благодаря такой системе заранее планируется остановка машин на ремонт по графику, подготавливаются запасные части, материалы и т. д. Система планово-предупредительного ремонта технологического оборудования характеризуется следующими основными особенностями. 1.Оборудование ремонтируется в плановом порядке, через определенное число отработанных машино-часов или в соответствии с установленной нормой отработки в календарных днях. 2. Определенное число последовательно чередующихся плановых ремонтов соответствующего вида образует периодически повторяющийся ремонтный цикл. 3. Каждый плановый периодический ремонт осуществляется в объеме, восполняющем тот износ оборудования, который явился результатом его эксплуатации в предшествовавший ремонту период; он должен обеспечивать нормальную работу оборудования до следующего планового ремонта, срок которого наступит через определенный, заранее установленный промежуток времени. 4. Между периодическими плановыми ремонтами каждая машина систематически подвергается техническим осмотрам, в процессе которых устраняют мелкие дефекты, производят регулировку, очистку и смазку механизма, а также определяют номенклатуру деталей, которые должны быть подготовлены для замены износившихся. Система планово-предупредительного ремонта в зависимости от объема и сложности ремонтных работ предусматривает проведение текущего и капитального ремонтов. Текущий ремонт— это минимальный по объему плановый ремонт, с помощью которого оборудование поддерживается в работоспособном состоянии. Он выполняется непосредственно на месте установки оборудования.
При текущем ремонте проверяют состояние оборудования, заменяют быстроизнашивающиеся детали, меняют при необходимости смазку и устраняют дефекты, не требующие разборки сложных узлов оборудования. Те неисправности оборудования, которые не могут быть устранены силами службы технического обслуживания, устраняют выездные ремонтные бригады. Перечень ремонтных работ при текущем ремонте определяется классификатором ремонта. После ремонта проверяют работу оборудования, регулируют узлы и механизмы». Капитальный ремонт — наиболее сложный и трудоемкий Внеплановый ремонт— ремонт, вызванный аварией оборудования или не предусмотренный планом. При надлежащей организации системы ППР внеплановые ремонты, как правило, не требуются. Для поддержания оборудования в постоянной технической исправности и эксплуатационной готовности, а также предупреждения аварий и поломок необходима система технического обслуживания. Техническое обслуживание включает в себя контроль за выполнением правил эксплуатации оборудования, указанных в технических условиях и паспортах, проверку технического состояния оборудования, устранение мелких неисправностей и определение объема подготовительных работ, которые будут выполнены при очередном плановом ремонте.
При периодических видах технического обслуживания выполняют трудоемкие работы: промывку фильтров, смену смазки, замену шинно-пневматических муфт и т. д. Правильно организованное техническое обслуживание оборудования значительно сокращает его простои из-за поломок и выхода из строя узлов и деталей в межремонтный период. Межремонтным периодом называется период работы оборудования между двумя очередными плановыми ремонтами. Ремонтный цикл — наименьший повторяющийся период работы оборудования, в течение которого в определенной последовательности выполняются установленные виды технического обслуживания и ремонта, т. е. период работы оборудования между двумя капитальными ремонтами. Структура ремонтного цикла представляет собой схему чередования видов ремонта, различающихся по объему работ, проводимых в определенной последовательности через определенные промежутки времени на всем протяжении ремонтного цикла.
По мере эксплуатации и ремонта для каждого вида оборудования наступает такой момент, когда в результате физического и морального износа его эксплуатация и ремонт становятся невозможными и экономически невыгодными. Физический износ машины — результат разрушения различных ее элементов, в связи с чем машина перестает удовлетворять предъявляемым к ней требованиям. Моральным износом называется уменьшение стоимости действующей техники под влиянием технического прогресса. Различают две формы морального износа: o утрата действующей стоимости по мере того как машины такой же конструкции начинают воспроизводиться дешевле; o обесценивание действующей техники вследствие появления более совершенных конструкций машин. Период с начала введения машины в эксплуатацию до ее списания, измеряемый в годах календарного времени, называется сроком службы. Срок службы оборудования находится в тесной зависимости от норм амортизационных отчислений. Объемы работ при обслуживании и ремонтах оборудования, структура и длительность ремонтных циклов и межремонтных периодов бурового и нефтепромыслового оборудования приведены в нормативной литературе, разработанной ВНИИОЭНГом. Независимо от вида ремонта (текущий, капитальный) и его способа (обезличенный, крупноузловой, необезличенный) процесс восстановления оборудования состоит из ряда основных технологических операций: 1.Подготовка оборудования к ремонту: отсоединение электропитания, отключение топливо- и водоснабжения, опорожнение картеров, мойка. От тщательности и правильности подготовки машины к ремонту зависит качество ремонта и безопасность ремонтных работ, которые должны проводиться в чистоте. 2. Демонтаж всей машины или разборка отдельных ее блоков и узлов (в зависимости от вида проводимого ремонта). 3. Мойка узлов и деталей машины. 4. Контроль степени износа и классификация деталей на группы: не требующие ремонта; подлежащие восстановлению; направляемые в утиль. 5. Восстановление изношенных деталей и замена деталей, ушедших в утиль, запасными частями. 6. Сборка оборудования. 7. Обкатка оборудования, его испытание для оценки качества ремонта. 8. Окраска оборудования. Структура ремонтных служб. Паспортизация оборудования Ремонтные предприятия нефтяной и газовой промышленности предназначены для поддержания оборудования в работоспособном состоянии. Они различаются по назначению и характеру выполняемых ремонтных работ. Ведущим подразделением ремонтного хозяйства нефтяной промышленности являются территориальные машиностроительные и ремонтно-механические заводы, входящие в производственные машиностроительные объединения, которые подчинены Миннефтепрому России и специализируются на изготовлении и ремонте определенного оборудования, что значительно повышает качество ремонта и сокращает его продолжительность. Машиностроительные и ремонтно-технические заводы выполняют капитальный ремонт оборудования, изготовляют запасные части и метизы, нестандартное и серийное оборудование.
В территориальных нефтегазодобывающих объединениях все работы по правильному использованию оборудования и поддержанию его в работоспособном состоянии выполняют следующие подразделения: o центральная база производственного обслуживания (ЦБПО); o база производственного обслуживания (БПО) нефтегазодобывающего управления (НГДУ) и управления буровых работ (УБР); o ремонтное подразделение управления технологического транспорта; o ремонтные подразделения тампонажных контор; o ремонтные бригады, осуществляющие текущее ремонтное обслуживание в районных инженерно-технических службах (РИТС). Базы производственного обслуживания УБР и НГДУ осуществляют прокат находящегося на их балансе механического и энергетического оборудования, инструмента, средств и систем автоматизации, телемеханики и КИП, поддерживают их в работоспособном состоянии и обеспечивают своевременное материально-техническое и текущее ремонтное обслуживание. Базы производственного обслуживания УБР состоят на правах цеха и подчиняются непосредственно начальнику УБР, а база производственного обслуживания НГДУ — начальнику НГДУ. На базы производственного обслуживания возложены следующие функции: o проведение плановых осмотров состояния оборудования и его ремонт согласно утвержденным планам-графикам; o изготовление в запланированном объеме установленной номенклатуры запасных частей, инструмента, метизов, крепежных деталей и др.; o ликвидация аварий и установление их причин; o подготовка к отправке оборудования и приборов в капитальный ремонт, а также прием их из ремонта. В состав базы производственного обслуживания УБР, как правило, входят следующие цехи: прокатно-ремонтный бурового оборудования, прокатно-ремонтный труб и турбобуров, прокатно-ремонтный электрооборудования и электроснабжения. Прокатно-ремонтный цех бурового оборудования осуществляет обслуживание и плановый ремонт бурового и другого механического оборудования основного и вспомогательного производств, изготовляет приспособления и нестандартное оборудование, выполняет пусконаладочные работы перед началом бурения и определяет техническое состояние оборудования после его окончания, производит комплектацию буровых установок, находящихся на монтаже, и др. Прокатно-ремонтный цех труб и турбобуров своевременно и бесперебойно обеспечивает объекты бурения турбобурами и трубами нефтяного сортамента, проводит ремонт турбобуров, турбодолот, бурильных труб и других элементов бурильной колонны.
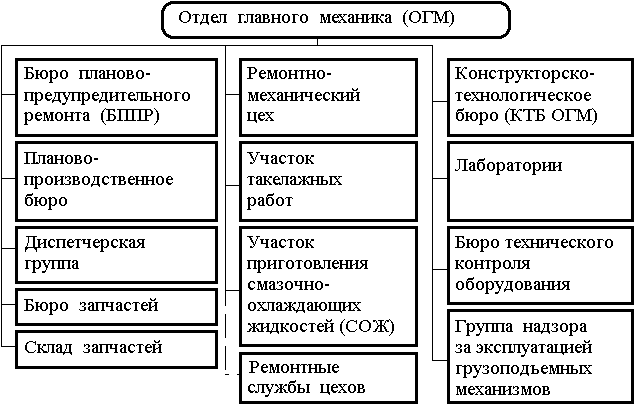
Прокатно-ремонтный цех электрооборудования и электроснабжения обеспечивает производственные объекты электроэнергией, производит техническое обслуживание и ремонт электрооборудования буровых установок и объектов БПО. Иногда в состав базы производственного обслуживания УБР входит прокатно-ремонтный цех электробуров (ПРЦЭ). Инструментальная площадка обеспечивает бригады бурения и освоения скважин необходимыми материалами, инструментом и запасными частями. В состав базы производственного обслуживания НГДУ обычно входят следующие цехи: прокатно-ремонтный эксплуатационного оборудования, прокатно-ремонтный электрооборудования и электроснабжения, подземного и капитального ремонта скважин, автоматизации производства. Прокатно-ремонтный цех эксплуатационного оборудования (ПРЦЭО) обеспечивает бесперебойную работу оборудования, сооружений и коммуникаций основного и вспомогательного производств, осуществляет контроль за соблюдением правил его эксплуатации, проводит текущие ремонты, монтаж и демонтаж всех видов наземного оборудования, сооружений и коммуникаций, а также пусконаладочные работы, подготавливает оборудование к капитальному ремонту и т. д. Цех подземного и капитального ремонта скважин (ЦПКРС) выполняет своевременный и качественный ремонт эксплуатационных, нагнетательных и водозаборных скважин, проводит мероприятия по интенсификации добычи нефти и повышению производительности нагнетательных скважин, а также испытания новых образцов глубинного оборудования. Цех автоматизации производства (ЦАП) обеспечивает техническое обслуживание и бесперебойную работу КИП, средств автоматизации и телемеханики. Структуру и штаты баз производственного обслуживания устанавливают исходя из объема и условий работы УБР и НГДУ. Деятельность БПО организуется в соответствии с утвержденными текущими и перспективными планами подготовки и обеспечения основного производства, а также оперативными указаниями центральной инженерно-технологической службы при изменении производственной обстановки или возникновении аварийных ситуаций. Техническое и методическое руководство механоремонтной службой УБР и НГДУ осуществляет отдел главного механика, который разрабатывает и обосновывает проекты перспективных и оперативных планов ремонтов, проводит их анализ и оценивает выполнение, осуществляет контроль за обслуживанием и ремонтом на основе инструкций и требований системы ППР, определяет потребность в капитальном ремонте оборудования, составляет заявку на ремонтные предприятия, выполняющие работы подрядным и хозяйственным способом и т. д. Территориальное нефтедобывающее объединение по линии ремонтного обслуживания имеет связи с заводами производственных машиностроительных объединений Миннефтепрома СССР, заводами других ведомств, выполняющих те же функции, а также Управлением по комплектованию оборудования.
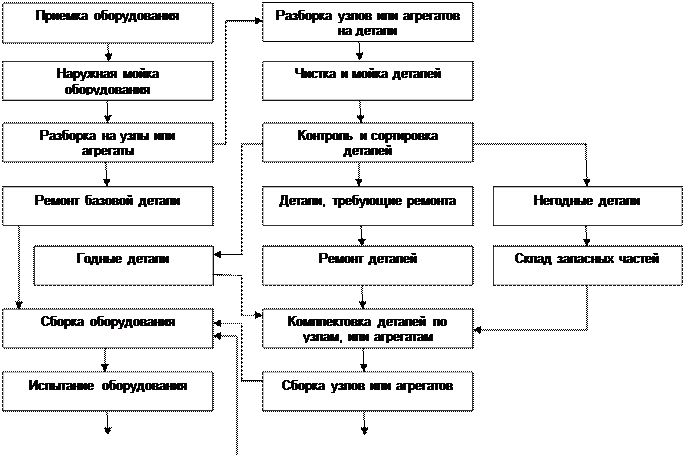
Общее техническое и методическое руководство ремонтной службой отрасли осуществляет Управление эксплуатации энергомеханического оборудования Министерства нефтяной промышленности России. Комплектность и правила составления эксплуатационных документов регламентированы ГОСТ 2.601—68 «Эксплуатационные документы». Основным документом является паспорт или формуляр изделия, который удостоверяет гарантированные предприятием-изготовителем основные параметры и технические характеристики изделия. В отличие от паспорта формуляр отражает техническое состояние данного изделия и содержит сведения по его эксплуатации (длительность и условия работы, техническое обслуживание, виды ремонта и другие данные за весь период эксплуатации). Своевременное и правильное занесение в паспорт и формуляр сведений о наработке, ремонтах, авариях оборудования позволяет анализировать причины выхода из строя отдельных узлов и деталей, что способствует проведению работы по повышению их надежности и долговечности. При направлении оборудования на ремонтное предприятие к нему прилагается паспорт (формуляр). Ведение паспорта (формуляра) эксплуатирующей организацией обязательно. 3. Организация ремонта бурового и нефтепромыслового оборудования Способы организации основного производственного процесса ремонта оборудования В зависимости от размера, массы и сложности конструкции нефтепромыслового оборудования используют различные способы капитального ремонта. Наиболее эффективен обезличенный ремонт, при котором оборудование демонтируют и отправляют в ремонтно-механический цех, а на освободившийся фундамент устанавливают идентичное отремонтированное оборудование. Этот способ позволяет сократить простой технологических установок на ремонте, но требует наличия сменного фонда оборудования. Сменный фонд оборудования устанавливают на основании графиков ремонта, числа одновременно сменяемых идентичных машин, а также в зависимости от продолжительности ремонта одной машины. Себестоимость и продолжительность ремонта могут быть резко сокращены, если ремонтный цех специализируется на оборудовании одного типа. Ремонтный цех, получая неисправную машину, выдает заказчику аналогичную отремонтированную. Благодаря тому, что машину после ремонта ее базовой детали (рамы) собирают из отремонтированных узлов и деталей аналогичных машин, находящихся в цехе, срок ремонта сокращается. Необходимо отметить, что обезличенный ремонт нецелесообразен для крупногабаритного оборудования, так как его монтаж, демонтаж и транспортировка оказываются слишком трудоемкими. Для такого оборудования применяют крупноузловой способ проведения ремонтных работ, при котором изношенные узлы заменяют новыми или заранее отремонтированными. Для уникального оборудования, а также при отсутствии условий для первых двух способов используют необезличенный ремонт. При этом способе машину восстанавливают ремонтом ее собственных узлов и деталей. Необезличенный ремонт применяют на небольших по производственной мощности предприятиях. Его особенностями являются универсальность применяемого оборудования и рабочих мест, отсутствие обезличивания деталей, узлов и агрегатов, высокая квалификация рабочих, трудоемкость и высокая стоимость. Капитальный ремонт оборудования на ремонтно-механических заводах осуществляется на основе полной или частичной взаимозаменяемости, поточности разборочно-сборочных работ и технологического процесса восстановления основных деталей. Кроме того, этот способ характеризуется механизацией и автоматизацией ряда технологических процессов, применением специального оборудования, приспособлений, инструмента и д.р. Структура технологического процесса капитального ремонта Технологический процесс капитального ремонта представляет собой комплекс технологических и вспомогательных операций по восстановлению работоспособности оборудования, выполняемых в определенной последовательности. В тех случаях, когда на ремонтное предприятие поступает мало однотипного оборудования, применяют индивидуальный метод ремонта(рис. а), при котором машину или механизм ремонтирует одна комплексная бригада, состоящая из рабочих высокой квалификации. Индивидуальный метод ремонта имеет следующие недостатки: отсутствует специализация ремонтных работ, ограничена возможность внедрения механизации, что значительно снижает производительность труда;
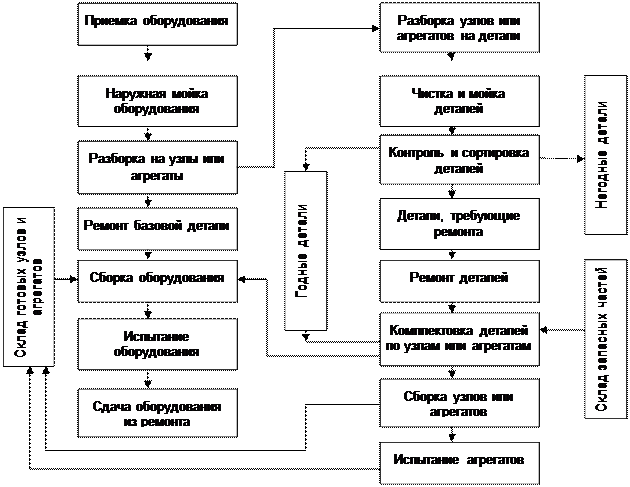
Рисунок 1. Схема технологического процесса капитального ремонта оборудования индивидуальным (а) и агрегатным (б) методами o оборудование длительное время находится в ремонте, так как готовые детали простаивают, пока все сборочные единицы не будут отремонтированы; o при ремонте уникального оборудования требуется высокая квалификация рабочих. Особенность индивидуального метода ремонта заключается в том, что сборочные единицы и детали машины в процессе ремонта не обезличиваются и заказчик получает ту же машину, которую сдал в ремонт. При агрегатном ремонте(рис. 1, б) все детали, сборочные единицы и агрегаты машины обезличиваются, за исключением базовой детали. Наличие склада оборотных агрегатов, постоянно пополняемого отремонтированными обезличенными агрегатами поступающего в ремонт оборудования, позволяет начинать сборку машин немедленно после ремонта базовой детали. Агрегатный метод ремонта обычно применяют в центральных ремонтно-механических мастерских объединений и на специализированных ремонтных заводах, т. е. когда на ремонт поступает значительное количество однотипного оборудования. Основными преимуществами такого метода ремонта являются: специализация рабочих по отдельным видам работ, что повышает производительность труда; более совершенная технология ремонта с использованием специального технологического оборудования и оснастки; широкое внедрение механизации работ; улучшение качества и снижение стоимости ремонтных работ; сокращение продолжительности ремонта. Недостаток агрегатного метода — необходимость создания оборотного фонда агрегатов. Разновидностью агрегатного метода ремонта является так называемый узловой метод, который часто применяется при ремонте бурового и нефтегазопромыслового оборудования непосредственно на месте эксплуатации. В этом случае изношенную сборочную единицу заменяют отремонтированной на базе производственного обслуживания или на ремонтных заводах, По такому методу обычно ремонтируют тяжелое оборудование, транспортировка которого затруднена. Одним из путей повышения эффективности использования оборудования является применение системы технического обслуживания и ремонта нефтепромыслового оборудования по фактическому техническому состоянию, позволяющей снизить удельные эксплуатационные затраты при полном использовании ресурса деталей. Сущность технического обслуживания и ремонта оборудования по фактическому техническому состоянию заключается в том, что ремонтные работы производятся только при снижении прогнозируемых параметров до предельно допустимого значения, т.е. используется принцип предупреждения отказов с обеспечением максимально возможной наработки изделий при минимальных эксплуатационных затратах. При этом проводятся работы по техническому обслуживанию с регламентированной периодичностью в соответствии с фактическим состоянием оборудования. Организация технического обслуживания и ремонта по фактическому состоянию предполагает периодический или непрерывный мониторинг оборудования для обеспечения заданного уровня надежности и работоспособности в соответствии с установленными правилами по определению режимов и регламента диагностирования оборудования, и принятию решений по изменению его фактического состояния в зависимости от полученной информации. При этом рассматривается не только мгновенное состояние объекта, но и тренд измеряемых величин, позволяющего определять время очередного обслуживания или ремонта. Применение системы ТО и Р, ориентированной на состояние объекта должно обеспечивать: остановку оборудования или системы только при необходимости, исходя из предотвращения аварийной ситуации или экономической целесообразности; замену деталей и узлов при достижении предельного износа или отклонения рабочих параметров оборудования за допустимые пределы; техническое обслуживание объекта (по возможности: регулировку, балансировку, центровку элементов, замену быстроизнашивающихся деталей и т.д.); определение слабого узла машины, лимитирующего время между обслуживанием или ремонтом, и выдачи рекомендаций по повышению его надежности; объективный контроль качества выполнения ремонта, монтажа, регулировок. Реализация структурной схемы ТО и Р по фактическому состоянию с контролем параметров требует: выбора минимально достаточного числа контролируемых параметров для получения обоснованной информации о состоянии объекта диагностирования на текущий момент времени; обоснование области допустимых изменений контролируемых параметров; разработку алгоритмов и программ диагностирования технического состояния объекта; создание условий и технических средств диагностирования для оперативного распознавания и выявления неисправностей на основе автоматизированной системы контроля. Основой такого вида ТО и Р является техническое диагностирование (ТД) и прогнозирование состояния объекта. Периодичность диагностического контроля может быть жесткой или гибкой. При жесткой системе последовательность проверок регламентируется и остается неизменной в процессе всего времени эксплуатации. При гибкой – межконтрольная наработка определяется в ходе диагностического процесса и принимается на основе анализа результатов предыдущего контроля и прогнозных оценок. Для обеспечения достаточной надежности оборудования величина межконтрольной наработки не должна превышать наработки на отказ наиболее слабого узла объекта. Прогнозирование выполняют при непрерывном контроле для определения времени, в течение которого сохранится работоспособное состояние, а при периодическом контроле для определения момента времени следующего контроля. Результаты диагностирования и контроля являются основой для принятия решений о необходимости ТО и ремонта, времени проведения и объеме, а также планирования очередного диагностического контроля. Реализация ТО и Р по фактическому состоянию связана с затратами на диагностирование и прогнозирование, поэтому одним из условий применения метода является также преобладание у данного вида оборудования постепенных и предупреждаемых отказов над внезапными и не предупреждаемыми отказами. Необходимые условия применения ТО и Р по фактическому техническому состоянию: экономическая целесообразность; наличие приборной базы; методика определения ТС и его прогнозирования; обученный персонал; контролепригодность оборудования. Важным элементом системы ТО и Р по фактическому техническому состоянию (ФТС) является служба технической диагностики. В ее задачи входит выполнение плановых обследований оборудования, заявок на внеплановое диагностирование, участие в приемке оборудования из ремонта, а также выдача рекомендаций по предотвращению отказов. Необходимо обеспечить достаточный статус службы, весомость ее рекомендаций для руководства цехов. Сотрудники службы должны быть обучены применению средств диагностики и результатов. Ключевым вопросом эффективности применения ТО и Р по состоянию является задача разработки методов и средств диагностирования, обладающих большой информативностью. С учетом большой номенклатуры оборудования нефтегазовой отрасли, такую базу технической диагностики экономически целесообразно применять в первую очередь для основного оборудования. Организационная структура и форма оперативного управления ТО и Р оборудования по ФТС определяется руководством предприятия. Исходными данными для установления периодичности ТО, диагностического контроля и регламентных остановок являются показатели надежности каждого типа оборудования, информация о режимах и условиях эксплуатации, отказа, наработки и т.д. Система ТО и Р оборудования по фактическому техническому состоянию включает: 1. Контроль технического состояния оборудования контроль технических параметров по нормативам (визуальный, инструментальный) техническое диагностирование: 2. Техническое обслуживание: ежедневное; периодическое (плановое регламентированное) 3. Ремонт по фактическому техническому состоянию: плановый (по фактическому техническому состоянию); внеплановый (аварийный). Для проведения технического обслуживания и ремонта оборудования по ФТС обязательно проведения контроля фактического технического состояния с оценкой работоспособности оборудования и прогнозирование условий его дальнейшей эксплуатации. Основными задачами контроля технического состояния оборудования являются: объективная оценка ФТС оборудования, выявление дефектов и изношенных частей; определение объема ремонтных работ и перечня необходимых для ремонта узлов и деталей; определение правильности эксплуатации и качества ремонтных работ. При проведении контроля технического состояния оборудования осуществляется: визуальный контроль, характеризующий общее техническое состояние и комплектность оборудования; инструментальный (измерительный) контроль; техническое диагностирование. Визуальный контроль технического состояния проводится с целью выявления поверхностных дефектов в сварных соединениях и основном металле, которые могут возникнуть в процессе монтажа и эксплуатации. Визуальный контроль технического состояния оборудования выполняется перед проведением измерительного и неразрушающего методов контроля невооруженным глазом или с применением оптических приборов. При визуальном методе контроля технического состояния оборудования проверяются и выявляются: механические повреждения (разрывы, изломы, раковины, вмятины); расслоения, закаты, трещины в основном металле; дефекты резьбы; дефекты деталей и сборочных единиц; трещины в сварных швах, прерывание швов; ослабление крепления болтовых соединений; комплектность оборудования; правильность функционирования деталей и сборочных единиц; исправность электрооборудования, КИП и А. Инструментальный (измерительный) контроль технического состояния оборудования проводят с целью определения соответствия геометрических размеров деталей и сборочных единиц требованиям нормативно-технической документации, определения допустимости, выявленных при визуальном контроле, повреждений основного металла и сварных соединений. Для измерения формы и размеров оборудования, сборочных единиц, деталей, сварных соединений, дефектов поверхностей должны применяться исправные, прошедшие метрологическую проверку инструменты. При инструментальном (измерительном) контроле деталей, сборочных единиц, сварных соединений оборудования определяют размеры: повреждения резьб; механических повреждений основного металла; деформированных участков; изношенных поверхностей; дефектных участков сварных швов; коррозийных участков; отклонения от формы и расположения поверхностей деталей. Техническое диагностирование включает оперативное, плановое и неплановое диагностирование оборудования: оперативное диагностирование проводится по графикам текущих обследований в соответствии с программой; плановое диагностирование проводится 1 раз в 3 месяца (не реже);o неплановое диагностирование проводится на основании информации (заявки) эксплуатирующей или сервисной организации. Для оценки технического состояния наземного оборудования применяется вибрационная диагностика, диагностика методом ваттметграфирования, диагностика с использованием метода магнитной памяти, диагностирование методом резонансных колебаний. Вибрационная диагностика СК позволяет определять техническое состояние подшипниковых узлов, крепление оборудования к раме и фундаменту, состояние электродвигателя и его подшипников. Диагностика методом ваттметграфирования позволяет определить состояние балансировки СК, дефекты редуктора, клиноременной передачи, глубинного штангового насоса. Диагностика с использованием метода магнитной памяти и резонансных колебаний позволяет определить напряженность в металле, выявить трещины раковины несплошности в металлоконструкциях и сварных соединениях. По результатам технического диагностирования составляется акт технического состояния. ТО и Р оборудования проводится в соответствии с инструкциями, разработанными для каждого типа оборудования, эксплуатируемого на предприятии, где предусматривается порядок проведения и организации ТО, диагностирования и ремонта оборудования. Примерный комплекс работ, выполняемых при техническом обслуживании и ремонте нефтепромыслового оборудования по ФТС привода штангового насоса. При ежедневном техническом обслуживании производится внешний осмотр и контроль: состояния защитных ограждений, площадок, лестниц; крепления узлов, деталей; нагрева подшипниковых узлов, редуктора; уровня масла в картере редуктора и его качества; состояния штанговращателей; состояния клиноременной передачи, тормоза (при необходимости производят подтяжку и регулировку); наличие необходимых надписей и табличек. Проведенные при контрольном осмотре работы и выявленные замечания фиксируются в журнале учета технического состояния оборудования (вахтовом журнале). При регламентированном периодическом техническом обслуживании производятся следующие работы: проверка центровки и горизонтальности оборудования; проверка и протяжка всех резьбовых соединений; проверка состояния всех узлов оборудования; проверка уровня масла, смазка узлов в соответствии с картой смазки; проверка состояния электрооборудования, КИП и А; проверка и регулировка клиноременной передачи, замена ремней; проверка состояния тормозных устройств, замена быстроизнашивающихся деталей; проверка герметичности уплотнений, замена уплотнительных элементов; проверка заземления. выполненные при ТО работы и выявленные неисправности фиксируются исполнителем в журнале учета планового ТО, контроля технического состояния и ремонта оборудования, в котором указывается: дата проведения обслуживания; вид технического обслуживания и произведенные работы; выявленные дефекты и неисправности; наработка между техническими обслуживаниями; количество замененных деталей и сборочных единиц; расход и стоимость деталей и материалов; время простоя оборудования.
Задание 1. Изучить теоретическую часть. 2. Записать последовательность сдачи оборудования в ремонт 3. Сделать заключение о сущности ТО и ремонта. Лабораторная работа №9
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 676; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.168.10 (0.014 с.) |