Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет усилия зажима заготовкиСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
Расчёт необходимого усилия зажима заготовкипроводится по схеме действующих сил, возникающих при фрезеровании, приведённой на рисунке 11.Для этого рассматривается наибольшее из необходимых усилий зажима для перехода с наибольшими усилиями резания.
Рисунок 11. Схемарасположениясилырезанияиусилийзажима При фрезеровании опорной поверхности на заготовку действует крутящий момент Мкр и усилие подачи Рн, стремящиеся сместить обрабатываемую заготовку относительно торцевой поверхности. При закреплении обрабатываемой заготовки в приспособлении сила прижима Q вызывает силу трения, действующую в противоположном направлении. При этом заготовка прижата торцевой поверхностью к опорной поверхности приспособления и остается неподвижной. Суммарная сила закрепления заготовкирассчитывается по формуле: Q ∑ = К ∑ · РZ/f; где – К ∑ – суммарный коэффициентзапаса; - f - коэффициент трения, f =0,15 – т. к. опирание (базирование) заготовки осуществляется необработанными её поверхностямина установочные опоры приспособления; - Р z – расчётная си ла резанияприфр езеровании, Р z =1962,75 Н. Суммарный коэффициент запаса рассчитывается по формуле: К ∑ = К0 · К1 · К2 · К3 · К4 · К5 где - К0 – коэффициентзапаса, К 0 =1,5; - К1 – коэффициент, учитывающийувеличениесилрезанияиз - заслучайныхнеровностейнаобрабатываемойповерхности, К 1 =1,2; - К2 – коэффициент, характеризующийувеличениесилре зания вследствие затупления режущего инструмента, К2=1,7; - К3 – коэффициент, учитывающийувеличениесилрезанияприпрерывистомрезании, К 3 =1; - К4 – коэффициент, характеризующийпостоянствосилзакрепления, К 4 =1; - К5 – коэффициент, учитывающийналичиекру тящих моментов, стремящихся повернуть заготовку, К5=1. К ∑ = 1,5·1,2·1,7·1·1·1 = 3,1; Следовательно Q ∑ =3,1*1962,75/0,15=40563,5 H В качестве зажимного элемента приспособления выбрано винтовое устройство. Конструктивно выбран винт специальный, с резьбой М20 правый, шаг 2,5 мм.Необходимо провести проверочный силовой расчёт резьбы при заданном усилии на определённом плече его приложении. Силовой расчёт винта не приводится. Для организационно-экономической части дипломного проекта требуется знать основное (машинное) время, затрачиваемое на обработку резанием.
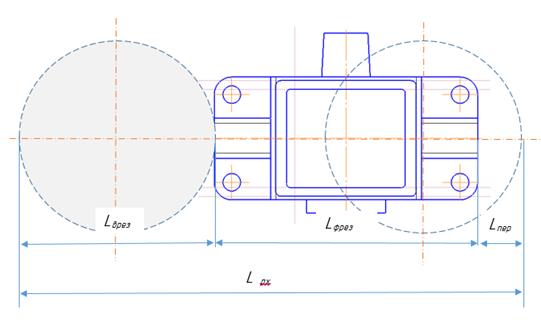
Здесь приводится пример схемы расчёта L для расчёта основного (машинного) времени на переход фрезерования опорной плоскости. Для этого расчёта необходимо привести в пояснительной записке расчётную схему пути L (рисунок 13).
Рисунок 13. Схема расчета L при фрезеровании. Все дальнейшие расчётынорм времени и прочие другие расчёты выполняются в организационно-экономической части дипломного проекта. Таким образом, основываясь на данном методическом пособии, в пояснительной записке, кроме других, должны быть иллюстрации (рисунки), приведённые здесь. На листах графической части также должны быть из конструкторско-технологической части следующие чертежи: - чертёж детали; - чертёж заготовки; - лист (ф. А2, не менее) наладок операции на станке с ЧПУ; - фрагмент чертежа детали в месте расчёта припуска и его схема; - сборочный чертёж режущего инструмента; - сборочный чертёж приспособления с простановкой всех посадок;
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 1084; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.54.199 (0.006 с.) |