Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Назначение и расчёт режимов резанияСодержание книги Поиск на нашем сайте
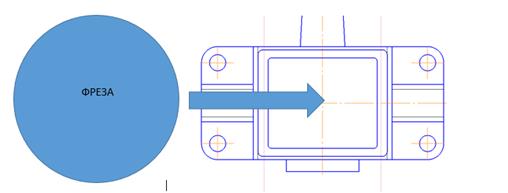
Практически для всех видов и методов обработки резанием, за исключением нарезания резьбы метчиками и плашками, режимы резания назначаются на каждый переход (проход) Как правило, режимы резания, а именно глубина резания – t, подача – s искорость резания v определяются именно в указанном порядке. При этом учитывается, что сначала выбирается t - исходя из соображений обеспечения оптимальной производительности обработки; s – посправочникам и согласованием с данными МРС; v – назначается по справочникам или рассчитывается с учётом t и s. В качестве примера рассмотрим назначение и расчёт режимов резания на первую операцию механической обработки опорной базовой «Б» поверхности детали «Корпус» (см. рис. 1). На данной операции производится торцевое фрезерование плоскости поверхности основания и обработка отверстий. Операция производится на станке с ЧПУ модели ГФ 2171.Переход фрезерования окончательный чистовой. Фрезеруется чугунная заготовка из серого чугуна при НВ = 180…200и переход сверления 4-х отверстий. Табличные данные для расчётов выбираются по справочнику (например, Справочник технолога-машиностроителя. Т. 2 /Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 496 с., ил.).
Рисунок 7.Схема обработкиоснования корпуса фрезерованием Режимы резания для фрезерования: - глубина резания t =1,5 мм - назначена по соображениям рациональности и рекомендациям справочника; - подача Sz =0,08 мм/зуб – назначена по рекомендациям справочника на основании вида обработки, обрабатываемого материала, материала лезвия и вида фрезы; - скорость резания при фрезеровании рассчитывается по формуле:
где С V – коэффициент вида обрабатываемого материала, С V =390; - q; x; y; m; u;p – показатели степени при соответствующих параметрах резания; - q =0,2; - x =0,15; - y =0,35; - m =0,32; - p = 0 - T – среднеезна чение периода стойкости инструмента, Т=300 мин; - К V – суммарный попр авочный коэффициент на скорость; - D – диаметрфрезы, D =200 мм; - В – ширинафрезерования, В =140 мм; - Z – числозубьевфрезы, z =12.
где KMV – коэффициент, учитывающий конкретный вид материалазаготовки, KMV =1; - KNV – коэффициент, учитывающийсостояниеповерхности, KNV =0.85; - K И V – коэффициент, учитывающийматериалинструмента, K И V =0.83.
К V = 1*0,85*0,83=0,71 Следовательно, V =390*2000.2*0.71/3000,32*1.50,15*0,080,35*1400,2*120= 110,4 (м/мин). Режимы резания для сверления сквозного отверстия Ø 19Н13 под отверстие Ø 20Н11 на глубину 35 мм: - глубина резания t = 9,5 мм: - подача s = 0,1 мм/об Скорость резания при сверлении рассчитывается по формуле:
где - СV = 40,4; q = 0,2; X= 0,1; y = 0,5; m = 0,3; Т = 75 мин; D = 19 мм; КV – суммарный поправочный коэффициент на скорость К V = КМ V · КИ V · К LV · КЗ V; где: - KMV – коэффициент, учитывающий качество материала заготовки, - K И V – коэффициен т, учитывающий материал инструмента, K И V =1; - KLV – коэффициент, учитывающийглубинуобрабатываемогоотверстия, KLV =1; - K З V – коэффициент, учитывающийзаточкуинструмента (2 φ), KNV =0,75; D – диаметрсверла, D = Æ 19 мм. Следовательно
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 127; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.247.61 (0.007 с.) |

 , и т. д.
, и т. д.