Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Некоторые особенности сварки и влияние параметров режима на формирование шва
Сварку под слоем флюса производят электродной проволокой, которую подают в зону горения дуги специальным механизмом, изымаемым сварочной головкой автомата. Металл сварочной проволоки расплавляется дугой и переносится каплями в сварочную ванну. В сварочной ванне металл сварочной проволоки смешивается с расплавленным основным металлом. Токоподвод к проволоке осуществляется через мундштук, изготовляемый из меди или ее сплавов. Малый вылет электрода, отсутствие покрытия, большая скорость подачи электродной проволоки позволяют значительно увеличить силу сварочного тока по сравнению с ручной сваркой электродами тех же диаметров. Это приводит к ускорению процесса плавления сварочной проволоки, увеличению глубины противления основного металла и, как следствие, значительному повышению производительности. Коэффициент наплавки достигает в некоторых случаях 90 г/(Ач). Достаточно толстый слой флюса (до 60 мм) засыпаемый в зону сварки, расплавляется на 30 %. Это делает дугу закрытой (невидимой) и обеспечивает надежную защиту расплавленного металла от окружающего воздуха, стабилизирует сварочный процесс. Существенным достоинством сварки под флюсом являются незначительные потери на угар металла и его разбрызгивание, вследствие увеличения эффективной тепловой мощности дуги может быть расширен диапазон толщин деталей, свариваемых без скоса кромок. Например, при обычных режимах сварки под флюсом деталей встык без скоса кромок можно сваривать металл толщиной 15—20 мм. В этом случае увеличивается противление основного металла, и его доля в металле шва составляет 0,5—0,7. При этом значительно снижается расход электродной проволоки. При сварке угловых швов увеличенная глубина провара обеспечивает большее сечение, чем это достигается при ручной сварке с одинаковым катетом шва. Как отмечалось ранее, флюсы влияют на устойчивость горения дуги, формирование и химический состав металла шва. Флюсы в значительной мере определяют стойкость металла шва против образования пор и кристаллизационных трещин. Требуемые механические свойства, структура металла шва и сварного соединения в целом обеспечиваются применением сочетания флюса и электродной проволоки. Размеры и форма шва при сварке под флюсом характеризуется глубиной провара, шириной шва, высотой выпуклости и т. д. Закономерности изменения формы шва обусловлены главным образом режимом сварки и практически мало зависят от типа сварного соединения. Параметры режима сварки под флюсом условно можно разбить на основные и дополнительные. К основным параметрам относят величину сварочного тока, его род и полярность, напряжение дуги, диаметр электродной проволоки и скорость сварки. При сварке под флюсом с постоянной скоростью подачи электродной проволоки часто вместо сварочного тока используют термин «скорость подачи электродной проволоки». Чем выше скорость подачи электродной проволоки, тем больше должен быть сварочный ток, чтобы расплавить проволоку, подаваемую в сварочную ванну. К дополнительным параметрам режима сварки под флюсом относят величину вылета электродной проволоки, состав и строение флюса, а также положение изделия и электрода при сварке. Глубина провара и ширина шва зависят от всех параметров режима сварки. С увеличением силы тока глубина провара увеличивается. При сварке постоянным током обратной полярности глубина провара примерно на 40—50 % больше, чем при сварке постоянным током прямой полярности. При, сварке переменным током глубина провара на 15—20 % ниже, чем при сварке постоянным током обратной полярности. Уменьшение диаметра электродной проволоки приводит к увеличению глубины провара, так как увеличивается плотность тока. При этом ширина шва уменьшается. Данные по влиянию сварочного тока и диаметра электродной проволоки на глубину провара приведены в табл. 36.
Таблица 36 Влияние силы сварочного тока, его плотности и диаметра электродной проволоки на глубину провара
Примечание. В первой строке приведены значения сварочного тока (А), а во второй – значения его плотности (А/мм2). Из приведенных данных следует, что при автоматической сварке под флюсом для получения глубины провара 5 мм при диаметре электродной проволоки 2 мм требуется сварочный ток 350 А, а при диаметре 5 мм – 500 А. На практике больше применяют малые диаметры электродной проволоки. Это позволяет применять меньшие значения сварочного тока в сочетании с высокой производительностью процесса сварки. Напряжение дуги при сварке под флюсом не оказывает существенного влияния на глубину провара. Увеличение напряжения дуги приводит к увеличению ширины шва. При этом снижается выпуклость шва, глубина противления остается почти постоянной. При необходимости увеличения толщины свариваемого металла для правильного формирования шва необходимо увеличивать силу сварочного тока и напряжение дуги. Зависимость между напряжением дуги и силой сварочного тока на примере сварки под флюсом АН-348А приведена в табл. 37.
Таблица 37 Зависимость между напряжением дуги и силой сварочного тока при сварке под флюсом АН-348Д
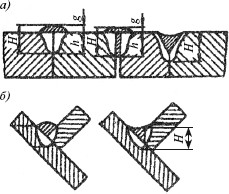
Влияние скорости сварки на глубину провара неоднозначно. При малых скоростях сварки 10—12 м/ч глубина проплавления при прочих равных условиях минимальная. При увеличении скорости сварки ширина шва заметно сокращается, выпуклость шва несколько возрастает, глубина проплавления незначительно увеличивается. При увеличении скорости сварки до 70—80 м/ч глубина проплавления и ширина шва уменьшаются, а при дальнейшем увеличении скорости сварки влияние различных факторов приводит к тому, что образуются краевые непровары – зоны несплавления (рис. 73). На форму и размеры шва влияют не только основные параметры режима сварки, но и дополнительные. Влияние наклона электрода скажется на изменении положения дуг. По положению электрода вдоль шва различают сварку с наклоном электрода углом вперед или углом назад (рис. 74). В первом случае существенно уменьшается глубина провара и увеличивается ширина шва. При наклоне электрода углом назад происходит некоторое увеличение глубины провара и уменьшение ширины шва, поэтому зоны несплавления могут образоваться при меньшей скорости сварки, чем при вертикальном расположении электрода. Этот метод чаще применяется при двухдуговой сварке.
Рис. 73. Влияние скорости сварки на форму шва
Рис. 74. Влияние угла наклона электрода: а – углом вперед (меньшая глубина проплавления); б – углом назад (большая глубина проплавления) Наклон изделия по отношению к горизонтальной плоскости также оказывает влияние на формирование шва. При сварке подъем увеличивается глубина провара и уменьшается ширина шва. Если угол подъема изделия при сварке под флюсом будет более 6°, то по обе стороны шва могут образоваться подрезы. При варке на спуск глубина провара уменьшается. Изменение вылета электрода и марки флюса приводит к изменению условий выделения теплоты. Увеличение вылета электрода вызывает увеличение напряжения на дуге, уменьшение сварочного тока и глубины провара. Особенно заметно влияние вылета электрода при механизированной сварке проволокой диаметром 1,0—2,5 мм. В этом случае колебания вылета электрода в пределах 8—10 мм могут привести к резкому ухудшению формирования шва. Флюсы отличаются стабилизирующими свойствами, плотностью, газопроницаемостью в жидком состоянии и вязкостью. Повышенные
Рис. 75. Влияние зазора и разделки на форму шва: а – при стыковых швах; б – при угловых швах; Н – общая высота шва; h – глубина провара; g – высота выпуклости шва Зазор между деталями, разделка кромок и вид сварного соединения не оказывают значительного влияния на форму шва. Очертание провара и общая высота шва Н остаются практически постоянными. Чем больше зазор или разделка кромок, тем меньше доля основного металла в металле шва. Из рис. 75 видно, что в зависимости от зазора или разделки громок шов может быть выпуклым, нормальным или вогнутым, наиболее существенно на форму и качество шва влияет непосредственно зазор между деталями. При сварке вручную сварщик может сам выправить дефект сборки (заплавить увеличенный зазор) обеспечить требуемую форму шва. При автоматической сварке это осуществить невозможно. Плохая сборка не обеспечит заданные зазоры и получение качественного шва. Контрольные вопросы: 1. Опишите некоторые особенности сварки под флюсом. 2. Каково влияние режимов на формирование шва? 3. Как влияет диаметр сварочной проволоки на формирование шва?
4. Каково влияние скорости сварки на формирование шва? 5. Как влияют род и полярность тока на формирование шва? 6. Каково влияние вылета электрода и марки флюса на формообразование шва?
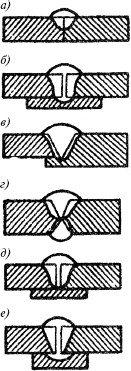
2. Технология выполнения сварных соединений При сварке под флюсом наибольшее применение получили стыковые соединения с односторонними и двухсторонними швами с разделкой и без разделки кромок, однопроходные и многопроходные. Для получения качественного сварного шва необходимо применять входные и выходные планки. Односторонняя автоматическая сварка без разделки кромок с неполным проваром (сварка на весу) должна выполняться на таком режиме, чтобы непроплавленный слой основного металла мог удерживать сварочную ванну. Если при односторонней сварке требуется обеспечить полный провар, то необходимо принять технологические меры с тем, чтобы жидкий металл не вытекал в зазор. Для предотвращения прожогов сварку производят на остающейся стальной подкладке или в замок. Сварку также можно производить на медной или флюсовой подкладке, на флюсовой подушке. В некоторых случаях предварительно проваривают корень шва механизированной сваркой (рис. 76).
Рис. 76. Способы односторонней автоматической сварки под флюсом: а – без разделки кромок с неполным проваром; б – сварка на остающейся стальной подкладке; в – сварка в замок; г – сварка с предварительной подваркой; д – сварка на медной подкладке; е – сварка на медно-флюсовой подкладке
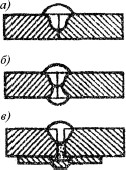
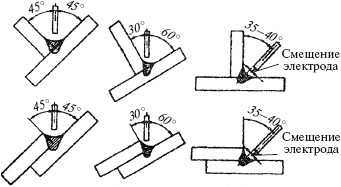
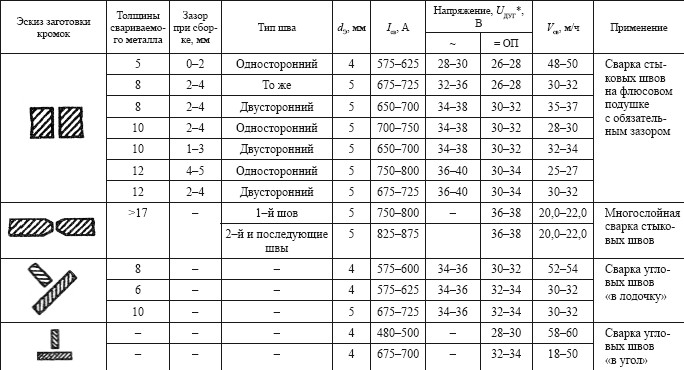
Двухсторонняя автоматическая сварка является основным методом получения высококачественных швов. В этом случае стыковое соединение сначала проваривают автоматической сваркой с одной стороны на весу так, чтобы глубина проплавления составляла чуть больше половины толщины свариваемых деталей. После кантовки (поворота) изделия сварку производят с противоположной стороны (рис. 77, а, б). В результате некоторых технологических трудностей не всегда удается выполнить первый проход без нарушений технологии. Для того, чтобы гарантировать качество шва при первом проходе, применяют сварку на флюсо-медных подкладках (рис. 77, в). Тавровые, угловые и нахлесточные соединения сваривают угловыми швами. Швы в «лодочку» свариваются вертикальным электродом, другие швы нижнего положения – наклонным электродом. Основная трудность при сварке «в лодочку» заключается в том, что жидкий металл протекает в зазоры. В этом случае к сборке под сварку предъявляются более жесткие требования. Если зазор более 1,0—1,5 мм, то необходимо принимать меры, предупреждающие протекание жидкого металла (так же, как и при сварке стыковых швов). Схема сварки угловых швов приведена на рис. 78. Ориентировочные режимы сварки под флюсом наиболее распространенных типов сварных швов приведены в табл. 38. Сборку деталей под сварку выполняют согласно существующим нормативным документам.
Рис. 78. Схема сварки угловых швов
Параметры режимов сварки Таблица 38
* – ОП (обратная полярность). Контрольные вопросы: 1. Какие особенности существуют при односторонней автоматической сварке под флюсом? 2. Какие достоинства существуют при двухсторонней автоматической сварке? 3. В чем особенности автоматической сварки угловых швов? Глава 7 ЭЛЕКТРОШЛАКОВАЯ СВАРКА
|
||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 146; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.180.175 (0.015 с.) |