Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование сварочного поста для ручной дуговой сварки
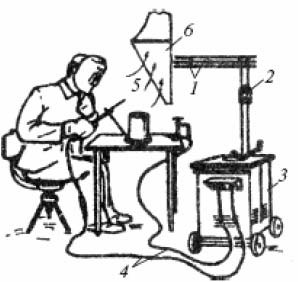
Рабочее место сварщика – это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
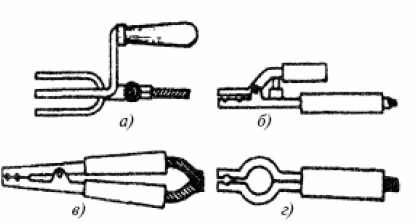
Рис. 20. Сварочный пост для ручной сварки: 1 – сеть электрического питания; 2 – рубильник или магнитный пускатель; 3 – источник питания; 4 – сварочные провода; 5 – электрододержатель; 6 – зонд местной вытяжки воздуха Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода, сварочным щитком с защитными светофильтрами, различными зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель – приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в соответствии с существующими стандартами: I типа – для тока до 125 А; II типа – для тока 125—315 A; III типа – для тока 315– 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные электрододержатели.
Рис. 21. Типы электрододержателей: а – вилочный; б – 111игатовый; в – завода «Электрик»; г – с пружинящим кольцом
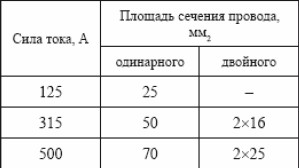
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А– №С5; 200 А–№С6; 300 А–№С7; 400 А–№С8; 500 А –№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов – на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А–№С1; 100—150 А–№С2; 150—250 А – № СЗ; 250—300 А –№С4; 300—400 А–№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Таблица 2 Площадь поперечного сечения сварочных проводов
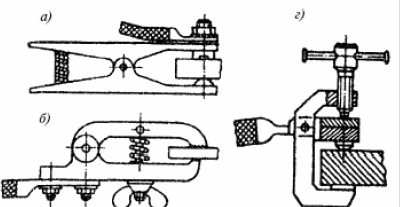
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются. Некоторые виды зажимов приведены на рис 22.
Рис. 22. Токопроводящие зажимы: а– быстродействующий с пружинным зажимом; б – с винтовым зажимом; в – с винтовой струбциной
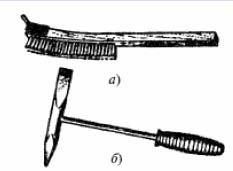
Одежда сварщика изготовляется из различных тканей, которые должны удовлетворять двум основным требованиям: наружная поверхность одежды должна быть огнестойкой и термостойкой; внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей. Исходя из этих требований одежду для сварщиков – куртку и брюки – шьют из брезента, сукна, замши; иногда комбинируют ткани. Ассортимент тканей и самой спецодежды постоянно расширяется. Зарубежные и отечественные фирмы изготавливают универсальную спецодежду, применяемую сварщиками, автогонщиками, работниками аварийно-спасательной службы. Наиболее совершенные костюмы для сварщиков изготавливает отечественная фирма «Авто-химэкс». Куртка и брюки изготовлены из двухлицевой ткани, у которой внешняя сторона – из нити типа кевлар, а внутренняя – из хлопчатобумажной пряжи. Ткань обладает повышенной прочностью, малым удлинением, что обеспечивает сохранение формы костюма (куртка, полукомбинезон или комбинезон). Температура, при которой рабочий чувствует себя комфортно длительное время, составляет 200—250 °С. Все сварщики должны пользоваться защитными рукавицами. При выполнении сварочных работ внутри котлов, емкостей, резервуаров и т. д. сварщики должны обеспечиваться резиновыми ковриками, ботами, галошами, особыми наколенниками и подлокотниками, деревянными подложками и др. При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок перед сваркой и удаления остатков шлака после сварки; молотком- шлакоотделителем для удаления шлаковой корки; зубилом, шаблонами для проверки размеров швов, личным клеймом, рулеткой металлической, угольником, чертилкой и т. д. (рис. 23).
Рис. 23. Инструмент для зачистки сварного шва и свариваемых кромок: а – металлическая щетка; б – молоток-шлакоотделитель
Контрольные вопросы: 1. Что называется сварочным постом, где могут быть оборудованы сварочные посты в зависимости от условий работы? 2. Какие источники питания применяются для оснащения сварочного поста? 3. Что вы знаете об устройстве кабины для сварочного поста и ее оснащении? 4. Что представляет собой электрододержатель? 5. Расскажите о назначении сварочных щитков и применяемых светофильтров. 6. Какие кабели и сварочные провода применяются при оснащении сварочных постов? 7. Для чего применяются токоподводящие зажимы? 8. Какие основные требования предъявляются к одежде сварщика? 9. Какими инструментами пользуется сварщик при выполнении сварочных работ?
2. Основные требования безопасности труда при ручной дуговой сварке
При выполнении сварочных работ существуют опасности для здоровья рабочего: поражение электрическим током; поражение глаз и открытых поверхностей кожи лучами дуги; отравление вредными газами и пылью; ожоги от разбрызгивания электродного расплавленного металла и шлака; ушибы и порезы в процессе подготовки изделий под сварку и во время сварки. Поэтому, прежде чем приступить к сварочным работам, необходимо изучить на рабочем месте инструкцию по безопасным приемам обращения со сварочным оборудованием и расписаться в регистрационном журнале. После этого необходимо ознакомиться с порядком включения и выключения питающей сети высокого напряжения, убедиться в наличии актов обязательной ежегодной проверки заземления и сопротивления изоляции коммутационных проводов и электрододержателей. Во время сварки необходимо работать только в спецодежде. Куртка должна быть надета поверх брюк и застегнута, брюки должны закрывать обувь. Запрещается пользоваться неисправными сварочными щитками, разбитыми защитными светофильтрами. Нельзя производить сварочные работы при отключенной или неисправной системе вентиляции. После окончания работы электрододержатель должен находиться в таком положении, при котором исключался бы его контакт с токоведущими частями сварочного поста. Сварочное оборудование в процессе эксплуатации требует внимательного ухода и обслуживания. Сварщику необходимо принимать следующие меры: перед включением источника питания очистить его от пыли, грязи, случайно попавших огарков электродов или кусков сварочной проволоки; проверить надежность изоляции сварочных проводов и их соединения, при необходимости подтянуть крепление, изолировать место повреждения сварочного кабеля; убедиться в наличии заземления. Эти меры гарантируют длительную, надежную и безопасную работу источника питания. При включении источника питания могут быть обнаружены его дефекты или неисправности. В этом случае необходимо отключить источник питания и сообщить об этом мастеру, наладчику или электромонтеру для устранения неисправностей источника питания.
Контрольные вопросы: 1. Расскажите об обязанностях обучающихся перед проведением сварочных работ. 2. Каковы правила пользования спецодеждой и сварочными щитками? Расскажите об обязанностях сварщиков по обслуживанию сварочного оборудования.
3. Общие сведения об источниках питания Традиционным источником переменного тока является сварочный трансформатор. Источником постоянного тока является выпрямитель, который сконструирован на базе трансформатора и полупроводникового выпрямителя. Широкое распространение получили также инверторные источники тока, которые применяются для сварки как на переменном, так и на постоянном токе. Промежуточное положение между традиционными выпрямителями и инверторами занимают источники, в состав которых входит простейший 50-Гц сварочный выпрямитель; регулировка тока осуществляется полупроводниковым ключевым регулятором, работающим на повышенной частоте. Областями применения источников переменного и постоянного тока являются: ручная дуговая сварка штучными электродами, автоматическая сварка под слоем флюса, ручная и автоматическая сварка вольфрамовым электродом легких сплавов в среде инертных газов. Технологические возможности источников питания определяются внешними вольтамперными характеристиками. Статическая характеристика источника питания представляет собой зависимость выходного напряжения от тока нагрузки при постоянном значении напряжения питающей сети в установившемся режиме. По виду статических внешних характеристик источники тока можно подразделить на источники с падающими (ПВХ) «крутыми» и «пологими» или жесткими (ЖВХ) внешними характеристиками. Источники с внешними характеристиками двух видов называются универсальными. Требования к виду внешних характеристик определяются такими показателями сварочного процесса, как тип электрода (плавящийся, неплавящийся); характер среды, в которой происходит сварка (открытая дуга, дуга под флюсом, в защитных газах); степень механизации (ручная, механизированная, автоматическая сварка); способ регулирования режима горения дуги (саморегулирование, автоматическое регулирование напряжения дуги). Например, для ручной дуговой сварки покрытыми штучными электродами, аргонодуговой сварки вольфрамовым электродом, сварки под слоем флюса на автоматах с регулированием скорости подачи электродной проволоки в зависимости от напряжения дуги используются источники с ПВХ. При ПВХ источник питания работает в режиме регулятора сварочного тока. Сварочный ток может регулироваться в заданном диапазоне плавно или ступенчато. По технологическим условиям часто используют плавно-ступенчатое регулирование, когда две или более ступени регулирования сочетаются с плавным регулированием внутри каждой ступени. Регулирование сварочного тока при ПВХ выполняется при приблизительном постоянстве напряжения холостого хода. Каждому виду сварки соответствует определенная крутизна наклона ПВХ, например, более крутые характеристики используются для аргонодуговой сварки, более пологие для сварки под флюсом. Длина дуги в процессе сварки при ПВХ регулируется вручную или системой регулирования в сварочном автомате. При механизированной сварке в среде СО2 и при автоматической сварке под флюсом при постоянной скорости подачи электродной проволоки применяют источники питания с ПВХ. В этом случае источник питания работает как регулятор рабочего напряжения, которое регулируется в заданных пределах при условии заданной величины силы сварочного тока. Регулирование напряжения при ЖВХ может быть плавным, ступенчатым и смешанным. Величина неварочного тока определяется скоростью подачи электродной проволоки, а источник питания задает напряжение дуге и обеспечивает саморегулирование длины дуги. Продолжительность работы источников питания не должна быть длительной во избежание недопустимого перегрева изоляции силовой части. Источники питания для ручной дуговой сварки работают в продолжительном режиме при номинальной нагрузке (ПН). Этот режим определяется отношением времени сварки tсв к сумме времени сварки и времени холостого хода tXX и выражается в %: ПН = tсв / (tсв + tXX)0100 %. ПН источников питания для ручной дуговой сварки обычно составляет 60 %. Если вместо холостого хода в перерывах происходит отключение силовой цепи источника питания от сети, то такой режим работы называют повторно-кратковременным (ПВ). Эти режимы определяются аналогичным отношением времени сварки tсв к сумме времени сварки и времени паузы tп выражаются в %: ПВ = tсв/ (tсв + tп
)100 %, где tп – время паузы, при котором отсутствуют потери энергии, имеющиеся при холостом ходе. Повторно-кратковременный режим используют при работе со сварочными полуавтоматами. При работе многопостовых источников питания ПВ = 100 %. Источники питания в соответствии с существующими стандартами изготавливают в разных климатических исполнениях: У – для районов с умеренным климатом, УХЛ – для районов с умеренно-холодным климатом, Т – для районов с тропическим климатом. Условия размещения сварочного оборудования при эксплуатации подразделяют на следующие категории: 1 – на открытом воздухе; 2 – защищенные от прямого воздействия солнечного излучения и атмосферных осадков; 3 –в закрытых помещениях без регулируемых климатических условий; 4 –в отапливаемых и вентилируемых помещениях. Трансформаторы для ручной дуговой сварки обычно работают при естественном охлаждении, остальные источники нуждаются в принудительной воздушной вентиляции. Каждому источнику присваивается условное обозначение, которое состоит из буквенной и цифровой частей. Первая буква означает вид источника питания (Т– трансформатор, В – выпрямитель, У – установка), вторая – вид сварки (Д— дуговая), третья – способ сварки (Ф – под флюсом, Г – в защитных газах). Отсутствие буквы означает ручную дуговую сварку. Четвертая буква дает дальнейшее пояснение по исполнению источников питания (Ж или П – с жесткими или падающими внешними характеристиками, М или Э – с механическим или электрическим регулированием, Ч – со звеном повышенной частоты, т. е. инвертором). Затем через тире указывается сила минимального сварочного тока (округленно в десятках ампер); следующая цифра обозначает регистрационный номер источника питания, затем через тире указывается номер модификации источника питания. Последние буква и цифра обозначают соответственно климатическое исполнение и категорию размещения. Например, наименование изделия ТДМ-317-1У2 означает: трансформатор на ток 315 А, регистрационный номер – 7, модификация – 1 (с ограничителем напряжения холостого хода), исполнение У, категория размещения – 2.
4. Трансформаторы для ручной дуговой сварки Трансформаторы выпускаются в соответствии с соответствующими стандартами на номинальные силы тока 160; 250; 315; 400 и 500 А. Конструктивно трансформаторы серии ТДМ относятся к группе трансформаторов стержневого типа. Для них характерны малый расход активных материалов, простота конструкции, высокие сварочные и энергетические показатели, широкие пределы регулирования тока. Одним из распространенных трансформаторов является ТДМ-317. В нижней части сердечника трансформатора размещается первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки обмотки закреплены неподвижно. Вторичная обмотка расположена на значительном расстоянии от первичной, катушки обмоток соединены параллельно. Вторичная обмотка перемещается по сердечнику с помощью винта и рукоятки. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками (рис. 24).
Рис. 24. Внешний вид передвижного сварочного трансформатора типа ТДМ-317: 1 – металлический кожух; 2 – ручка для перемещения; 3 – крышка; 4 – рукоятка для плавного изменения сварочного тока; 5 – переключатель диапазонов сварочного тока; 6—рым-болты для подъема и разгрузки; 7 – токоуказатель
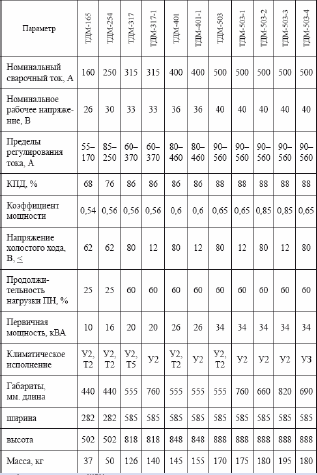
Трансформаторы ТДМ-165, ТДМ-254 выпускаются в переносном исполнении с ПН = 25 % и предназначены для ремонтных и монтажных работ; трансформаторы ТДМ317, ТДМ-401 и ТДМ-401-1, ТДМ-503-1 снабжены устройством снижения напряжения холостого хода, которое предназначено для повышения электробезопасности при сварочных работах во время обрыва дуги (холостой ход). ТДМ-503-2 снабжены косинусным конденсатором, ТДМ-503-3 имеют устройство снижения напряжения холостого хода и косинусный конденсатор, в состав ТДМ- 5034 входит возбудитель – стабилизатор горения дуги, позволяющий сваривать стали электродами с основным покрытием и неответственные соединения алюминиевых сплавов. Технические данные трансформаторов ТДМ приведены в табл. 3. Конструкции трансформаторов серии ТДМ весьма разнообразны. В зависимости от способа регулирования тока эти трансформаторы можно подразделить на две группы – с механическим и электрическим регулированием. В первую группу входят устройства, связанные с применением подвижных обмоток и секций магнитопроводов. Во вторую – устройства, связанные с подмагничиванием магнитопроводов постоянным током и тиристорным регулированием. Трансформаторы для автоматической сварки под флюсом выпускаются в соответствии с стандартами на номинальные токи 1000 и 2000 А. Они выпускаются в стационарном исполнении, рассчитаны на продолжительный режим работы, имеют два варианта климатического исполнения – УЗ и Т4. Таблица 3 Технические данные трансформаторов ТДМ
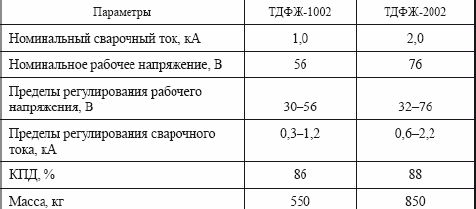
Трансформаторы имеют ЖВХ и предназначены для сварки на автоматах с постоянной скоростью подачи электродной проволоки. Они имеют тиристорное регулирование и работают в режиме прерывистого тока. В трансформаторах применена система импульсорной стабилизации повторного возбуждения дуги. Трансформатор ТДФЖ-1002 имеет две ступени регулирования сварочного тока, а ТДФЖ-2002 – три ступени. В основе построения трансформаторов заложена стержневая конструкция с разнесенными и жестко закрепленными катушками, параметры работы трансформаторов для автоматической сварки под флюсом приведены в табл. 4. Таблица 4 Параметры работы трансформаторов для автоматической сварки под флюсом
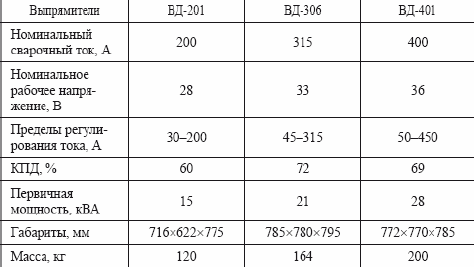
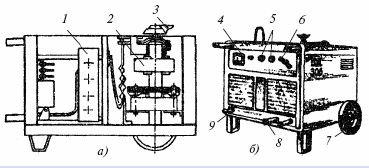
5. Сварочные выпрямители Отечественные сварочные выпрямители имеют, как правило, трехфазное питание, выполняются как на диодах, так и на тиристорах. В выпрямителях используются трехфазная мостовая, двойная трехфазная схема с уравнительным дросселем и кольцевая схема выпрямления. В выпрямителях большой мощности диодное выпрямление во вторичном контуре сочетается с тиристорным регулированием по первичной стороне. В зависимости от числа сварочных постов, которые могут быть одновременно подключены к источнику, выпрямители подразделяются на однопостовые и многопостовые. Выпрямители для ручной дуговой сварки выпускаются в соответствии с существующими стандартами на токи 200; 315; 400 А при ПН = 60 % и имеют крутопадающие характеристики (табл. 5, 6). Общий вид широко применяемого выпрямителя ВД-306 представлен на рис. 25. Таблица 5 Технические данные выпрямителей серии ВД
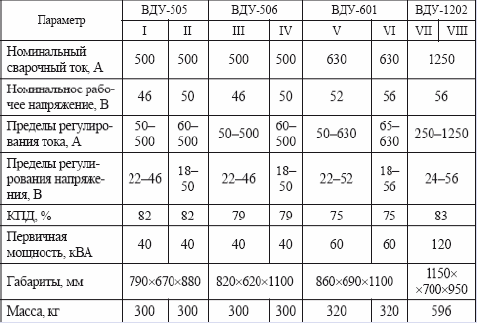
Рис. 25. Выпрямитель ВД-306: а – вид сбоку со снятым кожухом; б – общий вид; 1 – выпрямительный блок с вентилятором; 2 – трехфазный понижающий трансформатор; 3 – рукоятка плавного регулирования сварочного тока; 4 – амперметр; 5 – кнопки «Пуск» и «Стоп»; 6 – переключатель диапазонов сварочного тока; 7 – колеса; 8 – разъемы для подключения (+) и (—); 9 – разъем для подключения выпрямителя к сети Выпрямители выполнены по трехфазной мостовой схеме на кремниевых диодах. Основу выпрямителя составляет трансформатор с подвижными обмотками. Одновременное переключение первичных и вторичных обмоток трансформатора с «треугольника» на «звезду» позволяет получить две ступени регулирования тока. Выпрямители для механизированной сварки выпускаются на токи 315 и 630 А, ПВ = 60 % и имеют пологопадающие внешние характеристики. Выпрямители выполнены по трехфазной мостовой схеме на кремниевых диодах. Регулирование напряжения в выпрямителях ВДГ и ВСЖ плавно- ступенчатое. Плавное регулирование внутри ступени в ВДГ осуществляется дросселем насыщения, а в выпрямителе ВСЖ – трансформатором с магнитной коммутацией. В выпрямителях ВС регулирование ступенчатое – переключением витков обмоток. Универсальные сварочные выпрямители типа ВДУ выпускаются на токи 500; 630 и 1250 А. Выпрямители имеют два вида внешних характеристик: пологопадающие и крутопадающие. Технические данные приведены в табл. 7. Выпрямители ВДУ-505, ВДУ-506, ВДУ-601 выполнены на тиристорах по двойной трехфазной схеме выпрямления с уравнительным дросселем, а выпрямители ВДУ1202 – по шестифазной схеме выпрямления с тиристорным регулированием по первичной стороне трансформатора. Выпрямители обеспечивают высокий уровень стабилизации напряжения и тока, имеют дистанционное регулирование, простой переход с одного вида внешних характеристик на другой. Таблица 7 Универсальные источники питания для дуговой сварки
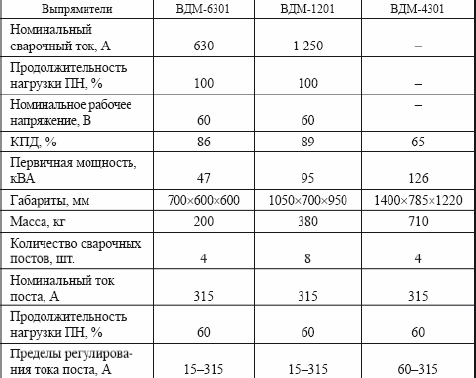
Выпрямитель для импульсно-дуговой сварки (ВДГИ) обеспечивает питание сварочной дуги пульсирующим однополярным током, т. е. постоянным базовым током, на который периодически с частотой 50 или 100 Гц накладываются кратковременные импульсы тока. Выпрямитель входит в комплект полуавтомата ПДИ-304 для механизированной импульсно-дуговой сварки алюминия и нержавеющих сталей в среде аргона. Выпрямитель ВДГИ-302 имеет следующие технические характеристики: номинальный сварочный ток – 315 А; номинальное рабочее напряжение – 35 В; пределы регулирования тока 40—325 А; пределы регулирования напряжения – 10— 35 В; длительность импульса тока – 1,5—5,0 мс; КПД – 74 %; первичная мощность – 17,3 кВА; габариты – 720x593x938 мм; масса – 300 кг. Регулирование напряжения и тока – тиристорное. Внешние характеристики по импульсному току жесткие, а по базовому току изменяются от крутопадающих до жестких по мере увеличения сварочного тока. В случае, когда целесообразно по условиям работы использовать один источник питания для нескольких потребителей, применяются многопостовые сварочные системы. В этих системах один многопостовый выпрямитель снабжает энергией несколько сварочных постов. Выпрямители серии ВДМ с реостатным регулированием выполняются на кремниевых диодах и имеют жесткую внешнюю характеристику, что обеспечивает независимую работу отдельных сварочных постов. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат (табл. 8). Таблица 8 Технические данные выпрямителей серии ВДМ
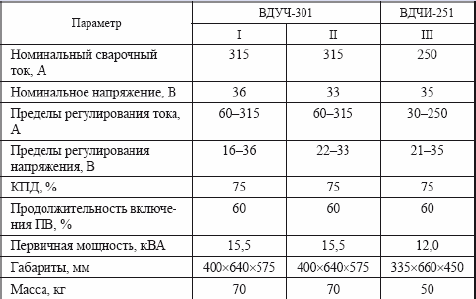
Преимущества многопостовых систем связаны с относительно небольшой стоимостью сварочного оборудования, простотой обслуживания, высокой загрузкой и высокой экономичностью многопостовых выпрямителей. Однако КПД сварочных постов снижается из-за значительных потерь электроэнергии в балластных реостатах. Многопостовые выпрямители ВДМ-4х301 с тиристорным регулированием имеют единый трансформатор и самостоятельные тиристорные блоки с устройством фазового управления для каждого поста. Тиристорные блоки выполнены по двойной трехфазной схеме уравнительным дросселем в катодных цепях тиристорного блока. Автономное тиристорное регулирование позволяет обеспечить стабилизацию режима поста при колебаниях напряжения в сети, местное и дистанционное включение поста и плавное регулирование тока. Технические данные многопостовых выпрямителей приведены выше. 6. Источники со звеном повышенной частоты Освоение производства источников питания со звеном повышенной частоты является перспективным и интенсивным направлением совершенствования оборудования для дуговой сварки. Ниже приводятся сведения об инверторных источниках тока ВДУЧ-301 и ВДЧИ-251 (табл. 9). Таблица 9 Технические характеристики инверторных источников питания
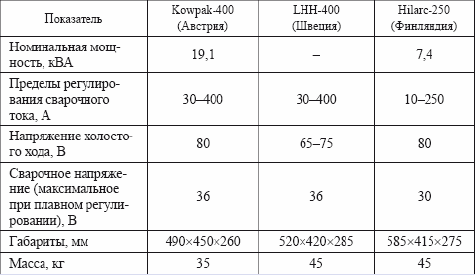
Включение высокочастотного звена в структуру источников сварочного тока позволяет существенно снизить их массу и габаритные размеры, повысить КПД и коэффициент мощности, обеспечив широкие пределы регулирования и хорошие сварочные технологические свойства. Инверторный тиристорный источник ВДУЧ-301 с пологопадающими и крутопадающими внешними характеристиками является универсальным выпрямителем для механизированной сварки в среде защитных газов и для ручной дуговой сварки. Инверторный транзисторный источник ВДЧИ-251 предназначен для ручной дуговой сварки штучными электродами на постоянном токе в непрерывном и импульсном режимах. Выпрямитель имеет падающие внешние характеристики. Сравнительные технические характеристики некоторых зарубежных инверторных источников приведены в табл. 10. Таблица 10 Технические характеристики зарубежных инверторных источников питания
Глава 3 СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 395; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.255.127 (0.05 с.) |