Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общие сведения о сварочных аппаратах
В данной главе рассмотрены сварочные аппараты для механизированной и автоматической дуговой сварки и их отдельные узлы: подающие механизмы, сварочные горелки, флюсовая и газовая аппаратура. Аппарат для механизированной дуговой сварки, включающий сварочную горелку и механизм подачи электродной проволоки с ручным перемещением горелки, называют полуавтоматом. Аппарат для автоматической дуговой сварки, включающий сварочную головку, механизм для перемещения аппарата, подающий механизм с электродной проволокой и необходимые средства автоматизации, называют сварочным автоматом. Сварочные автоматы могут быть подвесными или тракторного типа. Сварочные автоматы устанавливаются на самоходных тележках, которые перемещаются вдоль свариваемых кромок по направляющим. Сварочные установки комплектуют из источника питания, сварочного аппарата или машины для сварки и механизмов относительного перемещения сварочной аппаратуры или изделия. Сварочные полуавтоматы и автоматы разрабатывают с использованием унифицированных (взаимозаменяемых) узлов. Это позволяет с наименьшими затратами быстро настроить аппарат при изменении технологического процесса сварки, улучшить ремонтоспособность. Унифицированными узлами аппаратов являются подающие механизмы, прижимные и направляющие устройства, механизмы подъема и перемещения тележек, сварочные горелки и механизмы их перемещения, а также приводы механизмов подачи электродной проволоки и т.д. Развитие сварочных полуавтоматов и автоматов направлено на совершенствование унификации их узлов, снижение массы и расширение технологических возможностей с целью обеспечения высокого качества сварных изделий. Принята единая система обозначения аппаратов для дуговой сварки, состоящая из буквенно-цифровых индексов. Первые две буквы обозначают наименование изделия и способ сварки: ПД – полуавтомат для дуговой сварки; АД – автомат для дуговой сварки; УД – установка для дуговой сварки. Третья буква обозначает вид защиты сварочной дуги; Ф – флюсовый; Г – газовый; ФГ – флюсогазовый. Так как полуавтоматы для дуговой сварки применяют в основном для сварки в среде защитных газов, то третья буква в их обозначении иногда опускается. Первая цифра, следующая за буквенными индексами, указывает сварочный ток в сотнях ампер. Вторая и третья цифры обозначают модификацию полуавтомата или автомата. Буквенный индекс, следующий за третьей цифрой, указывает на климатическое исполнение. Последний цифровой индекс указывает на категорию размещения.
Примеры обозначений: ПДГ-516УЗ – полуавтомат для дуговой сварки, газовая защита сварочной дуги, номинальный сварочный ток 500 А; шестнадцатая модификация (модель), эксплуатация в районах с умеренным климатом, в помещениях с естественной вентиляцией и отоплением; АДГФ-501УХЛ4 – автомат для дуговой сварки, защита сварочной дуги как флюсом, так и газом; номинальный сварочный ток 500 А первая модификация, эксплуатация в районах с умеренным и холодным климатом, в помещениях с принудительной вентиляцией и отоплением; УДГ-301УХЛ4 – установка для дуговой сварки на переменном токе, газовая защита сварочной дуги, сварочный номинальный ток 315 А; первая модификация, эксплуатация в районах с умеренным и холодным климатом, в помещениях с принудительной вентиляцией и отоплением. Сварочные аппараты для других видов электрической сварки плавлением имеют свою систему обозначения: А – аппарат; У – установка. Цифры показывают регистрационный номер изделия, например: У579 – установка для электронно-лучевой сварки; У875 – установка для электрошлаковой сварки; А1734 – аппарат (автомат) для электрошлаковой сварки плавящимся мундштуком. 2. Полуавтоматы для дуговой сварки и их основные узлы В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительно- монтажных конструкций при их предварительной сборке и сварке и т. д. Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом. По способу защиты сварочной дуги принята следующая классификация полуавтоматов: в активных защитных газах (Г); в инертных газах (И); под флюсом (Ф); открытой дугой (О). По способу регулирования скорости подачи электродной проволоки выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному. По способу охлаждения горелки выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми. Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества. Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ.
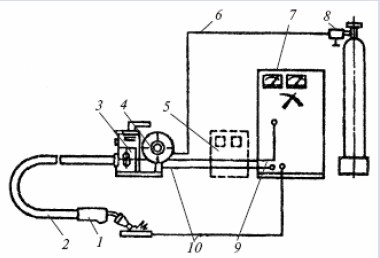
Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами: 1 – сменная газовая горелка; 2 – шланг для подачи электродной проволоки; 3 – подающий механизм; 4 – кассета для электродной проволоки; 5 – блок управления БУСП-2; 6 – газовый шланг; 7 – источник питания; 8 – газовая аппаратура; 9 – провода цепи управления; 10 – сварочный кабель В режиме наладки блок управления обеспечивает выполнение следующих операций: включение подачи газа для настройки его расхода или дозировки; установка заданной скорости подачи проволоки; выбор рабочего цикла для сварки длинными, короткими и точечными швами. В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки. При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение. Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме. Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии
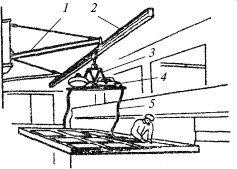
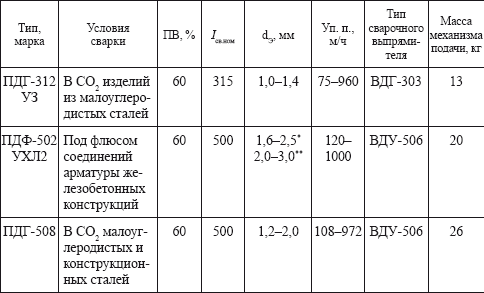
Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий: 1 – консоль; 2 – монорельс; 3 – тележка; 4 – сварочный полуавтомат; 5 – гибкий шланг Таблица 11 Технические данные полуавтоматов
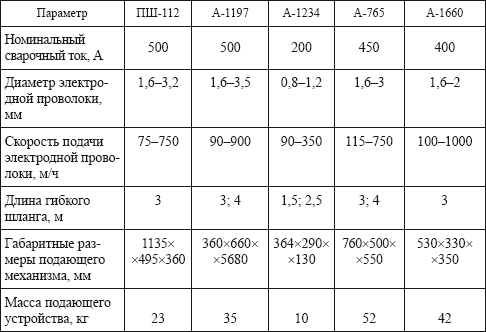
* Номинальный. ** Сплошного сечения. *** Порошковая. **** Алюминиевая. ***** Стальная. В этих полуавтоматах с помощью специального блока управления обеспечивается запрограммированная зависимость сварочного тока от марки электродной проволоки, ее диаметра, режима сварки. Это упрощает настройку полуавтомата. Режим сварки можно задавать изменением положения ручки регулятора напряжения источника питания. Кассетное устройство и блок управления расположены на шасси облегченной конструкции. Полуавтомат комплектуется четырехроликовым подающим механизмом типа «Изаплан». Технические характеристики некоторых универсальных полуавтоматов приведены в табл. 12. Таблица 24 Технические характеристики универсальных полуавтоматов
Примечания: 1. Для А-1660 габаритные размеры и масса указаны с учетом погружаемого контейнера для сварки под водой. 2. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 – в среде защитного газа и порошковой проволокой, остальные – порошковой проволокой. Полуавтомат А-1197 применяется для сварки в углекислом газе сплошной или порошковой проволокой, а также для сварки под флюсом. Этот полуавтомат является аналогом полуавтомата ПШ-112. При технологической необходимости переналадки схема сборки одинакова. Вместо газовой аппаратуры устанавливают флюсовую. Полуавтомат А- 1197 имеет две модификации: А-1197 с подающим механизмом, у которого электродная проволока подается с плавным регулированием электродвигателя постоянного тока; А-1197С с подающим механизмом, который работает от асинхронного электродвигателя. В этом случае регулирование скорости подачи проволоки осуществляется ступенями путем смены зубчатых колес (шестерен). Для работы в среде защитного газа в комплект полуавтомата входит сварочная горелка ГДПГ, а для работы под флюсом – сварочная горелка А-1231-5-Ф2 или аналогичные ей.
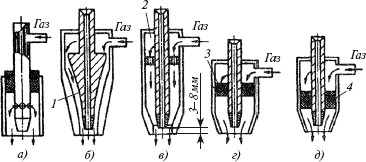
Рабочим инструментом сварочного полуавтомата является сварочная горелка. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. Конструкции сварочных горелок, применяемых в полуавтоматах, унифицированы в соответствии с технологическими требованиями. Рукоятка сварочной горелки должна быть прочной и удобной в работе. С этой целью ее изготовляют из изоляционного материала в форме, наиболее удобной для руки сварщика. На рукоятке установлены предохранительный щиток и пусковая кнопка, которые должны быть размещены так, чтобы обеспечить защиту от ожогов руки сварщика и удобство управления пусковой кнопкой. Наиболее ответственными элементами сварочной горелки являются сопло и токоподводящий наконечник. Сопло горелки во время работы находится в зоне высокой температуры, расплавленный металл налипает на поверхность сопла при разбрызгивании. В целях уменьшения налипания брызг расплавленного металла поверхность сопла горелки следует хромировать и полировать или изготавливать из специальной керамики, или применять специальные аэрозоли. Для неохлаждаемых горелок применяется одно сменное сопло, которое изготавливается, как правило, из меди. Для водоохлаждаемых горелок применяются два сопла –одно водоохлаждаемое несъемное, другое съемное для периодической зачистки от налипших брызг. Наиболее широкое применение получили медные наконечники со сроком службы 5—10 ч непрерывной работы. Применяют также медно- графитовые и медно-вольфрамовые наконечники. Для надежной защиты зоны сварочной дуги от влияния окружающего воздуха необходимо, чтобы поток защитного газа был спокойным, без завихрений, равномерным (ламинарным). Для подачи газа в сварочные горелки разработаны различные схемы, представленные на рис. 28.
Рис. 28. Схемы питания сварочных горелок защитным газом: а – с кольцевым подводом газа; б – с отражателями (1); в – с успокоительными камерами (2); г – с сеточными вставками (3); д – с металлокерамическими вставками (4) Таблица 24 Техническая характеристика горелок для механизированной сварки плавящимся электродом
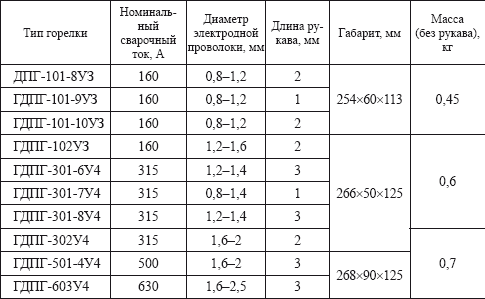
Примечание. Длина рукава горелки А-547УМУЗ – 2,5 м, остальных – 3 м. Таблица 14 Техническая характеристика унифицированных горелок типа ГДПГ для механизированной сварки плавящимся Электродом
Основным параметром сварочных горелок является номинальный сварочный ток, который должен соответствовать стандартному ряду: 125; 160; 220; 250; 315;400;500;630 А. Сварочные горелки ГДПГ-302 и ГПДГ-502 аналогичны по конструкции горелке ГПДГ-501-4 и имеют водяное охлаждение. Горелки ГДПГ-101-10, ГДПГ-102, ГДПГ-301-8 рассчитаны на малые токи и поэтому не имеют водяного охлаждения. Соответственно у них отсутствуют водоохлаждаемое сопло и водоподводящие шланги. При механизированной сварке под флюсом применяют сварочные горелки с бункером для флюса и по мере необходимости – водоохлаждающим соплом. При сварке неплавящимся электродом токоподводящий наконечник заменяется специальным зажимом (цангой). Для подачи электродной проволоки от полуавтомата к сварочной горелке используют гибкие шланги. Для сварочных горелок, работающих на токах до 315 А включительно, в гибком шланге проложены провода цепей управления и сварочного тока, а по направляющему каналу проходит электродная проволока. При высоких значениях тока в гибком шланге по направляющему каналу проходит только электродная
проволока. Для подвода цепей управления и сварочного тока имеется специальный шланг. Защитный газ подается в сварочную горелку по специальным шлангам. Завод-изготовитель обычно комплектует сварочные горелки и гибкие шланги к ним. В зависимости от материала и диаметра электродной проволоки гибкие шланги изготовляют длиной 2,0—3,0 м.
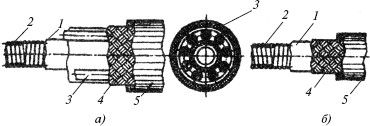
Рис. 29. Конструкции гибких шлангов: а – типа КШПЭ; б – КМ; 1 – защитный слой; 2 – направляющий канал; 3 – провода цели управления; 4 – внутренняя защитная оболочка; 5 – наружный защитный слой Электродная проволока перемещается от полуавтомата через гибкий шланг к сварочной горелке с помощью подающего механизма. Существуют различные схемы подающих механизмов. В схеме толкающего типа электродвигатель подающего механизма имеет жесткую характеристику. Такая схема применяется при сварке стальной электродной проволокой. В схеме тянущего типа подающий механизм размещается непосредственно с горелкой. Такое расположение подающего механизма снижает сопротивление проталкивания сварочной проволоки и поэтому можно увеличить длину гибкого шланга. Однако это приводит к увеличению массы горелки и снижению ее маневренности. Применяют комбинированные варианты подающих механизмов, работающих по схеме «тяни-толкай». В этом случае требуется установка дополнительного электродвигателя с направляющими роликами. Для синхронизации процесса «тяни-толкай» необходимо установить два электродвигателя: толкающий и тянущий. Электродвигатель тянущего механизма, натянув электродную проволоку, автоматически снижает свои обороты. Толкающий электродвигатель имеет постоянные обороты. При включении электродвигателей от пусковой кнопки одновременно подается напряжение на конец сварочной проволоки. При касании проволоки свариваемого изделия зажигается дуга, и начинается процесс сварки. Подающие механизмы, перечисленные выше, являются редукторными. Применяют три модификации редукторных подающих механизмов: ПМЗ-1 – подающий механизм закрытого типа с кассетой для стальной проволоки массой 5 кг; ПМО-1 – подающий механизм открытого типа с кассетой стальной проволоки массой 12 и 20 кг; ПМТ-1 – подающий механизм с тележкой с бухтой стальной проволоки массой до 50 кг. Выпускают новые конструкции безредукторных подающих механизмов: планетарные «Изаплан» и импульсные «Интермигмаг» (с пульсирующей подачей проволоки). Основными элементами механизма «Изаплан» (рис. 30) являются планетарные подающие ролики (1), корпус (2) с коническим отверстием, основание головки (3), электропривод (4). Безредукторный подающий механизм «Интермигмаг» применяют при импульсно-дуговой сварке. Планетарная подающая головка «Изаплан» укреплена на полом валу электродвигателя постоянного тока. Электродная проволока проходит через полый валик и поступает на планетарные ролики подающей головки.
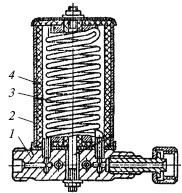
Рис. 31. Подогреватель углекислого газа: 1 – корпус; 2 – кожух; 3 – трубка-змеевик; 4 – теплоизоляционный слой; 5 – нагревательный элемент; 6 – накидная гайка
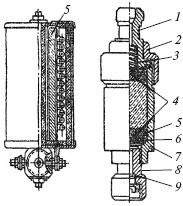
Рис. 32. Осушитель углекислого газа: 1 – втулка; 2 – накидная гайка; 3 – пружина; 4 – сетки; 5 – фильтр; 6 – сетчатая шайба; 7 – корпус; 8 —штуцер; 9 – сетка Редуктор предназначен для снижения давления защитного газа после баллона. При использовании углекислого газа применяют стандартные баллонные редукторы для кислорода – ДКД-8-65 или специальные для СО2 – У-30.
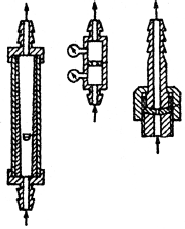
Рис. 33. Расходомеры: а – с конусной стеклянной трубкой (ротаметр): 1 – стеклянная трубка; 2 – поплавок; 3 – корпус; б – с дросселирующей диафрагмой (Р1—Р2 – перепад давления); 1 – диафрагма; в – с калиброванной диафрагмой; 1 – диафрагма Расходомеры предназначены для измерения расхода газа, благодаря чему можно поддерживать дозировку защитного газа. Различают несколько разновидностей расходомеров: поплавковый (ротаметр), дроссельный (с калиброванным отверстием в диафрагме) и их разновидности (рис. 33). В комплект аппаратуры сварочного поста входит и отсекатель газа. Отсекатель газа – это электромагнитный клапан, который предназначен для автоматического управления подачей газа. Включение электромагнитного клапана сблокировано с пусковой кнопкой полуавтомата, что обеспечивает продувку газовых каналов и подготовку защитной среды перед зажиганием сварочной дуги, а также сохранение защитной среды после гашения дуги до полного остывания металла.
Контрольные вопросы: 1. Чем отличается аппарат для механизированной сварки от аппарата для автоматической сварки? 2. Почему применяют унифицированные узлы на полуавтоматах и автоматах? 3. Расскажите о системе обозначения аппаратов для дуговой сварки. 4. Расшифруйте марку ПДГ-516УЗ. 5. Каковы достоинства полуавтоматов? 6. По каким признакам классифицируются полуавтоматы? 7. Из каких основных элементов состоит горелка? 8. Расскажите о назначении гибких шлангов. 9. Какие типы подающих механизмов вы знаете? 10. Расскажите о достоинствах подающего механизма «Изаплан». 11. Что входит в комплект сварочного поста для сварки в среде защитных газов? 12. Какие типы расходомеров вы знаете? Расскажите об их устройстве. 13. Какие операции обеспечивает блок управления БУСП-2? 14. Для каких целей комплектуют полуавтоматы ПДГ консольно- поворотным устройством? 15. Расскажите о применении полуавтомата ПШ-112 и его достоинствах. 16. Расскажите об особенностях полуавтомата А-1197.
3. Автоматы для сварки плавящимся электродом Автоматы тракторного типа АДФ и АДГ предназначены для дуговой сварки под флюсом и в среде защитного газа стыковых и угловых соединений типа «тавр» или «лодочка» электродной проволокой сплошного сечения. Сварку можно выполнять как внутри колеи, так и вне ее на расстоянии до 200 мм. Размер колеи не должен превышать 295 мм. Положение дуги (электрода) контролируется с помощью светоуказателя. Все элементы управления сварочным процессом и перемещением трактора расположены на пульте управления. Для сварки под флюсом на переменном токе автоматы АДФ комплектуют сварочными трансформаторами ТДФ- 1002, ТДФ-1601, ГДФЖ-2002. Для сварки под флюсом и в среде защитного газа на постоянном токе автоматы АДФ и АДГ комплектуют универсальными выпрямителями ВДУ-505 или ВДУ- 1201. Технические характеристики автоматов указаны в табл. 15. Таблица 15 Технические характеристики автоматов транспортного типа
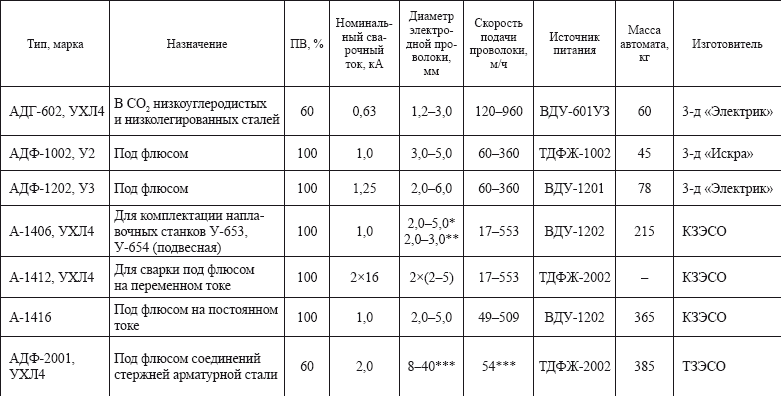
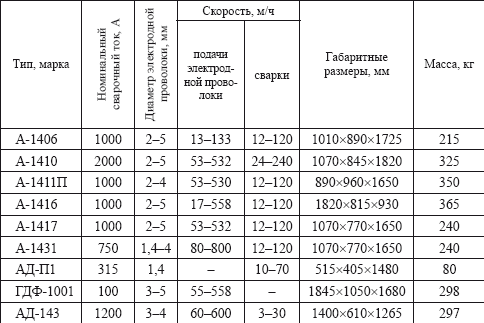
* Сплошная. ** Порошковая. *** Стержни. Для дуговой сварки изделий с различными формами и размерами сварных швов таких, как криволинейные швы, швы с переменным сечением, применяют автоматы подвесного типа. В большинстве случаев автоматы подвесного типа самоходные. Их перемещение осуществляется по направляющему монорельсу с помощью самоходной тележки. Автоматы комплектуют источником питания переменного или постоянного тока, которые обеспечивают номинальный сварочный ток и имеют необходимую внешнюю характеристику. Промышленность выпускает автоматы серии А-1400. Для сварки под флюсом углеродистых сталей применяют автоматы А-1401, А-1410. Для дуговой сварки в среде углекислого газа углеродистых сталей – автоматы А-1417; для дуговой сварки в среде инертного газа изделий из алюминия и его сплавов применяют автоматы А-1431 и т. д. Сварочные автоматы серии А-1400 рассчитаны на длительную работу и могут применяться как самостоятельно, так и входить в комплект автоматических линий. Отличительной особенностью этих автоматов является их пригодность для дуговой сварки различных типов швов. Они обеспечивают широкий диапазон регулирования режимов сварки, а также возможность быстрой переналадки при изменении сварочной технологии. Технические характеристики некоторых автоматов серии A-1400 приведены в табл. 16. Таблица 16 Технические характеристики самоходных автоматов подвесного типа
Примечания: 1. Автоматы А-1410, А-1416 и ГДФ-1001 применяют для сварки под флюсом; автомат А-1406 – под флюсом и в среде углекислого газа; автомат А-1417 – в среде углекислого газа; автомат А-141117 – в среде углекислого и инертного (аргон) газов; автоматы А-1431 и АД-143 – в среде аргона; автомат АД-Ш – в среде аргоно-кислородной смеси. 2. Для автоматов АД-111 режим работы ПВ = 60 %, для остальных автоматов ПВ = 100 %. 3. Для автомата АД-143 диаметр неплавящегося электрода 8—12 мм, скорость его перемещения 14—21 м/ч. Одним из направлений повышения производительности сварочного процесса является увеличение скорости сварки. Однако скорость перемещения серийных сварочных автоматов, выпускаемых для различных способов дуговой сварки, доведена до предельного значения. Поэтому большое значение имеет концентрация операций при одновременной сварке в нескольких местах одного или нескольких изделий. Для этого выпускают и применяют многодуговые сварочные автоматы. Основными преимуществами многодуговой сварки по сравнению с однодуговой при прочих равных условиях является уменьшение сварочных деформаций, увеличение объема продукции с единицы производственной площади и более компактное размещение источников питания. На базе однодугового автомата унифицированной серии А-1400 создан двухдуговой автомат А-1412 подвесного типа, который предназначен для дуговой сварки под флюсом изделий из углеродистых сталей с различной формой свариваемых кромок. Технические характеристики некоторых многодуговых автоматов приведены в табл. 17. Таблица 17 Техническая характеристика многодуговых автоматов
Примечания: 1. Автомат АД-132 применяют для сварки в среде аргона или гелия, остальные – для сварки под флюсом. 2. Для автоматов А-1412 иА-1373 режим работы ПВ = 100 %; для автоматов А-1713 иА-1599 ПВ = 80 %, для автомата ДТС-38 ПВ = 65 % и для автомата АД-132 ПВ не более 30 %. 3. Габаритные размеры для автоматов А-1713 иА-1599 соответственно, мм.
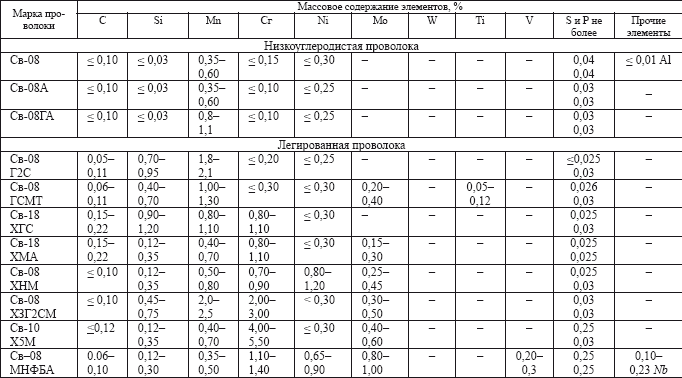
Контрольные вопросы: 1. Для каких видов сварки предназначены автоматы тракторного типа АДФ и АДГ? 2. Какими источниками питания могут комплектоваться автоматы типа АДФ и АДГ? 3. Для чего выпускаются и применяются автоматы подвесного типа? 4. В чем различие однодуговых и двухдуговых автоматов? Глава 4 СВАРОЧНЫЕ МАТЕРИАЛЫ Электродные материалы При электрической сварке плавлением применяются следующие сварочные материалы: сварочная проволока, неплавящиеся и плавящиеся электродные стержни, покрытые электроды. Стальная сварочная проволока, предназначенная для сварки и наплавки, регламентируется стандартами. Она классифицируется по группам и маркам стали: низкоуглеродистая – 6 марок, легированная – 30, высоколегированная – 39 марок. Обозначение марок проволоки составляется из сочетания букв и цифр. Первые две буквы «Св» означают – сварочная проволока. Следующие за ними первые две цифры указывают содержание углерода в сотых долях процента. Далее следуют буквенные обозначения элементов, входящих в состав проволоки. При содержании легирующих элементов в проволоке до 1 % ставится только буква этого элемента, если содержание легирующих элементов превышает 1 %, то после буквы указывается процентное содержание этого элемента в целых единицах. Условные обозначения легирующих элементов в проволоке приведены в табл. 1. Например, Св- 08ГС расшифровывается следующим образом: Св – сварочная; 0,8 % углерода; до 1 % марганца; до 1 % кремния. Более точные составы сварочных проволок указаны в табл. 18. Таблица 18 Некоторые марки сварочной проволоки
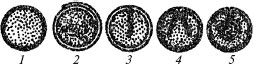
Для плавящихся электродов наиболее распространенным материалом является холоднотянутая калиброванная проволока диаметром 0,3—12,0 мм, а также горячекатаная или порошковая проволока, электродные ленты и электродные пластины. Если в конце марки проволоки стоит буква А, то эта проволока изготовлена из более высококачественной стали (с меньшим содержанием вредных примесей – серы и фосфора). Проволоку поставляют в мотках, намотанную на катушки, или в кассетах. Поверхность проволоки должна быть чистой, без окалины, ржавчины, грязи и масла. Низкоуглеродистая и легированная проволоки подразделяются на неомедненную и омедненную. Омедненная проволока находит все большее применение. По особым требованиям проволоку изготавливают из стали, выплавленной электрошлаковым, вакуум-дуговым или вакуум- индукционным методом. Различные виды проволоки имели свое условное обозначение: Э – для изготовления электродов; О – омедненная; Ш – полученная из стали, выплавленной электрошлаковым переплавом; ВД – полученная из стали, выплавленной вакуум-дуговым переплавом; ВИ – полученная из стали, выплавленной в вакуум-индукционной печи. К каждому мотку проволоки должна быть прикреплена бирка, в которой указывается завод-изготовитель, марка стали, диаметр проволоки, стандарт. К каждой партии проволоки прилагается документ (сертификат), удостоверяющий соответствие проволоки требованиям стандартов. Стальная сварочная проволока применяется для изготовления покрытых штучных электродов, для сварки под флюсом и в среде защитных газов. Если сварочная проволока не обеспечивает требуемого химического состава наплавленного металла, то применяют порошковую проволоку. Эта проволока представляет собой низкоуглеродистую стальную оболочку, внутри которой запрессован порошок. Этот порошок состоит из ферросплавов, за счет которых осуществляется легирование металла шва или железный порошок для увеличения наполнения шва. Порошковую проволоку изготавливают сворачиванием ленты в трубку при протяжке ее через калиброванное отверстие (фильеру). В практике находят применение трубчатые и другие конструкции порошковой проволоки, некоторые из них приведены на рис. 34. Более сложные конструкции порошковой проволоки приводят к увеличению глубины противления, уменьшению выгорания полезных примесей (марганца и кремния), снижению содержания кислорода и азота в наплавленном металле, более равномерному плавлению сердечника. По составу сердечника порошковая проволока делится на пять типов: ПП-АН1; ПП-АН7; ПП-2ДСК; ПП-АН10 и ПП-АН9. Из них
Рис. 34. Некоторые виды конструкций порошковой проволоки: 1 – трубчатая; 2 – с нахлестом; 3, 4 – с загибом в оболочке; 5 – двухслойная Таблица 19 Характеристика некоторых типов самозащитных порошковых проволок
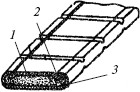
В качестве плавящихся электродов для автоматической наплавки под слоем флюса поверхностей больших размеров и для получения небольшого провара основного металла применяют электродную ленту. Электродная лента изготавливается различного химического состава в зависимости от назначения. Толщина готовой ленты 0,2—1,0 мм и ширина 15—100 мм. Для легирования наплавляемого металла изготовляют порошковую ленту (рис. 35).
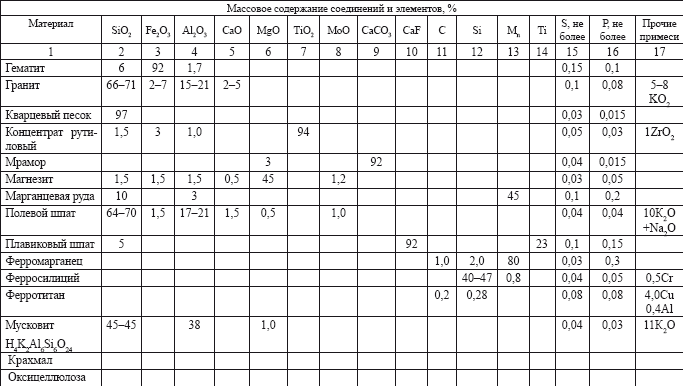
Рис. 35. Порошковая лента: 1 – нижняя лента; 2 – верхняя лента; 3 – шихта Неплавящиеся электродные стержни изготавливают из электротехнического угля или синтетического графита, а также из вольфрама. Угольные и графитовые электроды имеют форму цилиндрических стержней диаметром 5—25 мм и длиной 200—300 мм. Конец электродов затачивается на конус. Графитовые электроды более электропроводны и обладают большей стойкостью против окисления на воздухе при высоких температурах. Это позволяет применять повышенную плотность тока и сократить расход электродов. Наиболее широкое применение имеют вольфрамовые электроды. Они изготавливаются из чистого вольфрама или с различными присадками следующих марок: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2. Наличие присадок (1—3 %) обеспечивает улучшенное зажигание дуги, повышает стойкость электрода при повышенной плотности тока. Электроды из вольфрама с активизирующими присадками применяют для сварки переменным и постоянным током прямой и обратной полярности. Электроды для ручной дуговой сварки представляют собой металлический стержень, на поверхность которого методом окунания или опрессовкой под давлением наносится покрытие (обмазка) определенного состава и толщины. Покрытие должно обеспечить устойчивое горение дуги, получение металла шва требуемого химического состава и свойств и др. Эти требования обеспечиваются материалами электродного стержня и покрытия, в состав которых входят стабилизирующие, шлакообразующие, раскисляющие, легирующие и другие вещества. Стабилизирующие вещества предназначены для обеспечения устойчивого горения дуги. Этого достигают введением в покрытие материалов, содержащих соединения щелочных и щелочноземельных металлов: калия (К), натрия (Na), кальция (Са), которые обладают низким потенциалом ионизации, что обеспечивает устойчивое зажигание и горение дуги. Такими материалами являются поташ, кальцинированная сода, полевой шпат, мел, мрамор и другие известняки. Шлакообразующие вещества при расплавлении образуют шлак, который защищает капли электродного металла и сварочную ванну от атмосферных газов. К ним относятся: марганцевая руда, гематит, гранит, мрамор, магнезит, кремнезем, полевой шпат, плавиковый шпат и др. Раскисляющие вещества восстанавливают часть металла, находящегося в расплавленном состоянии в виде окислов. Достигается это за счет элементов и компонентов, имеющих большее, чем железо, сродство к кислороду и другим элементам, окислы которых необходимо удалить (вывести) из металла шва. С этой целью в покрытие вводятся ферромарганец, ферросилиций, ферротитан. Легирующие вещества дополняют металл шва такими элементами, которые придают ему повышенную прочность, износоустойчивость, коррозионную стойкость и т. д. В основном в качестве легирующих элементов используют ферросплавы и значительно реже – чистые металлы. Газообразующие вещества при нагревании разлагаются и образуют газы, которые оттесняют атмосферные газы от плавильной зоны и обеспечивают дополнительную защиту расплавленного металла. В качестве газообразующих веществ используются: крахмал, декстрин, оксицеллюлоза, древесная мука, мрамор, магнезит, доломит. Связующие и цементирующие добавки связывают порошковые материалы покрытия в однородную, вязкую массу и цементируют покрытие на электродном стержне, чтобы после сушки покрытие не осыпалось. Хорошими связующими материалами являются натриевое жидкое стекло (Na20-Si02) и калиевое жидкое стекло (K20-Si02). В качестве добавок применяют и другие элементы-пластификаторы, например: бентонит, каолин, силикатную глыбу. Материалы, используемые для изготовления электродных покрытий, должны стандартов (табл. 20). удовлетворять требованиям соответствующих
Таблица 20 Требования стандартов к некоторым материалам электродных покрытий
Типы электродов для ручной дуговой сварки углеродистых, низколегированных, конструкционных и других сталей обозначаются буквой Э, затем следуют цифры, указывающие прочностную характеристику наплавленного металла. Например, обозначение Э-42 означает, что электроды этого типа обеспечивают минимальное временное сопротивление 420 МПа. Если в обозначении после цифр стоит буква А, это означает, что этот тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Для сварки вышеуказанных сталей предусмотрены 14 типов электродов (табл. 21), в которых определены основные механические свойства и содержание вредных примесей (серы и фосфора). Таблица 21 Типы электродов для сварки углеродистых и низколегированных конструкционных сталей, химический состав наплавленного металла и механические свойства выполненного
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 343; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.24.134 (0.144 с.) |