Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология сварки чугуна и ее особенности
Чугунами называются железоуглеродистые сплавы с содержанием углерода свыше 2,0 %. Обычный чугун представляет собой железоуглеродистокремниевый сплав, содержащий углерода от 2,5 до 4 %, кремния от 1 до 5 % в сочетании с различными количествами марганца, серы и фосфора; иногда при этом имеются один или несколько специальных легирующих элементов вроде никеля, хрома, молибдена, ванадия, титана и пр. Чугун является дешевым, обладающим хорошими литейными свойствами сплавом, который благодаря ряду других особых свойств нашел широкое применение в народном хозяйстве, особенно в машиностроении. В зависимости от состояния углерода в сплаве различают два основных вида чугуна: белый и серый чугун. Серые чугуны получили большое распространение; с их сваркой приходится встречаться главным образом при исправлении брака чугунного литья и при ремонте. Структура чугуна, его физические и механические свойства зависят от скорости охлаждения и химического состава чугуна. При одинаковом химическом составе и прочих равных условиях высокая скорость охлаждения способствует образованию в чугуне цемента, т.е. получению белого чугуна. Замедленное охлаждение, напротив, вызывает выделение углерода в состоянии графита с получением серого чугуна. Промежуточные скорости охлаждения дают различные переходные структуры металлической части: цементно-перлитную, перлитную, перлито-ферритную, ферритную. Все смеси чугуна по своему влиянию на цементит делят на две группы: графитообразующие, способствующие образованию графита, и карбидообразующие, задерживающие образование графита. Рассмотрим влияние некоторых примесей. Кремний является после углерода наиболее важной примесью чугуна и относится к графитообразующим примесям. При содержании кремния выше 4,5 % практически весь углерод выпадает в виде графита. Сера образует легкоплавкие эвтектики и является активным карбидообразователем, что увеличивает хрупкость чугуна. Поэтому содержание серы в чугуне строго ограничивается (не более 0,15 %). Марганец, как и в стали, снижает содержание серы в чугуне; при содержании в чугуне до 0,8 % действует как графитизатор, выше 1 % – как слабый карбидообразователь; дальнейшее увеличение содержания марганца усиливает его карбидообразующее действие. Фосфор придает расплавленному чугуну жидкотекучесть и образует сложную фосфидную эвтектику, повышающую твердость и хрупкость чугуна. Твердость является важной характеристикой чугуна; она зависит от структуры, легирующих примесей и размера графитных включений. Наименьшую твердость имеют ферритные чугуны, в которых почти весь углерод находится в свободном состоянии; перлитный чугун с пластинчатым графитом имеет 220—240 НВ, а структура цементита 750 HA. Чем больше размеры графитных включений, тем меньше твердость чугуна. При выборе способа сварки чугуна необходимо учитывать, что: высокая его хрупкость при неравномерном нагреве и охлаждении может привести к появлению трещин в процессе сварки; ускоренное охлаждение приводит к образованию отбеленной прослойки в околошовной зоне и затрудняет его дальнейшую механическую обработку; сильное газообразование в жидкой ванне может привести к пористости сварных швов; высокая жидкотекучесть чугуна вызывает необходимость в ряде случаев к подформовке. Чугунные детали, работающие длительное время при высоких температурах, почти не поддаются сварке. Это происходит в результате того, что под действием высоких температур (300—400 °С и выше) углерод и кремний окисляются, и чугун становится очень хрупким. Чугун с окисленным углеродом и кремнием называют горелым. Так же плохо свариваются чугунные детали, работающие длительное время в соприкосновении с маслом и керосином. В таких случаях поверхность чугуна как бы пропитывается маслом и керосином, которые при сварке сгорают и образуют газы, способствующие появлению
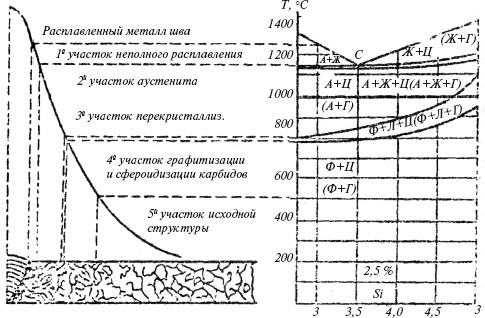
сплошной пористости в сварном шве. Различают два способа сварки чугуна. Холодная сварка чугуна – это сварка без предварительного нагрева изделия. Горячая сварка чугуна – это такой способ, при котором осуществляется предварительный и сопутствующий нагрев изделия до 600— 700 °С с последующим медленным охлаждением. Такой процесс уменьшает скорость охлаждения металла сварочной ванны и околошовной зоны, что обеспечивает полную графитизацию металла шва и отсутствие отбела в околошовной зоне, а также исключает возможность появления сварочных напряжений. Подогрев чугунного изделия до 250—400 °С для уменьшения сварочных напряжений и скорости охлаждения с целью получения более пластичной структуры металлической основы чугуна часто называют полугорячей сваркой. Способ холодной сварки требует меньше затрат. Кроме того, при нем имеется возможность варьировать в больших пределах химический состав металла шва. Но при наложении валика на холодную поверхность чугуна вследствие быстрого отвода теплоты в околошовной зоне образуются отбеленные участки, а металл шва также может получиться твердым и хрупким. Превращения в околошовной зоне при холодной сварке чугуна определяются химическим составом, исходной структурой свариваемого чугуна и распределением температур в поперечном сечении соединения. Для рассмотрения структурных превращений в околошовной зоне воспользуемся тройной диаграммой состояния Fe—C— Si, связав ее с участками зоны термического влияния свариваемого чугуна посредством кривой распределения температуры. На рис. 84 изображена плоская диаграмма состояния Fe—C—Si с разрезом в точке, соответствующей 2,5 % кремния. Хотя приведенная схема справедлива только для одного определенного состава чугуна, она дает возможность на этом конкретном примере выяснить основные положения по связи температуры и скорости ее изменения со структурой отдельных участков околошовной зоны. Из схемы следует, что вся оклошовная зона состоит из пяти основных участков, особенности которых и разберем.
Рис. 84. Структурные превращения в зоне термического влияния в чугуне при сварке Участок 1-й (неполного расплавления) ограничивается температурами в пределах 1150—1250 °С. В процессе сварки в нем наряду с жидкой фазой имеется твердая фаза, которая представляет собой аустенит с предельным содержанием углерода (1,7—2,0 %). При большой скорости охлаждения на этом участке может иметь место образование белого чугуна. Участок 2-й (аустенита) в процессе нагрева и охлаждения находится в твердом состоянии и в рассматриваемом случае ограничен эвтектической (1150 °С) и эвтектоидной (800 °С) температурами. Структура участка определяется исходной структурой чугуна и температурой нагрева. При охлаждении участка аустенита изменения в структуре будут происходить в соответствии с изменением температуры и скорости охлаждения. Для того, чтобы на данном участке не получить мартенсит, скорость его охлаждения должна быть небольшой. При заданном составе чугуна это может быть достигнуто изменением погонной энергии дуги или повышением начальной температуры свариваемого изделия подогревом. Структура по ширине участка в связи со значительным интервалом температур в 360 °С также будет меняться. Участок 3-й (перекристаллизации) очень узкий, он имеет интервал температур всего 30 °С. Структура этого участка будет промежуточной по сравнению со структурами 2-го и 4-го участков. Участок 4-й (графитизации и сфероидизации карбидов) характеризуется тем, что нагревается ниже критических температур. На нем наблюдается увеличение количества графита вследствие графитизации карбидов и некоторой их сфероидизации (округления). Этот процесс улучшает структуру и механические свойства металла, он зависит от исходной структуры чугуна и длительности его нагрева. Участок 5-й (исходной структуры) нагревается до температуры не выше 400—500 ° С; структурных изменений в нем нет. Склонность к отбелу металла на участке неполного расплавления околошовной зоны тем больше, чем меньше в чугуне углерода и кремния. Чтобы избежать при сварке чугуна отбела в 1-м участке околошовной зоны, необходимо, чтобы содержание углерода в нем было не менее 3 %, кремния не менее 2 %, а графита не менее 2,5 %. Металл шва оказывает существенное влияние на отбел 1-го участка зоны. Наибольшая склонность к отбелу на этом участке возникает тогда, когда сварка чугуна (первого слоя) производится стальными электродами с обычным тонким покрытием, так как при этом вследствии конвективной диффузии углерода из жидкой фазы 1-го участка в металл шва его содержание в 1-м участке околошовной зоны заметно снижается. Уменьшение склонности к отбелу 1-го участка при сварке чугуна может быть достигнуто введением в металл шва таких графити-заторов, как медь, никель, т. е. соответствующим изменением химического состава металла шва. Исключить или уменьшить возможность образования мартенсита во 2-м участке околошовной зоны можно снижением скорости охлаждения, что достигается увеличением погонной энергии или подогревом изделия.
2. Холодная сварка чугуна Существует большое разнообразие способов холодной сварки чугуна: 1) сварка чугуна стальными электродами: а) без постановки шпилек; б) с постановкой шпилек; в) сварка стальными электродами с карбидообразующими элементами в покрытии; 2) сварка чугунными электродами; 3) сварка электродами из цветных металлов и
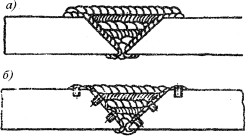
Рис. 85. Вид стыкового соединения чугуна: а – стальнение поверхности без установки шпилек; б – стальнение поверхности с установкой шпилек Этот метод сварки не следует применять для исправления чугунных изделий, работающих при температуре выше 100 °С, так как в месте сварки могут возникнуть дополнительные напряжения (вследствие разницы в значении коэффициента теплового расширения чугуна и стали), а это может явиться причиной нарушения сплошности соединения. Сварка электродами из низкоуглеродистой стали с установкой шпилек. Чтобы увеличить прочность соединения при ремонте ответственных крупногабаритных чугунных изделий – станин, рам, кронштейнов и т. п., применяют стальные шпильки, которые ввертываются на резьбе в тело детали. Назначение шпилек – связать металл шва с чугуном и передать усилие от шва в массу основного металла, не подвергшегося термическому воздействию, минуя хрупкие участки околошовной зоны. Диаметр шпилек d принимается равным 0,15 – 0,25 толщины детали, но не менее 3 мм и не более 16 мм; расстояние между шпильками (3 – 4)d, расстояние от шпилек до кромки (1,510 – 2,0)d, глубина ввертывания шпилек 1,5d, высота выступающей части (0,8-1,2)d. При выполнении операции по подготовке отверстий для шпилек нельзя применять масло. Детали толщиной до 12 мм могут свариваться без подготовки кромок с установкой одного ряда шпилек с каждой стороны. В деталях большой толщины выполняется односторонняя или двусторонняя подготовка кромок с углом раскрытия 90°, и шпильки устанавливаются также по скосам кромок в шахматном порядке. Сварку производят при малой погонной энергии стальными электродами диаметром 3 мм с тонким покрытием или покрытием УОНИ- 13/45. Сначала шпильки обваривают кольцевыми швами вразброс, с перерывами для охлаждения деталей. После обварки шпилек до соприкосновения кольцевых валиков между собой производится наплавка участков между обваренными шпильками также вразброс. Второй слой выполняется поперечными небольшими валиками вразброс. Для остальной части шва могут применяться электроды большого диаметра с соблюдением ранее указанных положений по сварке, с заполнением шва, как указано на рис. 85, б. При сварке деталей большой толщины для уменьшения количества наплавленного металла целесообразно производить сварку стальных связей различных форм и размеров. Холодная сварка чугуна стальными электродами с постановкой шпилек позволяет производить сварку в нижнем,
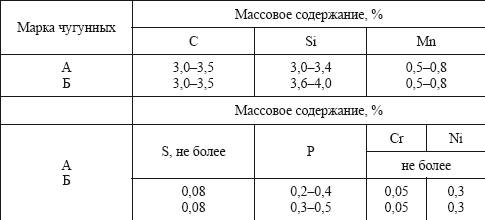
вертикальном и потолочном положениях, соединения получаются прочными, но плотность не всегда обеспечивается. Сварка чугуна чугунными электродами. При этом методе сварки электродом служит чугунный стержень марки А или Б (табл. 46), на который наносятся различные толстые покрытия, например ОМЧ-1, которое содержит 25 % мела, 41 % графита, 9 % ферромарганца, 25 % кварцевого песка. Таблица 46 Химический состав чугунных стержней, применяемых при сварке
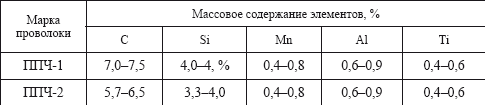
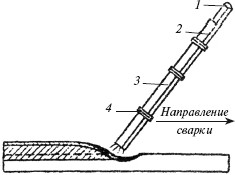
Качество сварного соединения при холодной сварке чугуна чугунными электродами неоднородно, так как трудно обеспечить такую скорость охлаждения металла шва и околошовной зоны, при которой не было бы отбела на всем протяжении шва, поэтому в различных сечениях соединения получаются различной структуры и твердости. Этот способ сварки широкого применения не имеет. Лучшие результаты получаются при подогреве детали до температуры 300—400 °С, т. е. при полугорячей сварке чугуна. Сварка стальными электродами с карбидообразующими элементами в покрытии. Сущность этого способа заключается в том, что углерод, поступающий в шов из основного металла, связывается в труднорастворимые мелкодисперсные карбиды ванадием, содержащимся в электродном покрытии. Карбиды эти столь прочны, что углерод, находящийся в них, не участвует в фазовых превращениях. Если карбидообразующие элементы содержатся в шве в избытке по отношению к углероду, структура шва получается ферритной с включением мелкодисперсных карбидов. Сварка по этому способу выполняется в основном электродами ЦЧ-4, в покрытие которых вводится 70 % феррованадия, в результате чего наплавленный металл содержит 9—10 % ванадия. Сварку чугуна электродами ЦЧ-4 следует производить с малой погонной энергией по принципу наиболее холодного места, поэтому производительность процесса сварки электродами тоже низкая. Холодная сварка электродами из никелевых сплавов. При наличии в жидкой ванне элементов активных графитизаторов можно избежать отбела в околошовной зоне, поэтому, когда поверхность должна быть механически обработана и неравнопрочность соединения с основным металлом допускается, сварка может производиться электродами из цветных металлов, содержащих никель, медь. Наибольшее применение получили электроды из монель- металла, который представляет собой сплав никеля (65—70 %) и меди (25—30 %), и электроды ЦЧЗА, имеющие стержень из проволоки СВ- 08Н50 и основное покрытие. На проволоку из монель-металла диаметром 2—4 мм наносятся покрытия специального состава, например, из 40 % графита, 60 % мела или мрамора и др. Наплавка этими электродами производится валиками длиной 50– 60 мм; при этом сразу же после наложения валика его необходимо проковать легкими ударами молотка. Это вызвано тем, что усадка монель-металла при переходе из жидкого в твердое состояние составляет около 2 %. Совместное действие усадки и напряжений от сварки может вызвать образование трещин. Для уменьшения расхода дорогостоящего монель-металла и обеспечения обрабатываемости стыкового шва после сварки иногда на кромки, подлежащие сварке, наплавляется слой монель-металла, а остальная часть шва выполняется электродами из малоуглеродистой проволоки. В некоторых случаях нижняя часть шва наплавляется электродами из малоуглеродистой проволоки, а верхний слой покрывается монель- металлом. Холодная сварка медными и комбинированными медно-стальными электродами. Медным электродом сваривают изделия, работающие при незначительных статических нагрузках, а также изделия, требующие плотных швов. В производстве широкое применение нашли различные варианты комбинированных медно-стальных электродов: медный стержень с оплеткой из мягкой стали, стальной стержень с медной оболочкой, пучок медных и стальных электродов, медный стержень с толстым покрытием, содержащим железный порошок, например, электроды 034-1 и др. Появление комбинированного метода и сплавление его с чугуном создают условие для получения качественного шва, так как медь не соединяется с углеродом – она остается пластичной и вязкой, а сталь науглероживается, что повышает ее прочность. Комбинированные электроды могут изготовляться из любой марки меди. Наиболее простыми в изготовлении являются электроды, имеющие медный стержень с оплеткой из мягкой стали. Они изготовляются следующим образом: на медный стержень длиной 300—350 мм навивается спираль из мягкой жести, нарезанной в виде полосок шириной 5—10 мм. Диаметр медного стержня берется равным 4—7 мм. Если между витками спирали будет небольшой интервал, то железа в электроде будет не более 8—12 %. На подготовленные стержни наносят покрытия: меловое, УОНИ-13/45 и др. Широко и эффективно применяются электроды из меди с железным порошком в составе покрытия. Сварка такими электродами не вызывает затруднений. Для изготовления таких электродов в шихту покрытия УОНИ-13/55 добавляется 40—50 % железного порошка. Сваркой пучком электродов отбел первого участка околошовной зоны полностью не устраняется. Лучшие результаты получаются, если в пучок добавляется стержень из монель-металла или латуни диаметром 2—3 мм. Чтобы избежать затекания расплавленного металла впереди дуги, электрод при сварке располагают, как показано на рис. 86. В настоящее время разработаны и рекомендованы к промышленному применению три марки порошковой проволоки для сварки чугуна: ППЧ-1, ППЧ-2, ППЧ-3. Химический состав первых двух марок проволоки приведен в табл. 47. Таблица 47 Химический состав некоторых марок порошковой проволоки
Рис. 86. Сварка пучком электродов: 1 – стальные стержни электрода; Как показали исследования, порошковую проволоку ППЧ можно применять для холодной сварки чугуна на деталях, имеющих сквозные и несквозные дефекты размером до 100 см2 на обрабатываемых и необрабатываемых плоскостях, расположенных в нежестком контуре (отбитые части, дефекты на выступающих частях отливок и др.). Для сварки рекомендуется постоянный ток прямой полярности при режиме, обеспечивающем в процессе сварки минимальную скорость охлаждения, поэтому предпочтительно применение больших токов и малых скоростей перемещения дуги, а именно для сварочной проволоки диаметром 2,8— 3,0 мм Iсв = 280?300 A, Uд = 28?32 В, Vп.д = 4 м/ч. Механическая обработка наплавленной поверхности возможна потому, что благодаря большому вводу теплоты скорость охлаждения небольшая и получается достаточно пластичная структура. Но в тех случаях, когда площадь, подлежащая заварке большая и когда за счет соответствующего режима сварки нельзя заметно уменьшить скорость охлаждения металла наплавки и околошовной зоны, следует применить местный предварительный нагрев, хотя бы до 100—150 °С. Если это нельзя осуществить, сварку следует производить с малой погонной энергией, валиками длиной 25—30 мм, по принципу наиболее холодного места или путем предварительного стальнения поверхности электродами УОНИ- 13/45, для получения сплошной наплавки высотой 5—6 мм. После этого производится заплавка детали.
3. Горячая сварка чугуна Процесс горячей сварки чугуна слагается из ряда операций, выполняемых обычно в определенной последовательности. Подготовка дефектного места к сварке заключается в тщательной очистке его от загрязнений, в разделке для образования полости, легко доступной воздействию сварочной дуги, в формовке для предотвращения вытекания металла из сварочной ванны. Формовка производится в опоках графитовыми или угольными пластинками, скрепленными формовочной массой из кварцевого песка, увлажненного жидким стеклом или другими формовочными материалами. Форму необходимо просушить при постепенном изменении температуры от 60 до 120 °С, после чего производить дальнейший подогрев. В зависимости от размеров, формы деталей, объема сварки и месторасположения дефекта подогрев производится в специальных печах, горнах или колодцах до температуры 600—700 °С. В крупных деталях простой формы может применяться местный подогрев. Сварка нагретых деталей производится чугунными электродами, состоящими из стержня диаметром 6—12 мм марки Б, и специального покрытия (например ОМЧ-1, которое содержит 41 % графита, 9 % ферромарганца, 25 % мела, 25 % полевого шпата). Толщина покрытия – 1,2—1,5 мм. Сварка ведется на постоянном или переменном токе при повышенных режимах I = (50 – 60) d, отдельными ваннами размером 50—60 см2. При большой площади дефекта производится выформовка отдельных участков, завариваемых при поддержании ванны в жидком состоянии. После затвердевания заваренного участка графитовая пластинка переставляется и сваривается следующий участок – и так без длительных перерывов до окончания сварки всего дефектного места. По окончании сварки деталь засыпается сухим песком или мелким древесным углем, покрывается асбестом и вместе с печью или горном медленно охлаждается. Сварку чугуна с нагревом до 250—400 °С (или, как ее называют, полугорячую) применяют, когда требуется исправить небольшой дефект сложной детали или дефект, расположенный на массивной детали в таком месте, где укорочение от нагрева при сварке не встречает большого сопротивления. Раздел третий ГАЗОВАЯ СВАРКА И РЕЗКА
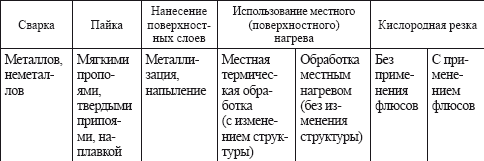
Наиболее распространенным газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, а вне пламени – с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление. При сварке сталей в металле сварочной ванны образуется закись железа FeO, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов. В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твердом состоянии как в пределах шва, так и в основном металле и в зоне термического влияния. Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизуется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва. Наибольшее применение в промышленности из множества видов газопламенной обработки имеют сварка, пайка и кислородная резка. Наиболее известные виды приведены в табл. 48. Таблица 48 Виды газопламенной обработки
Для газовой сварки необходимы следующие сварочные материалы, оборудование, приспособления и специальные средства для безопасной работы: газы: кислород и горючий газ (ацетилен или его заменители); присадочная проволока для сварки или наплавки; оборудование и аппаратура: кислородные баллоны для хранения запаса кислорода, подаваемого из баллонов в горелку или резак; кислородные редукторы для понижения давления кислорода; ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится в растворенном состоянии; ацетиленовые редукторы для понижения давления ацетилена, отбираемого из баллона; специальные баллоны или емкости для сжиженных газов, бачки с насосом для создания в них давления; сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева металла различной толщины; кислородные и другие резаки с комплектом мундштуков и приспособлений для резки и т. д.; резиновые рукава (шланги) для подачи кислорода и любого горючего газа в горелку или резак; принадлежности для сварки и резки: очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки и резака, стальные щетки для очистки сварного шва и кромок деталей перед сваркой; сварочный стол и приспособление для сборки и фиксации деталей при прихватке и сварке; флюсы или сварочные порошки. Для газосварщика рабочим местом является сварочный пост в комплексе с соответствующей аппаратурой и приспособлениями.
Контрольные вопросы: 1. В чем сущность газовой сварки? 2. Расскажите о необходимых сварочных материалах и оборудовании поста для газовой сварки. Глава 2
|
|||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 89; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.124.40 (0.032 с.) |