Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварные соединения – неразъемные, т.е. их разборка связана с поломкой детали.Содержание книги
Поиск на нашем сайте
(Разъемными являются шлицевые, шпоночные, резьбовые соединения.) Способы сварки, применяемые в машиностроении Электродуговая
Способ малопроизводителен с невысоким качеством шва, применяют в основном в индивидуальном производстве. Газовая сварка
2. Электродуговая сварка под флюсом. Производится на сварочных установках, в 10…20 раз более производительна, чем ручная сварка. Флюс предназначен для защиты расплавленного металла от воздействия окружающей среды. Используют силу тока 1000…3000 А. Выделяемое тепло от сварочной дуги расплавляет не только электрод, но и материал свариваемых деталей, из которого в основном и формируется сварочный шов. Такой способ формирования шва сокращает расход электродов и время сварки, обеспечивает высокое качество шва. Применяют в крупносерийном и массовом производстве. Электрошлаковая сварка, также как две предыдущие – сварка плавлением при прохождении тока через шлаковую ванну от электрода к изделию. Электрошлаковая сварка предназначена для соединения деталей толщиной до 1...2 м. Применяется для стальных и чугунных отливок. Электрошлаковую сварка и сварку под флюсом далее назовем автоматической сваркой. Контактная сварка.
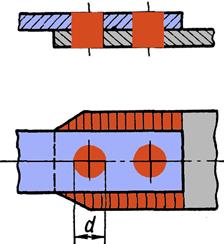
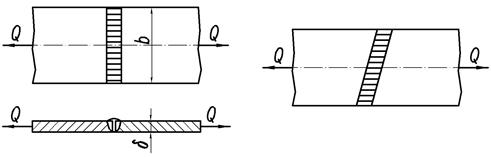
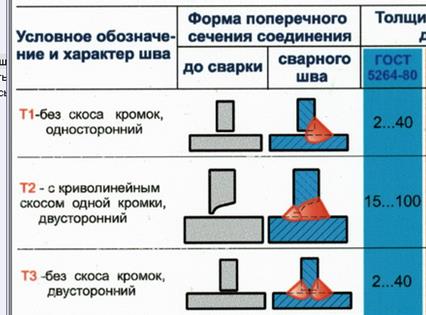
d =1,2 δ + 4 мм. а =4 d. Применяется для нахлесточных соединений тонкого листового металла. Для сварки используют тепло, выделяющееся в зоне контакта свариваемых деталей при пропускании импульсов электрического тока. ДОСТОИНСТВА сварных соединений: • экономия металла по сравнению с литыми деталями (из чугуна – до 50%, из стали – до 30%); • более низкая трудоемкость сварки по сравнению с другими процессами соединения деталей и литьем; • возможность автоматизации процесса сварки; • герметичность и плотность соединения. НЕДОСТАТКИ сварных соединений: • коробление деталей из-за неравномерности нагрева в процессе сварки; • трудность контроля качества сварного шва; • низкая прочность шва при переменных нагрузках. В зависимости от взаимного расположения соединяемых деталей применяют следующие основные типы сварных соединений: СТЫКОВЫЕ швы,
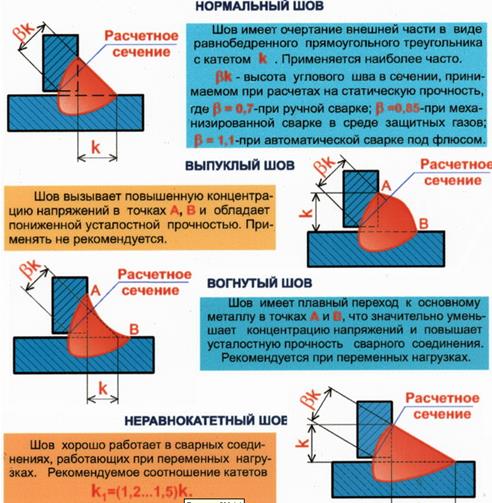
Угловые швы
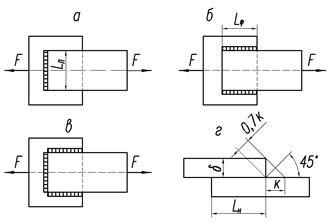
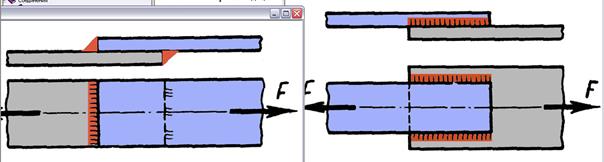
Нахлесточные соединения
Лобовой Фланговый Напряжения во фланговом шве. Длина lф флангового шва 30 мм ≤ lф ≤ 50 k или lф < 0,5 lл Тавровый
|
||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 83; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.255.247 (0.006 с.) |

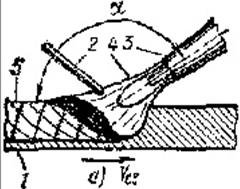
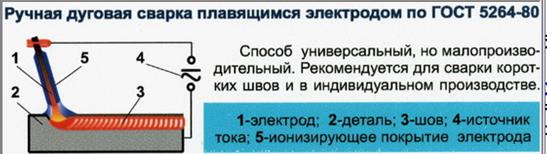 Осуществляется за счет пропускания электрической дуги между изделием и электродом. Сварной шов образуется за счет расплавления металла электрода. Используют силу тока 200…500 А.
Осуществляется за счет пропускания электрической дуги между изделием и электродом. Сварной шов образуется за счет расплавления металла электрода. Используют силу тока 200…500 А.