Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 18. Хейдзунка. Выравнивание производства
Цели и принципы хейдзунка
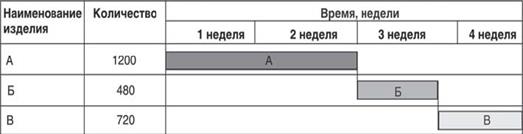
Устранение потерь — лишь одно из условий успеха бережливого производства. Устранение перегрузки людей и оборудования и сглаживание неравномерности графика производства не менее важны. Работа над равномерным распределением нагрузки (выравниванием) во всех процессах, связанных с производством и обслуживанием, — вот альтернатива чередованию авралов и простоев, характерных для массового производства. Слово «хейдзунка» можно перевести с японского как «выравнивание». Хейдзунка - выравнивание производства как по объему работ, так и по номенклатуре изделий. Хейдзунка позволяет эффективно удовлетворять спрос клиента, избегая работы партиями, и ведет к минимизации запасов, капитальных затрат, рабочей силы и времени производственного цикла по всему потоку создания ценности. Цели хейдзунка: - сократить время выполнения заказа; - исключить простои заказчика; - обеспечить равномерную загрузку оператора; - сократить объемы незавершенного производства. При организации тянущей системы производства возникает вопрос обеспечения производства большого ассортимента продукции небольшими партиями. При выталкивающей системе, продукция производится последовательно большими партиями. Такой метод еще называют «шиш-кебаб», поскольку разные виды изделий поступают в процесс порциями и как бы нанизываются на шампур (рис. 18.1.). При этом, если потребителю требуется изделие Б, а в это время предприятие изготавливает изделие А, то потребителю приходится ждать. Если потребители не раскупают всю партию изделий А, часть партии превращается в запасы, что вызывает потери. При этом любое изменение спроса на продукцию вызывает либо появление остатков невостребованной продукции (перепроизводство), либо дефицит товаров и необходимость срочной переналадки производственной линии на выпуск новой продукции.
Рис.18.1. Производство большими партиями при выталкивающем производстве
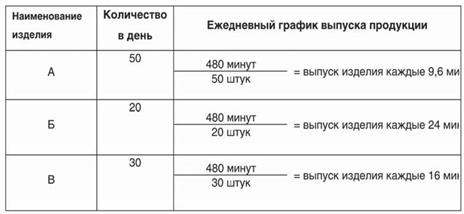
Рис.18.2. Сглаженное ежедневное производство при тянущей системе
Выравнивание производства при тянущей системе, напротив, позволяет организовать равномерный выпуск широкого ассортимента продукции в последовательности, сводящей к минимуму запасы и потери рабочего времени. Очередность выпуска продукции устанавливается ежедневным графиком, в соответствии с которым требуемое количество разных видов изделий производится равномерно в повторяющейся последовательности.
Для построения сглаженного графика производства необходимо рассчитать время такта. Если принять, что длительность рабочего дня равняется 8 часов (480) минут, а в месяце 24 рабочих дня, ежедневный объем выпуска продукции А будет равен 1200 деленное на 24, что равняется 50 штук. Тогда время такта для изделия А будет равным 480 деленное на 50, что равняется 9,6 минут. Пример сглаженного графика представлен на рис.18.2. Рассмотрим, как происходит выравнивание производства по числу изделий. Предположим, производитель регулярно получает заказы на 500 изделий в неделю, при этом спрос значительно колеблется: в понедельник поступает заказ на 200 изделий, во вторник - на 100, в среду - на 50, в четверг — на 100 и в пятницу — на 50. Для того чтобы выровнять производство, производитель может поместить рядом с зоной отгрузки небольшой резервный запас готовой продукции, который позволит удовлетворить высокий спрос на изделия, наблюдающийся по понедельникам, и выровнять производство таким образом, чтобы в течение недели ежедневно изготавливать по 100 изделий. Организовав буферный запас готовой продукции в самок конце потока создания ценности, производитель сможет выровнять спрос на продукцию своего предприятия и на заказы поставщикам, обеспечить более эффективное использование активов по всему потоку создания ценности и удовлетворить требования клиента. Буферный запас - запас готовой продукции, служащий для компенсации колебаний потребительского спроса, Теперь рассмотрим, как происходит выравнивание производства по видам (номенклатуре) изделий. Предположим, компания по производству футболок предлагает на рынок модели А, В, С и D. Недельный спрос составляет пять футболок модели А, три футболки модели В и по две футболки моделей С и D. Массовый производитель, стремящийся к достижению экономии на масштабе и желающий минимизировать число переналадок для перехода от производства одной модели к другой, вероятно, организовал бы еженедельное производство в такой последовательности: АААААВВВССDD.
Бережливый производитель, помня, кроме всех вышеперечисленных выгод, также о влиянии редких больших заказов поставщикам, постарается организовать производство в такой повторяющейся последовательности: ААВСDAABCDAB, обеспечив соответствующее совершенствование производственной системы, например, сокращением времени переналадки. Данная последовательность может время от времени изменяться в зависимости от изменения уровня заказов от клиентов.
|
||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 890; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.186.164 (0.005 с.) |