Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Автоматизированная система управления непрерывнымиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Транспортными линиями Все типы серийной выпускаемой аппаратуры автоматизированного управления конвейерными линиями имеют узкое целевое назначение. Все операции пуска и остановки линии, кроме выбора маршрута и подачи общего токового сигнала, осуществляются автоматически. За счет этого достигается простота схемных решений, пульт управления получается простым и для запуска линии требуется один оператор. Совершенствование аппаратуры автоматизированного управления конвейерными линиями осуществляется по трем направлениям: переходом на более современную элементарную базу; изменением структуры аппаратов; расширением функциональных возможностей аппаратуры. Комплекс автоматизированного управления конвейерами АУК.1М предназначен для управления и контроля работы стационарных и полустационарных неразветвленных конвейерных линий. Комплекс АУК.1М совместно с пультом управления ПРЛ может использоваться для управления разветвленными конвейерными линиями. Передача команд управления и сигнализации в комплексе осуществляется по двухпроводной линии и проводу «земля». Пуск конвейерной линии (рис. 1) осуществляется командами, выдаваемыми с пульта управления по проводам 1, 2 на блоки управления. После нажатия кнопки «Пуск» на пульте управления по линии подается звуковой предупредительный сигнал. По прошествии 5 сек. с пульта управления на первый блок управления поступает сигнал пусковой полярности, что приводит к выдаче с блока управления сигнала на запуск первого конвейера. Пускатель выключается и начинается разгон конвейера.
Рисунок 1 – Принципиальная схема управления аппаратуры АУК.1М
При достижении конвейером заданной скорости включается его реле скорости и обеспечивает подачу сигнала пусковой полярности на блок управления второго конвейера, происходит запуск конвейера и т.д. При включении реле скорости в последнем блоке управления сигнал пусковой полярности поступает в блок концевого реле БКР, с выхода которого по проводам 2 и "земля" выдается команда на прекращения пуска на пульт управления, в результате чего полярность сигнала с пусковой меняется на рабочую, реле в блоке БКР отключается и все аппараты управления переводятся в режим контроля. Число включившихся конвейеров фиксируется прибором-указателем. Оператор может прекратить запуск в любой момент нажатием кнопки «Сигнал», что приводит к отключению реле КЗ и К2 и прекращению пуска. Дозапуск оставшихся конвейеров производится повторным нажатием кнопки «Пуск».
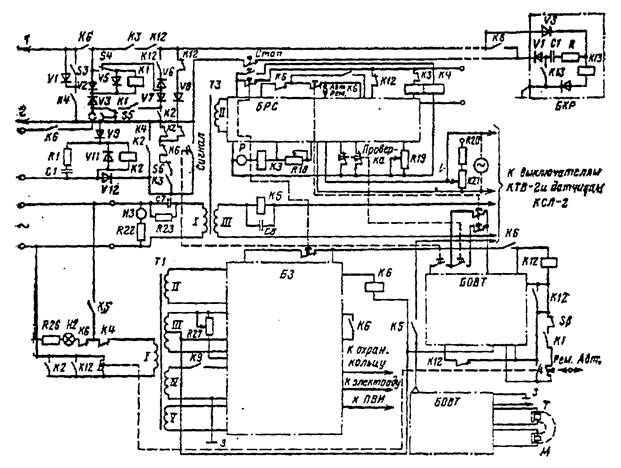
Рисунок 2 – Принципиальная схема блока управления конвейером аппаратуры Аук.1М
Оперативная остановка конвейерной линии осуществляется нажатием кнопки «Стоп» на пульте управления, в результате чего отключается реле К5 и реле К4 пульта управления и реле К1 всех блоков управления. При нажатии кнопки «Стоп» на блоке управления останавливается конвейер, управляемый этим блоком, и все последующие конвейеры по направлению против грузопотока. Аварийная остановка конвейера или экстренное прекращение запуска линии осуществляются замыканием накоротко голых проводов или с помощью кабель тросового выключателя КТВ-2, а также под действием средств защиты и контроля работы конвейеров. В аппаратуре предусмотрен режим местного управления отдельными конвейерами при проведении ремонтонала-дочных работ. Работа комплекса. При подаче напряжения питания на трансформатор Т1 пульта управления включается реле КЗ и своим контактом разрывает цепь питания реле К1. При кратковременном нажатии на кнопку «Пуск» пульта управления в нем включаются и блокируются реле К5 и К4. Одновременно поступает питание на реле К1 с выпрямительного моста УЗ — У6. оно включается и своим контактом замыкает цепь питания всех реле К2, расположенных в блоках управления. Через 5 с включается реле времени К2 и в линию подастся напряжение пусковой полярности («+» на зажим 1, «—» на зажим 2), в результате чего в первом блоке управления включаются реле К1 и К12. Последнее своим контактом подключает питание промежуточному реле пускателя, что приводит к запуску первого конвейера. При достижении первым конвейером заданной скорости от сигнала датчика скорости включается реле скорости КЗ первого блока управления и подает пусковую полярность на реле К1 второго блока управления, происходит запуск второго конвейера и т. д. до запуска всей конвейерной линии. При включении концевого реле К13 БКР (рис. 2) отключаются реле КЗ и К2 (см. рис. 1) в пульте управления. Это приводит к отключению реле К13 БКР, включению реле КЗ и отключению К7 в пульте управления и прекращению подачи предупредительного сигнала. В линию поступает рабочая полярность, и все реле К1 в блоках управления питаются через контакты собственных реле A3 и через контакт реле КЗ предыдущего блока, чем обеспечивается режим контроля и зашиты и отключение всех конвейеров после аварийно отключившегося в направлении против грузопотока. Реле К4 служит дляобеспечения нулевой зашиты схемы при снятии напряжения и аварийного отключения при замыкании проводов 1 и 2. Реле КЗ и К1 применяются для осуществления предпусковой и кодовой звуковой сигнализации, а также прекращения запуска. Реле К5 используется для осуществления запуска конвейерной линии. Отключение реле К5 происходит при нажатии кнопки «Стоп» пульта управления, отключении реле К1, замыкании реле К13 БКР (рис. 2), срабатывании аварийного реле К4 (см. рис. 1) блока управления или замыкании проводов 1,2. Реле отключения линии Кб служит для обеспечения совместной работы комплекса АУК.1М с пультом ПРЛ. В блоке управления (см. рис. 2) реле К1 предназначено для приема и выдачи сигнала управления приводом конвейера в автоматическом режиме. При запуске оно обтекается током пусковой полярности, а после запуска – рабочей полярности. В рабочем режиме реле К1 каждого блока управления питается через контакт реле скорости КЗ данного блока управления. Реле К1 включает вторичное реле управления К12, которое служит для: включения искробезопасных цепей магнитных пускателей; исключения самоблокировки реле К7 данного блока управления при замыкании на «землю» провода 1и наличии предпускового сигнала; исключения вероятности самовыключения реле К1 последующего блока управления при аналогичном замыкании; обеспечения начала отсчета выдержки времени на включение схем питания реле КЗ и К4. Реле К2 служит для включения звукового сигнала перед пуском конвейеров, а также для осуществления кодовой или аварийной сигнализации. Блок контроля заштыбовки БЗ совместно с электродным датчиком служит для контроля уровня транспортируемой горной массы в местах перегрузки с конвейера на конвейер. Блок отсчета времени и телефона БОВТ служит для отсчета времени длительности предпускового сигнала в ремонтном режиме работы, отсчета времени между пусками электродвигателей двух приводного конвейера и задержки на отключение реле К6 от действия блокировочных устройств и усиления сигнала телефона. Узел контроля скорости предназначен для выполнения: выдержки времени между пусками конвейеров, входящих в линию: контроля движения рабочего органа конвейеров; контроля снижения скорости тягового органа конвейера до 75% номинальной: выдержки времени на передачу звукового сигнала при аварийном отключении и заштыбовке. Для управления разветвленной конвейерной линией разработан пульт ПРЛ, который обеспечивает возможность управления линией, имеющей до пятиответвлений при общем количестве конвейеров 60 штук. Пульт можно устанавливать как в шахте, так и на поверхности. В комплект ПРЛ входят: блок питания БП, программный блок управления и сигнализации БУС и блоки индикации БИ1, БИ2. Пульт ПРЛ обеспечивает: выбор и пуск каждого маршрута с автоматическим прекращением пуска после окончания пуска последнего конвейера; пуск части конвейеров маршрута и последующий пуск остановившихся конвейеров без остановки работающих: оперативное отключение каждого ответвления независимо от состояния других ответвлений; автоматическое отключение ответвления при отключении соответствующего конвейера основного (центрального) направления; селективную подачу кодового звукового сигнала на любое ответвление и соответственно селективный прием световых и звуковых или только световых сигналов с любого ответвления; автоматическую подачу предупредительного сигнал при пуске ответвлений; дуплексную телефонную связь между оператором и абонентами блоков управления аппаратуры и возможность приема усиленных речевых сигналов; визуальную информацию о числе одновременно включенных конвейеров в каждом ответвлении и на центральном направлении; нулевую защиту, отключающую конвейер при снятии напряжения питания с пульта ПРЛ.
Рисунок 3 – Функциональная схема пульта управления ПРЛ: БУС – программный блок управления и сигнализации; БП – блок питания; БИ1, БИ2 – блоки индикации; ОПУ – пульт основного направления; ПУ1-ПУ2 – пульты ответвлений; Б1-Б60 – блоки управления конвейерами; БКР – блок концевого реле; М – микрофон; Т – телефон; Гр – громкоговоритель.
Функциональная схема пульта управления ПРЛ представлена на рис.3.
Порядок выполнения работы 1. Изучить методы управления конвейерными линиями. 2. Изучить назначения, функциональные свойства и возможности, 3. Составить алгоритм процесса управления конвейерной линией. 4. Составить условия возбуждения основных элементов схемы (цепи 5. Исследовать работу схемы в различных режимах (автоматический 6. Исследовать работу схемы в аварийных режимах. Необходимо обнаружить неисправность схемы (неисправность вносится в схему преподавателем), выяснить ее причину и определить способ устранения. Содержание отчета 1. Краткое описание функциональных возможностей аппаратуры 2. Блок-схема алгоритма процесса управления конвейерной линией. 3. Структурные формулы цепей возбуждения основных элементов схемы АУК.1М (конкретные элементы схемы задаются преподавателем каждому студенту отдельно). 4. Описание алгоритма поиска заданной неисправности. 5. Краткие выводы по работе.
Контрольные вопросы 1. Какие функции выполняет аппаратура АУК.1М? В каких режимах она работает? 2. Какие виды сигнализации обеспечивает схема АУК.1М? 3. С помощью каких элементов производится контроль времени разгона двигателей, скорости рабочего органа конвейера, заштыбовки? 4. В какой последовательности выполняется пуск конвейерной линии с помощью комплекса АУК.1М? 5. Назначение реле К1 – К6 пульта управления АУК.1М. 6. Для каких целей применяется пульт ПРЛ?
Рекомендуемая литература 1. Батицкий В.А., Куроедов В.И., Рыжков А.А. Автоматизация производственных процессов и АСУ ТП в горной промышленности. – М.: Недра, 1991. 2. Гаврилов П.Д., Гимельшейн Л.Я., Медведев А.Е. Автоматизация производственных процессов: Учебник для ВУЗов. – М.: Недра, 1985. 3. Толпежников Л.И. Автоматическое управление процессами шахт и рудников. – М.: Недра, 1985. Контрольные задания для СРС [1-3] 1. Ознакомиться с краткими теоретическими сведениями и подготовить ответы на контрольные вопросы. 2. Изучить соответствующие источники, описывающие свойства и технические характеристики современной аппаратуры управления конвейерными линиями.
Лабораторная работа № 2ТСА
|
||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 768; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.94 (0.054 с.) |