Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основные этапы монтажных работСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Монтажные работы - это комплекс работ, связанных с окончательной сборкой машин, установкой их в проектное положение, соединением в технологические линии, наладкой и сдачей в эксплуатацию. Монтаж оборудования для бурения скважин и нефтегазодобычи производится в следующих случаях: перед вводом в эксплуатацию нового оборудования, поставляемого в территориальное производственное предприятие (ТПП) отдельными частями; после демонтажа оборудования с целью перемещения на новое место на территории ТПП или за его пределами; после демонтажа в процессе капитального ремонта. В общем случае, монтажные работы можно разделить на следующие основные этапы: подготовительный, собственно монтажный и заключительный по вводу оборудования в эксплуатацию. Распределение объема и, следовательно, времени между этими этапами работ различно в зависимости от конструктивных особенностей машин, вида их поставки (крупными блоками или мелкими узлами) и условий монтажа, в частности климатических условий, наличия опыта монтажа подобных машин. Монтажные работы могут выполняться специальной монтажной организацией по договору с предприятием-владельцем оборудования или монтажным подразделением предприятия-владельца оборудования. Подготовительные работы включают оформление заказа и договорной документации между заказчиком и подрядчиком, подготовку технической документации, перегрузочные и транспортные операции с поступающим в организацию оборудованием, организацию монтажной площадки и подготовку монтажного оборудования (такелажного, грузоподъемного, сварочного и др.). Техническая документация на подготовительном этапе монтажа включает нормативную, проектно-сметную, конструкторскую, монтажную и исполнительную документацию. К нормативной документации относятся ценники на монтаж, сборники Единых районных единичных расценок (ЕРЕР) и ведомственных расценок, прейскуранты оптовых цен, государственные и отраслевые стандарты, технические условия на изготовление, поставку и монтаж оборудования, строительные нормы и правила. Нормативная документация разрабатывается централизованно для всех предприятий или предприятий отрасли. На основе нормативной документации разрабатывается проектно-сметная документация на строительство объекта, в том числе и монтажные работы. Смета расходов согласовывается с заказчиком и утверждается. Конструкторская документация составляется заводом-изготовителем монтируемого оборудования. В первую очередь это паспорта машин, сборочные и установочные чертежи, технические условия на изготовление и поставку, схемы строповки, инструкции на монтаж, испытание и обкатку оборудования. Монтажная документация - проект организации строительства (ПОС), включающий разделы «Межмонтажные работы (монтаж оборудования)», «Электромонтажные работы» и проект производства работ (ППР). ПОС разрабатывается на стадии рабочего проекта головным проектным институтом, иногда с привлечением специализированной монтажной организации. В разделах монтажа ПОС содержит объемы работ в денежном и физическом выражениях, стадии монтажа оборудования, принципиальные схемы монтажа, потребность в грузоподъемном и такелажном оборудовании, сроки поставок оборудования, мероприятия по увязке строительных и монтажных работ. Графическая часть проекта включает: стройгенплан всего комплекса на стадии монтажа оборудования, схему монтажной площадки и ее энергоснабжения, геодезическое обоснование монтажа со схемами заданий на выполнение строительных работ, например, укладку монтажных путей, устройство фундаментов, якорей с точным указанием расположения их на монтажной площадке, отметок по высоте, значения и направления действия нагрузок, а также других данных, необходимых для выполнения работ, включая чертежи конструкции. Основным разделом в графической части проекта монтажа машин обычно являются технологические карты. Технологические карты монтажа разрабатываются на основе чертежей и инструкций завода-изготовителя с учетом передового опыта производства монтажных работ. Допускаются отклонения от технологии монтажа, рекомендуемой заводом-изготовителем, при условии достаточного технического и экономического обоснования. В технологической карте подробно излагается пооперационная последовательность монтажных работ. По каждой операции указываются ее трудоемкость, специальность, квалификация и число рабочих, занятых на этой операции, необходимое оборудование, инструменты и материалы. Технология выполнения операций иллюстрируется схемами застропки монтажных элементов, их стыковки и контроля взаимного положения. На схемах приводятся допускаемые значения разновысотности, непараллельности и другие допускаемые отклонения от проектного положения устанавливаемых элементов. Календарная последовательность и сроки выполнения операций устанавливаются в процессе планирования монтажа и в технологической карте приводятся в виде линейных или сетевых графиков. В составе технологической карты разрабатываются также основные положения техники безопасности при производстве работ, определяются содержание и порядок подготовки смонтированного объекта к пуску и передаче заказчику. Для монтажа часто встречающегося оборудования для бурения скважин и нефтегазодобычи разрабатываются типовые технологические карты, что значительно облегчает разработку проекта монтажа в целом. Монтаж оборудования обычно связан с предварительным выполнением строительных работ; изготовлением фундаментов для стационарных установок и других сооружений. Эти работы - ответственная часть подготовительного этапа, так как качество строительных работ оказывает заметное влияние на безопасные условия труда, качество монтажа и работу машины в процессе эксплуатации. Строительные подготовительные работы выполняются специализированным предприятием на основании схем геодезического обоснования монтажа, которые разрабатываются проектной или монтажной организацией в составе проекта производства работ. В схемах указываются, в частности, размеры фундаментов и оснований, геометрические оси технологических линий, высотные отметки отдельных элементов. Фиксацию осей и высотных отметок выполняет строительная организация. Сдача (приемка) строительной части под монтаж производится в соответствии с нормативно-технической документацией и инструкциями по монтажу отдельных видов оборудования. К собственно монтажным работам относятся проверка комплектности оборудования и приемка его на монтаж, разборка, очистка и ревизия, сборочные и контрольно-измерительные работы, установка собранного оборудования в проектное положение. Большой объем, в особенности при монтаже крупногабаритного оборудования, составляют такелажные работы - горизонтальное, вертикальное и наклонное перемещения монтируемых блоков, осуществляемые на монтажной площадке. К такелажным работам относятся также установка, снятие и перемещение такелажных средств (лебедок, мачт и др.). Заключительные работы - наладка, испытание и передача смонтированного оборудования заказчику. Сюда относятся также работы, связанные с ликвидацией монтажной площадки: демонтаж вспомогательных эстакад, складирование или отправка монтажного оборудования, очистка территории. Последовательный монтаж мелкими сборочными единицами. При этом на основании машины последовательно наращиваются стыкуемые сборочные единицы без существенного предварительного укрупнения, т.е. почти в том виде, в котором они поступают к месту монтажа. Предварительной сборке на нулевой отметке подвергаются только небольшие агрегаты и механизмы машины. Важным преимуществом монтажа мелкими сборочными единицами является возможность обойтись достаточно простыми подъемными и транспортирующими средствами небольшой грузоподъемности. Недостатками рассматриваемого метода являются большая длительность монтажа и нередко снижение его качества. По этой же причине трудно обеспечить высокое качество сборки, особенно сварки и клепки. Последовательный монтаж укрупненными блоками предполагает сборку на нулевой отметке достаточно крупных частей машины с последующей установкой в проектное положение. Укрупнение и установку каждого блока производят последовательно. На монтажной площадке требуется место только для одного укрупненного блока, что позволяет ограничиться небольшими ее размерами. Основной объем сборочных работ при монтаже машины выполняется на нулевой отметке. Поэтому рассматриваемый метод обеспечивает по сравнению с предыдущим лучшее качество монтажа и более высокую производительность, хотя требуется дополнительная площадь для укрупнения блоков. Параллельный монтаж укрупненными блоками характеризуется наиболее высокой производительностью и благоприятными условиями для обеспечения высокого качества монтажа. При этом монтажные блоки укрупняются на нулевой отметке одновременно (параллельно) в разных зонах монтажной площадки. Недостатками метода являются необходимость в большой площади для монтажа, одновременная потребность в значительном количестве технологического оборудования и рабочей силы. Параллельный монтаж укрупненными блоками особенно эффективен и широко применяется при наличии большого фронта работ, когда монтируются несколько однотипных машин. Индустриальность конструкции оборудования можно оценить коэффициентом индустриализации
где С - сметная стоимость объекта; См - стоимость монтажа объекта на строительной площадке.
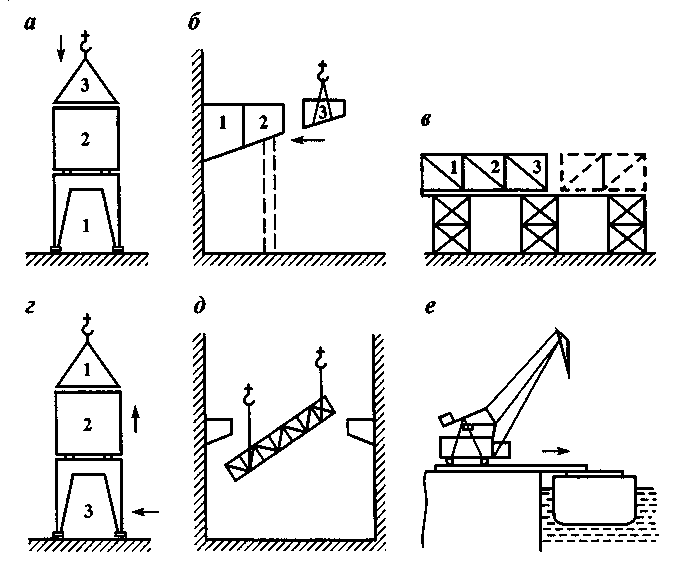
Способ надстройки применяется для многоярусных вертикальных конструкций. Естественная последовательность сборки облегчает контроль ее качества. Недостатками способа надстройки являются потребность в грузоподъемном оборудовании с большой высотой подъема и некоторое снижение производительности, неизбежное при выполнении сборочных работ на высоте. Навесной и полунавесной монтаж (рис. 2.9, б) чаще выполняется предварительно укрупненными блоками. Монтаж на вспомогательных эстакадах (рис. 2.9, в) проводится на клетях из шпал или разборных эстакадах с высотой, соответствующей проектному положению монтируемого объекта. Этот способ монтажа применяется для конструкций пролетного типа. Достоинствами монтажа на вспомогательных эстакадах являются сравнительно небольшая грузоподъемность монтажного оборудования, наличие широкого фронта работ, возможность достижения хорошего качества монтажа, освобождение наземных коммуникаций и площадей в зоне монтажа. Существенным недостатком, ограничивающим применение этого способа, является удорожание и увеличение продолжительности монтажа посредством изготовления сложных и материалоемких вспомогательных эстакад. Способ подстройки заключается в постепенном подъеме монтируемого объекта в проектное положение путем последовательного наращивания снизу, как это показано на рис. 2.9, г. Этот способ применяется для монтажа тех же объектов, что и способ надстройки, в частности, если недостаточна высота подъема имеющихся грузоподъемных средств. Монтаж способом подстройки предполагает предварительное укрупнение монтируемых блоков. Для монтажа ряда объектов он весьма эффективен, так как все работы по стыковке блоков выполняются на небольшой высоте. Основным недостатком способа является потребность в подъемных устройствах большой грузоподъемности, близкой к силе тяжести всего объекта в целом. Способ монтажа с последующим подъемом объекта в проектное положение отличается от предыдущих полной сборкой монтируемого объекта на нулевой отметке. Подъем его в проектное положение по существу является заключительной технологической операцией монтажа. Вертикальные конструкции монтируются в горизонтальном положении. Применяют два основных способа подъема смонтированной конструкции. Конструкции, работающие в горизонтальном положении (мостовые краны, консоли), поднимают в проектное положение также горизонтально (рис. 2.9, д) или с небольшим наклоном (в стесненных условиях). Вертикальные конструкции поднимают поворотом относительно нижней опоры. При монтаже с последующей надвижкой (рис. 2.9, е) сборка объекта выполняется на проектной отметке, но в стороне от места его использования. Для установки смонтированного объекта на рабочее место достаточно его горизонтального перемещения.
8. Фундаменты под основание машин, основные требования к ним, определение размеров.
ФУНДАМЕНТЫ ПОД ОСНОВАНИЕ Фундамент - опора, предназначенная для восприятия, амортизации и передачи на грунт статических и динамических нагрузок, которые возникают в системе сооружения в процессе эксплуатации машины. Фундамент должен удовлетворять следующим основным требованиям: 1) удельная нагрузка от машины на поверхность фундамента – не выше допустимых пределов; 2) удельная нагрузка на грунт системы машина-фундамент – не больше допустимой; 3) деформация фундамента под действием нагрузок – допустимая; 4) фундамент должен воспринимать и амортизировать все динамические нагрузки от действия машины, сохраняя свою жесткость, устойчивость и прочность; вибрация машины и фундамента - в пределах допустимой. Применительно к нефтегазовой отрасли фундаменты можно разделить на две основные группы. 1. Для стационарных машин со сложной динамикой, например компрессоров, сооружают достаточно массивные прочные фундаменты. 2. Для машин или машинных комплексов полустационарного типа с частым перемещением с места на место, например для буровых установок, сооружают временные фундаменты облегченной конструкции с частичным использованием нормализованных элементов этих фундаментов на новом месте монтажа. Однако известно, что большинство агрегатов и механизмов буровой установки работают в условиях больших и сложных нагрузок, поэтому облегченность сооружаемых фундаментов компенсируется мощными стальными основаниями, на которых это оборудование смонтировано, и в виде мелких или крупных блоков транспортируется с места на место. Площадь и форма верхней плоскости фундамента определяются размерами и формой машины. Для прочности краев фундамента верхняя его плоскость должна быть на 100 - 200 мм больше с каждой стороны станины машины. Поверхность фундамента, на которую распределяется сила тяжести машины, следует проверить на смятие по формуле
где ρф - давление на верхнюю плоскость фундамента, МПа; Qм - сила тяжести машины, Н; F ф - площадь поверхности фундамента, находящаяся под действием силы тяжести машины, м2; ρ доп -допускаемое давление, МПа; для сосны, вдоль волокон, ρ доп = 6,0 - 9,0 МПа; для дуба, вдоль волокон, ρ доп = 8,0 - 10,0 МПа; для бутовой кладки на цементном растворе и для бетона ρ доп = 15,0 МПа. Высота фундамента Н = h1 + h2 (рис. 2.1). Высота подземной части фундамента h1 определяется глубиной залегания прочных нетронутых грунтов, подпочвенных вод и глубиной их промерзания. Минимальная глубина заложения во многом зависит от назначения фундамента. Если монтаж машины носит временный характер, например, для блоков и агрегатов буровых установок, снабженных жесткими стальными основаниями, то глубину заложения фундамента принимают минимальной, т.е. ограничиваются расчисткой площадки и снятием растительного слоя до нетронутых грунтов. Как показала практика строительства, можно сооружать фундаменты для простых машин и на насыпных грунтах определенного качества. Для стационарных машин подошва фундамента должна быть ниже расчетной глубины промерзания для любых по качеству грунтов, кроме скальных, крупноблочных и крупногравелистых, для которых этот фактор, так же как и уровень грунтовых вод, можно не принимать во внимание. В основном это требование связано с опасностью выпучивания грунта при замерзании, если уровень грунтовых вод находится в зоне, подверженной действию отрицательных температур. Для машин с небольшими динамическими нагрузками глубина заложения фундамента иногда определяется длиной фундаментных болтов и расстоянием от их нижнего конца до подошвы фундамента. Это расстояние принимается не менее 150 мм. Высота надземной части фундамента h2 определяется технологическими параметрами установки. Так, для установки центробежного насоса при подсоединении трубопроводов будет достаточен фундамент высотой 0,5-0,7 м. Высота фундаментов буровых установок определяется (с учетом высоты основания блоков) условиями циркуляции бурового раствора и размещением превенторов под полом буровой. Во всех случаях суммарная высота фундамента должна быть минимально необходимой, так как с увеличением высоты растет опрокидывающий момент, возникающий в сооружении во время работы машины. Площадь подошвы фундамента определяется из условия обеспечения устойчивости грунта, на который все сооружение опирается (рис. 2.2).
Длину заделки фундаментного болта в бетон фундамента l0 можно определить из условий равнопрочности на разрыв и сцепление болта с бетоном (рис. 2.6, а):
где dр - внутренний диаметр резьбы болта; d - диаметр болта. Отсюда, принимая dр ≈ d, получим
Принимая допускаемое напряжение на разрыв болта [σраст] = 80 МПа и сцепление с бетоном σсц = 0,5 МПа, получим l0 = 40 d. В зависимости от качества бетона для гладких болтов принимают, обычно, l0 = (20-30) d, для болтов с крючком (петлей) на конце достаточно l0 = (10-15) d. Зная длину заделки l0, определяют по монтажному чертежу общую длину фундаментного болта. Следует иметь в виду, что после установки станины на фундамент между ней и поверхностью фундамента должен быть оставлен зазор 40-50 мм для последующей заливки цементом. Длина съемных фундаментных болтов определяется по конструктивным соображениям: чем длиннее болт, тем эластичнее крепление машины и меньше перекос болтов при их установке. Обычно длина их не меньше длины глухих болтов. Необходимые размеры анкерных плит (рис. 2.6, б) могут быть определены, исходя из максимально допустимого усилия затяжки болта и допустимого напряжения бетона на скалывание и смятие (табл. 2.2). Анкерные плиты изготовляют из листовой толстой стали или в виде чугунных отливок с ребрами жесткости.
9. Пуск оборудования в эксплуатацию. Особые требования к опасному оборудованию. Эксплуатационная обкатка машин.
Пуск оборудования в эксплуатацию проводят в соответствии с действующими инструкциями и правилами. Значительную часть оборудования составляют машины различного назначения. Разрешение на пуск в эксплуатацию транспортных средств, регистрируемых в ГИБДД, выдает районное отделение ГИБДД на основании технического осмотра, а на не подлежащих регистрации, лицо, ответственное за их эксплуатацию на предприятии. Разрешение на пуск в работу грузоподъемных машин, подлежащих регистрации в органах Госгортехнадзора, выдает, участковый инспектор Госгортехнадзора, а на грузоподъемные машины, не подлежащие регистрации, работник организации. Основанием для выдачи такого разрешения служат документы завода-изготовителя, поступившие с машиной, и результаты технического освидетельствования. Разрешение на пуск в работу грузоподъемных машин записывают в их паспорт или журнал учета и осмотра. Запись ведет лицо, выдавшее разрешение. Техническое освидетельствование грузоподъемных машин проводит предприятие под руководством работника, ответственного за надзор. Его разделяют на полное и частичное. При полном освидетельствовании грузоподъемные машины подвергаются осмотру, статическому и динамическому испытаниям, а при частичном эти испытания не проводят. Грузоподъемные машины осматривают для проверки в работе всех их механизмов, приборов и тормозов. Статическое испытание выполняют под нагрузкой, на 25 % превышающей номинальную грузоподъемность. При этом проверяют прочность машины в целом и ее отдельных элементов. У стреловых кранов одновременно контролируют грузовую устойчивость. Тележку мостовых и других кранов размещают так, чтобы ее положение отвечало наибольшему прогибу. Крюком захватывают груз, поднимают его на высоту 200-300 мм и выдерживают в течение 10 мин. При таком испытании стрелу кранов устанавливают относительно ходовой платформы в положение, отвечающее наименьшей устойчивости крана. Груз поднимают на высоту 100-200 мм и выдерживают в течение 10 мин. Динамическое испытание грузоподъемных машин проводят под грузом, на 10 % превышающим грузоподъемность машины. При этом проверяют действие механизмов машины и их тормозов, повторно поднимают и опускают груз на разную высоту. Полному техническому освидетельствованию подвергают все вновь пускаемые грузоподъемные машины. В процессе эксплуатации грузоподъемные машины подвергают периодическому техническому освидетельствованию: частичному - не реже одного раза в 12 мес и полному - не реже одного раза в 3 года. Разрешение на пуск в работу сосудов, подлежащих регистрации, выдает инспектор Госгортехнадзора, а сосудов, не подлежащих регистрации, - лицо, ответственное за их эксплуатацию на предприятии (на основании документов завода-изготовителя и технического освидетельствования). Техническое освидетельствование сосудов проводят до пуска их в работу и периодически в процессе эксплуатации. Причем эта функция возлагается на инспектора Госгортехнадзора (для регистрируемых сосудов) и на лицо, ответственное за эксплуатацию сосудов на предприятии (для нерегистрируемых). В техническое освидетельствование сосудов входят внутренний осмотр (через каждые 2 года их работы) и гидравлическое испытание. Сосуды с рабочим давлением до 0,5 МПа испытывают водой под давлением 1,5 МПа в течение 5 мин через каждые 8 лет их работы. Эксплуатационная обкатка машин - обязательная технологическая операция подготовки их к работе. Это второй этап приработки поверхностей трения, обеспечивающий надежную работу машин в начале эксплуатации. Целью обкатки является создание оптимальной шероховатости новых и восстановленных поверхностей трения для обеспечения их минимального износа. Обкатка выявляет также дефекты конструкции и производства. Все новые и капитально отремонтированные машины обкатывают на различных режимах, которые устанавливают на основе инструкций заводов-изготовителей и ремонтных предприятий. Эксплуатационная обкатка включает следующие этапы: обкатка двигателя на холостом ходу, обкатка машины на холостом ходу и обкатка машины под нагрузкой. Перед обкаткой машину очищают от пыли и грязи и смазывают. Кроме того, подтягивают наружные крепления, проверяют уровень масла во всех картерах, заправляют топливные баки и систему охлаждения. Обкатка двигателя на холостом ходу длится 15-30 мин, из них первые 5-10 мин с пониженной частотой вращения коленчатого вала (60-800 мин-1). Затем частоту вращения коленчатого вала двигателя постепенно увеличивают до нормальной. Во время обкатки двигатель прослушивают, проверяют показания контрольных приборов, плотность соединения трубопроводов и фланцев, а также несколько раз включают сцепление и проверяют правильность его регулировки. Обкатку машины на холостом ходу выполняют по окончании обкатки двигателя. Проверяют работу системы управления (гидравлической, пневматической или рычажно-механической) рабочими органами. Во время обкатки рабочие органы фиксируют в различных положениях. При этом наблюдают за состоянием отдельных сборочных единиц системы управления, а также плотностью соединения трубопроводов и фланцев. Затем обкатывают машину на всех передачах. При этом наблюдают за состоянием двигателя, трансмиссии, механизма поворота и ходового оборудования. Общее время обкатки машины на холостом ходу составляет до 10 % общего времени эксплуатационной обкатки. Заменяют масло в картере двигателя и промывают фильтры грубой очистки. Обкатку машины под нагрузкой ведут при разной степени (1/3, 1/2, 3/4) нагрузки. Продолжительность этих периодов соответственно составляет 10-25 %, 30-40 % и 40-60 % общего времени обкатки. В конце нагрузка равномерно нарастает до нормальной. Нагрузка должна увеличиваться плавно и постоянно, но не должна превышать 75 % номинальной мощности двигателя в конце процесса обкатки. В период обкатки под нагрузкой проверяют работу всех сборочных единиц машины и тщательно проводят межсменное техническое обслуживание. Признаком удовлетворительно проведенной обкатки служит устойчивая работа всех сборочных единиц машины. Общая продолжительность эксплуатационной обкатки для экскаваторов - 60-90 ч; тракторов и бульдозеров - 40-60 ч; простейших машин - 8-10 ч; автомобилей - 1000 км пробега. Весь период обкатки машины строго контролируется с исользованием необходимых контрольно-измерительных приборов; ведется наблюдение за температурой подшипников, наличием, характером и величиной вибраций, уровнем шума. При значениях показателей, превышающих номинальные, машину немедленно останавливают для выявления причин нарушения режима обкатки. Поскольку процесс обкатки сопровождается интенсивным отделением микрочастиц от трущихся деталей, пары трения необходимо обильно смазывать (в среднем в два раза чаще, чем при обычной эксплуатации). Эксплуатационная обкатка машин завершается техническим обслуживанием № 1 (ТО-1). При этом снимают ограничители мощности двигателя и выполняют следующие дополнительные операции: подтягивают гайки шпилек крепления головки цилиндров двигателей, проверяют затяжку гаек наружных креплений, заменяют масло во всех картерах, промывают топливный и масляный фильтры, а также регулируют главное сцепление, тормоза, ходовое оборудование и другие агрегаты. После обкатки и осмотра составляют акт, в котором указывают перечень выполненных операций после обкатки и время работы двигателя на ограниченной мощности, делают соответствующую запись в формуляре и дают разрешение на эксплуатацию машины. Следует помнить, что приработка поверхностей трения не заканчивается во время обкатки машин. Она продолжается еще некоторое время. В связи с этим первые 5-10 сут работы машины должны находиться под наблюдением мастеров-наладчиков или механиков участков.
|
||||||
|
|
Последнее изменение этой страницы: 2017-01-25; просмотров: 3625; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.62.99 (0.019 с.) |