Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление отливок в разовых песчаных формахСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
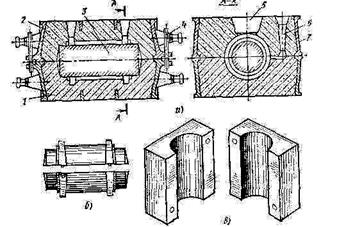
Сущность способа литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, изготовленных из формовочных смесей путем уплотнения с использованием модельного комплекта. После затвердевания залитого металла и охлаждения отливки производят ее выбивку, очистку и обрубку. Литейная форма (рис. 21, а) представляет собой систему элементов, образующих рабочую полость, в которую заливают расплавленный металл. Литейная форма обычно состоит из верхней 2 и нижней полуформ, которые изготовляют в литейных опоках 7 – приспособлениях для удержания формовочной смеси. Верхнюю и нижнюю полуформы взаимно ориентируют при помощи металлических штырей 4,которые вставляют в отверстия приливов у опок. Для образования полостей, отверстий или иных сложных контуров в формы устанавливают литейные стержни 3,которые фиксируют при помощи выступов, входящих в соответствующие впадины в полости формы. Для подвода расплавленного металла в полость литейной формы, обеспечения ее заполнения и питания отливки при затвердевании изготовляют литниковую систему 5 и 6.
Рис. 21. Эскизы литейной формы и модельной оснастки а – литейной формы; б — модели; в — стержневого ящика
Формовочные и стержневые смеси используют для изготовления литейных форм. В качестве исходных формовочных материалов используют формовочной кварцевый песок различной зернистости, литейные формовочные глины и вспомогательные материалы (мазут, графит, тальк, древесную муку и др.). Формовочные смеси представляют собой многокомпонентное сочетание материалов, соответствующее условиям технологического процесса изготовления литейных форм. Их подразделяют на смеси для стальных, чугунных и цветных сплавов. Для изготовления отливок используют облицовочные, наполнительные и единые смеси. Облицовочной называют смесь, из которой изготовляют рабочий слой формы. Рабочим называют слой, соприкасающийся с расплавленным металлом, и его наносят на литейную модель слоем толщиной 15÷30 мм. Такая смесь содержит 50÷90% свежих формовочных материалов, а остальные 50÷10% – оборотная смесь, подготовленная для повторного употребления в качестве составляющей части формовочной смеси. Наполнительной называют смесь, используемую для наполнения формы после нанесения на поверхность модели облицовочного слоя. В состав наполнительной смеси обычно входит 90÷98% оборотной смеси и 10÷2% свежих формовочных материалов. Единой называют смесь, используемую одновременно в качестве облицовочной и наполнительной смесей. В состав этой смеси входит 85÷90% оборотной смеси и 15÷10% свежих формовочных материалов. Единую смесь используют при механизированном производстве отливок.
Стержневые смеси представляют собой многокомпонентное сочетание материалов, соответствующих условиям технологического процесса изготовления неметаллических литейных стержней. Стержневые смеси для сложных стержней приготовляют из кварцевого песка с добавкой различных связующих материалов (олифы, сульфитно-спиртовой барды, синтетических смол и т.д.). Для простых крупных стержней используют кварцевый песок с добавкой глины. Чтобы стержень не пригорал к отливке, в смесь вводят уголь, графит, мазут, а для обеспечения податливости стержней – древесные опилки и торф. Широко применяют жидкие самотвердеющие смеси, обладающие способностью течь после приготовления и самопроизвольно отвердевать и упрочняться по всему объему. Такие смеси в течение 8 ÷ 12 мин. После приготовления обладают подвижностью а через 30÷50 мин после заполнения стержневого ящика затвердевают. Формовочные и стержневые смеси должны обладать достаточной прочностью, высокой газопроницаемостью, пластичностью, достаточной огнеупорностью и податливостью, пониженной газотворной способностью и другими свойствами. Для образования рабочей полости литейной формы используют модельный комплект – приспособления, включающие литейную модель, стержневые ящики (один или несколько), модельные плиты, модели литниковой системы. Литейная модель (рис. 21, б) – приспособление, при помощи которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки. Модели бывают неразъемные, разъемные и специальные. Стержни нужных размеров и форм получают в стержневых ящиках (рис.21, в). Рабочая полость ящика заполняется стержневой смесью. Стержневые ящики бывают неразъемные и разъемные. Модельная плита позволяет оформить разъем литейной формы. На ней располагают различные части модели, включая модели литниковой системы, и набивают одну из парных опок.
Каналы и элементы 6 (рис. 20, а),служащие для подвода расплавленного металла, называют литниковой системой, которая также питает отливки при затвердевании. Она состоит: из литниковой чаши для приемки расплавленного металла и подачи его в форму; стояка, в виде вертикального или наклонного канала, для подачи металла из литниковой чаши непосредственно в рабочую полость формы или к другим элементам системы. Шлакоуловитель служит для удержания шлака и других неметаллических примесей. Через питатель расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служит выпор 5, который выполняют в верхней полуформе.
Изготовление литейных форм
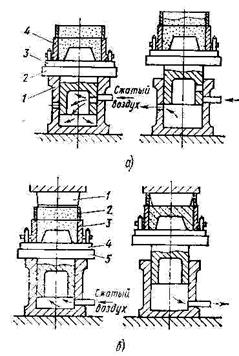
Изготовление литейных форм – формовка – сводится к уплотнению формовочной смеси для получения точного отпечатка модели в форме и придания ей необходимой прочности. В форме предусматривают вентиляционные каналы для выхода газов, образующихся при заливке расплавленного металла. После извлечения модели форму отделывают и производят сборку опок. В зависимости от заливаемого металла, размеров и массы отливки применяют сырые, сухие и химически твердеющие формы, которые изготовляют вручную, на формовочных машинах и на автоматических линиях формовки. Ручную формовку применяют в единичном и мелкосерийном производствах при изготовлении крупных отливок. В большинстве случаев песчаные разовые формы изготовляют в парных опоках по разъемной модели. Кроме того, в парных опоках производят формовку по неразъемной модели. Для крупных отливок массой в несколько десятков тонн формы изготовляют в специальных ямах (кессонах), дно которых находится ниже уровня пола цеха. Стенки и дно кессона, как правило, облицовывают батоном или железобетоном. Машинная формовка – основной метод изготовления литейных форм в парных опоках – осуществляется по модельным плитам. Машинная формовка позволяет механизировать уплотнение формовочной смеси в опоках и удаление модели из формы (самые трудоемкие операции), а также произвести вспомогательные операции: поворот полуформ, устройство литниковых систем и др. При машинной формовке улучшается качество уплотнения форм, повышаются точность геометрических размеров отливок и производительность. Уплотнение формовочной смеси производят на встряхивающих и прессовых машинах, а также с помощью пескомета. При уплотнении форм на встряхивающих машинах (рис. 22, а)стол 2 вместе с модельной плитой 3,опокой 4 и формовочной смесью поднимается сжатым воздухом на высоту 60÷80 мм, а затем автоматически происходит выпуск воздуха из полости цилиндра в атмосферу и стол падает, ударяясь о станину. Под действием сил инерции лежащие выше слои давят на лежащие ниже, и происходит уплотнение формовочной смеси. Встряхиванием можно уплотнять формовочную смесь в опоках любой высоты.
Рис. 22. Схемы уплотнения формовочной смеси а – встряхиванием; б – прессованием; в – пескометом
При уплотнении прессованием (рис. 22, б) прессовая колодка 1 давит на поверхность смеси, находящейся в опоке 3 и наполнительной рамке 2. В процессе прессования стол 5 поднимается вместе с модельной плитой 4,опокой и наполнительной рамкой навстречу прессовой колодке, которая входит внутрь наполнительной рамки. В результате прессования песчинки сближаются и прочно сцепляются между собой.
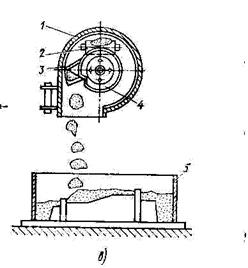
При уплотнении пескометом (рис. 22, в)формовочная смесь подается ленточным конвейером 2 в головку и захватывается ковшом 3, укрепленным на вращающемся роторе 4.Формовочная смесь ковшом выбрасывается в опоку 5. Уплотнение формовочной смеси происходит при помощи кинетической энергии движения порции смеси при падении ее на поверхность уплотняемой формы. Извлечение моделей из форм при машинной формовке осуществляют с помощью специальных вытяжных и поворотных механизмов, что способствует получению более точных отливок. Изготовление стержней заключается в формовании сырых стержней, их сушке, отделке и окраске. Для повышения прочности стержней в них закладывают каркасы, а для увеличения их газопроницаемости в них делают вентиляционные каналы. Сушку стержней производят на металлических сушильных плитах при температуре 200÷2800С в течение 2÷12 ч. Изготовляют стержни в большинстве случаев на различных стержневых машинах: встряхивающих, прессовых и пескодувных, а также на установках с использованием жидкоподвижных самотвердеющих смесей.
Заливка литейных форм
Сборка литейных форм включает установку стержней, контроль точности размеров основных полостей формы, накрывание нижней полуформы верхней, скрепление полуформ перед заливкой. Заливают формы расплавленным металлом из конических, барабанных и других ковшей, футерованных огнеупорным материалом и высушенных до полного удаления влаги. Температура заливки металла зависит от рода сплава, толщины стенок отливок, их конфигурации и т. п. Заливку форм ведут без перерыва, с полным заполнением литниковой чаши. После заливки и охлаждения металла отливки выбивают из форм на вибрационных решетках и очищают от приставшей или пригоревшей формовочной смеси в очистных барабанах или дробеметных устройствах камерного или барабанного типа. При очистке в дробеметных устройствах отливки подвергаются ударному воздействию струи металлической дроби, выбрасываемой дробеметным колесом со скоростью до 70 м/с. Обрубку и зачистку отливок от остатков питателей, заусенцев и заливок производят абразивными кругами или на обрезных прессах. Механизация и автоматизация процессов литья в песчаные формы заменяет ручной труд машинным, повышает производительность труда, улучшает качество отливок. Для изготовления литейных форм используют различные высокопроизводительные автоматические машины и автоматические линии. Производительность таких автоматических установок достигает до 300 форм в час.
В производстве широко применяют автоматические заливочные установки. Для создания хороших условий труда и повышения эффективности в литейных цехах применяют комплексную механизацию выбивки форм, очистки, обрубки и предварительной окраски отливок.
|
||||||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 1192; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.78.107 (0.012 с.) |