Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Электрическая дуговая сваркаСодержание книги
Поиск на нашем сайте
Электрическая дуговая сварка является одним из наиболее распространенных способов сварки плавлением (рис. 42).
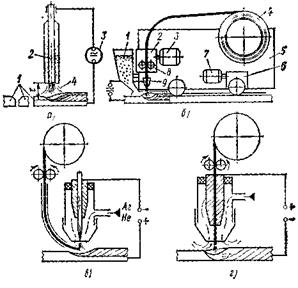
Рис. 42. Схемы дуговых способов сварки плавлением: а – ручной; б – автоматической под флюсом; в – неплавящимся электродом в защитных газах; г – плавящимся электродом в защитных газах.
К свариваемым заготовкам 1 (рис. 42, а) и к электроду 2 подводится постоянный или переменный ток от специального источника тока 3 и возбуждается электрическая сварочная дуга 4 – стабильный электрический разряд в ионизированных парах или газах. Электропроводимость промежутка 1, в котором возбуждается и функционирует дуга, обусловлена электронами и ионами, возникающими в результате термической ионизации. Температура, необходимая для ионизации в момент возбуждения дуги, получается вследствие выделения теплоты при коротком замыкании электрода на деталь; в установившемся процессе ионизация происходит под действием высокой температуры дуги. Максимальная температура дуги наблюдается в осевой ее части и составляет 60000С. На поверхностях электродов температура обычно близка к температуре кипения материала электродов. Тепловая мощностьдуги зависит от величины силы тока и напряжения. Меньшая часть теплоты сварочной дуги теряется в окружающей атмосфере, а большая часть идет на нагрев и плавление основного и присадочного металлов. Для питания сварочной дуги применяют специальные источники тока, по своим характеристикам существенно отличные от источников тока для освещения, питания электродвигателей, тепловых установок и др. Сварочные источники тока должны обеспечивать стабильную дугу при относительно невысоком напряжении и легкое регулирование величины тока, постоянство тока при изменении длины дуги и должны безаварийно выдерживать режим короткого замыкания. Применяют источники переменного тока (сварочные трансформаторы) и постоянного тока (генераторы или выпрямители), которые обеспечивают большую стабильность дуги и поэтому предпочтительнее. Дуговую сварку можно выполнить плавящимся и неплавящимся электродами. В качестве плавящегося электрода рекомендуют применять металлический стержень состава, идентичного составу свариваемых заготовок. В качестве неплавящегося электрода применяют, как правило, вольфрамовый стержень. Сварку неплавящимся электродом можно вести без присадки или с применением присадочного материала, подаваемого непосредственно в дугу. Разновидности дуговой сварки плавлением различают в зависимости от степени автоматизации и рода защиты расплавленного металла от воздействия окружающей атмосферы.
Ручная дуговая сварка
При ручной дуговой сварке(рис.42, а) возбуждение дуги, ее поддержание, опускание электрода по мере его плавления и перемещение электрода вдоль свариваемых заготовок осуществляет сварщик. В качестве электродов в этом случае применяют прутки из сварочной проволоки, покрытые специальным составом. В покрытия электрода вводят элементы, способствующие стабилизации дуги и осуществляющие защиту расплавленного металла от вредного воздействия окружающей среды, раскисление и легирование металла шва. По назначению электроды подразделяют: для сварки конструкционных углеродистых, низколегированных и легированных сталей, а также цветных металлов и сплавов и для наплавочных работ. Основным требованием, предъявляемым к электродам, является обеспечение необходимой прочности и нужного структурного состава металла шва. Электроды подразделяют на типы, обозначаемые буквой Э и последующей цифрой, указывающей предел прочности металла шва, выполненного данным электродом. Например, Э-42, Э-55,... Э-125 и т. д. Электроды каждого типа могут иметь несколько марок, определяющих систему легирования металла шва. На практике чаще всего применяют электроды диаметром 2÷6 мм. Чем больше толщина свариваемого металла, тем больше должен быть диаметр электрода. Ручную дуговую сварку широко применяют в машиностроении при сварке заготовок из сталей и цветных металлов благодаря своей универсальности и возможности вести процесс во всех пространственных положениях: нижнем, вертикальном, потолочном. Основные недостатки этого способа – малая производительность и необходимость высокой квалификации оператора.
|
||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 229; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |