Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устранение деформаций после сваркиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
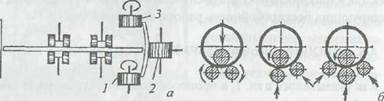
Для крупногабаритных сварных узлов применяют гидравлические правильные прессы и специализированные правильные машины. Так. грибовидность сварных двутавровых балок - деформацию полок, образующуюся вследствие усадки сварных швов, выправляют на специализированной машине по схеме, приведенной на рис. 4.27 Широко применяемая для устранения деформаций термическая правка - это концентрированный и быстрый нагрев небольших участков конструкции с целью создания в них пластических деформаций сжатия. Быстро нагретый участок, когда вокруг него металл остаётся сравнительно холодным, стремится расшириться во все стороны и из-за сопротивления расширению со стороны окружающего его холодного металла получает пластические деформации укорочения. В результате площадь прогретого участка после охлаждения уменьшается. Термическую правку применяют в основном для устранения деформаций коробления листовых конструкций и ликвидации изгиба балочных конструкций. На рис. 4.26 изображена искривлённая балка таврового сечения, и тёмными пятнами показаны возможные формы и расположение прогретых участков для выправления балки. Для механической правки в холодном состоянии крупнога баритных сварных узлов применяют гидравлические правильные прессы и специализированные правильные машины. Так. грибовид-ность сварных двутавровых балок - деформацию полок, образующуюся вследствие усадки сварных швов, выправляют на специализированной машине по схеме, приведенной на рис. 4.27, а. Ролики 1 и 3 служат для подачи балки в процессе правки, нажимной ролик 2 совершает возвратно-поступательное движение, передаваемое ему от электродвигателя через червячный редуктор и зубчатую передачу. Сварные цилиндрические оболочки правят на трёх- и четырёх-валковых листогибочных машинах (рис. 4.27, б). Термомеханическая правка заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Эта нагрузка может создаваться домкратами, прессами или другими устройствами. Применение дополнительного нагрева способствует снижению усилий, необходимых для устранения деформаций. Такой способ правки обычно применяют для жёстких сварных узлов. Для исправления сварочных деформаций и пластического деформирования усиления сварных швов с целью улучшения свойств сварных соединений тонкостенных сосудов применяют специализированные станки для прокатки и проковки швов. Прокатка осуществляется роликами, а проковка - высокоскоростным ударным пневматическим устройством. При прокатке и проковке металл осаживается по толщине, в результате чего происходит его раздача в продольном и поперечном направлениях. Это приводит к небольшому устранению поперечной усадки и существенному или полном устранению продольных деформаций укорочения зоны сварки. В некоторых случаях, особенно если изделие сварено из высокопрочного материала, избавиться от деформаций очень трудно. Единственно эффективным способом борьбы с деформациями может стать отжиг конструкции в зажимном приспособлении (термофиксация). Приспособление изготавливается очень жёстким, а сварная конструкция зажимается таким образом, чтобы за счёт упругого деформирования ликвидировалась остаточная деформация или появилась деформация обратного знака, например обратный выгиб. В результате, когда конструкция вместе с зажимным приспособлением, обладающим большей жёсткостью, чем конструкция, нагревается в печи, упругая деформация переходит в пластическую, и после отпуска проектная форма восстанавливается. Попытки исправить конструкции из высокопрочных материалов вручную или под прессом часто приводят к её разрушению.
Рис. 4.26. Места прогрева (темные) сварной балки для её выправления
Рис. 4.27. Схемы механической правки сварных двутавровых балок (а) и цилиндрических оболочек (б)
|
||||
|
|
Последнее изменение этой страницы: 2016-12-16; просмотров: 1097; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.16.152 (0.006 с.) |