Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Принцип работы разматывателя.Содержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
С рулона, установленного на разматывателе, отмотать, используя кнопку «Толчок», полосу необходимой длины. Заправить ее конец в приемное устройство стана, при этом лента заправляется под механизм контроля размотки. Разматыватель готов к совместной работе с профилегибочным станом.
Профилегибочный стан Профилегибочный стан состоит из следующих основных узлов и механизмов: заправочного устройства, сварной рамы (станины), на которой установлены 14 клетей с парой валов с формующими валками, электромеханического привода. Заправочное устройство представляет собой жесткую раму, крепящуюся к фланцам рамы, на которой смонтировано 2 боковых щеки для заправки листа и 2 ролика для поддержки листа, при помощи которых задается направление профилируемого листа в стан. Щеки выставляются на ширину листа (1250 мм), что предотвращает смещение листа от заданного направления. Станина представляет собой сварную конструкцию (см. Приложение Рис. 2), состоящую из 2 двутавров с приваренными плитами, соединенных поперечными балками и установленные на 8 стойках. На станине смонтированы все элементы стана гибочного. Электромеханический привод состоит из мотора, редуктора, цепных передач, при помощи которых осуществляется вращение нижних валов (см. Приложение Рис. 2). Валы с формующими валками приводные нижние и не приводные верхние, состоят собственно из валов и набора валков, формирующих профиль С 16, закреплены в стойках. Характеристика установки профилирующей:
Отрезное устройство. Отрезное устройство, ножницы гильотинные электромеханические НГ 35.00.000 являются частью комплектации, входящей в стан гибочный предназначены для поперечной резки гофрированного профиля на мерные части. Ножницы снабжены фигурными (т.е. фасонными) ножами. Технические характеристики
Формирование профиля и порезки на мерные части происходит с остановкой профилирования, в автоматическом режиме.
Электрооборудование. Электрооборудование стана состоит из шкафа управления ШУ 21.00.000 и соединительных проводов (см. прикладываемые к стану гибочному электрические схемы и описания электрооборудования). РАЗМЕЩЕНИЕ И МОНТАЖ Все работы связанные с размещением и обслуживанием Стана гибочного должны производиться специально обученным персоналом. Перед началом работы необходимо ознакомиться с настоящим паспортом. 6.1. Правила распаковки: 6.1.1 Необходимо убедиться в сохранности транспортной тары. При наличии повреждений составляется дефектный акт, и предъявляются претензии к транспортной организации в установленном порядке. 6.1.2 Тару вскрывать только в помещении, в зимнее время – после выдержки в течение 4 часов, при температуре не менее 20˚ С. 6.1.3 Вскрыть тару и проверить комплектность поставки согласно настоящего паспорта. Размещение и монтаж. 6.2.1 Эксплуатация Стана гибочного допускается: 6.2.1.1. В помещениях с невзрывоопасной и не пожароопасной окружающей средой 6.2.1.2. В сухих отапливаемых помещениях при температурах от +4˚С до +40˚С, относительная влажность воздуха не более 80% при температуре 25˚ С. 6.2.1.3. При наличии промышленного источника сети переменного тока 380 Вт ± 15%, частотой 50 Гц ± 1%. 6.2.2 Стан гибочный должен быть установлен на прочное ровное бетонное основание 6.2.3 Правильный монтаж Стана гибочного и выравнивание механизмов, входящих в его комплектацию, по уровню и по параллельности осей, продляет срок службы всех механизмов. 6.2.4 Передача оборудования в монтаж должна производится по внешнему осмотру без разборки его на узлы, при этом проверяются: · наличие и полнота сопроводительной тех. документации; · соответствие оборудования проекту; · отсутствие видимых повреждений и дефектов оборудования, сохранность окраски, · наличие консервирующих и специальных покрытий; · комплектность оборудования. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ 7.1. К работе на Стане гибочном допускаются лица не моложе 18 лет, прошедшие инструктаж по ТБ, ознакомленные с настоящим паспортом и ее конструкцией. 7.2. При эксплуатации Стана гибочного запрещается: · Использовать Стан гибочный не по назначению; · Использовать металлические полосы с параметрами, отличающимися от указанных в технической характеристике, а именно толщина и жёсткость металла. · Поправлять, перезаправлять и останавливать вручную металлическую полосу во время производственного процесса; · Работать без защитных щитков и кожухов, предусмотренных конструкцией; · Нарушать целостность фирменных пломб; · Работать с неисправным заземлением! 7.3. Все электрооборудование Стана надежно заземлить, согласно требований ПУЭ, ПТБ и ПТЭ путем глухого присоединения всех металлических корпусных частей к общецеховой магистрали заземления. 7.4. К ремонту и обслуживанию электрооборудования допускаются лица электротехнического персонала, не моложе 18 лет, прошедшие инструктаж по технике безопасности, в соответствии с местными инструкциями, имеющий допуск к электроустановкам не ниже третей группы и при наличии соответствующего периодически проверяемого электроинструмента. ПОДГОТОВКА СТАНА К РАБОТЕ 8.1. Перед началом работы Стан гибочный должен быть установлен на прочное бетонное основание. 8.2. Произвести подключение всех электрических цепей (согласно прилагаемых электрических схем), обязательно заземлить. 8.3. Произвести соединение электрического и электронного оборудования (согласно прилагаемой документации к Стану гибочному). 8.4. Перед соединением Стана гибочного к сети, проверить, правильно ли все соединено, установить все защитные кожуха и закрыть пульт управления. 8.5. Подсоединить Стан гибгочный к сети. 8.6. Перед первым пуском произвести заправку маслом редукторов гильотины и стана, а также прошприцевать подшипники рабочих клетей. 8.7. Порядок работы
8.7.1. Выставить рулон металла на устройство разматывающее. 8.7.2. Включить устройство разматывающее. 8.7.3. Заправить лист вручную, через ролики заправочного стола в первую клеть. 8.7.4. В режиме «Наладки» прогнать лист через все клети к гильотине. 8.7.5. Пропустить профиль между ножами гильотины (около полуметра) 8.7.6. Обрезать гильотиной заправочный конец профиля. 8.7.7. Стан гибочный готов к автоматическому режиму работы. 8.7.8. Включить стан в автоматический режим, задав при этом количество и длину мерных частей гофрированного профиля. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ Техническое обслуживание Стана включает в себя ежедневное техническое обслуживание и периодическое техническое обслуживание. 9.1. Ежедневное техническое обслуживание проводится каждый раз перед началом работ и включает в себя: 9.1.1. Проверить наличие масла в редукторах; 9.1.2. Проверить натяжение цепной передачи; 9.1.3. Проверить крепления всех узлов и механизмов, при необходимости подтянуть болты креплений. 9.2. Периодическое техническое обслуживание проводится еженедельно и ежемесячно: 9.2.1. Еженедельно (перед началом работы в начале недели) выполнить п. 9.1.1 – 9.1.3, и дополнительно. 9.2.1.1. Очистить колесо датчика длины. 9.2.1.2. Очистить направляющие, перемещающиеся винты, поверхность поддержки. 9.2.2. Ежемесячно (в первые дни месяца, 1-5 числа месяца) выполнить п. 9.1 … 9.2.1., и дополнительно: 9.2.2.1. Проверить валы входа; 9.2.2.2. Проверить натяжение цепей; 9.2.2.3. Проверить установку датчика длины; 9.2.2.4. Проверить установку электродвигателя. 9.2.2.5. Проверить установку редуктора; 9.2.2.6. Проверить износ ножей ножниц пневматических; 9.2.2.7. Проверить установку штепсельных разъемов электрооборудования. 9.2.2.8. Проверить уровень масла в редукторах: · доливать через 500 часов · заменить через 3 000 часов (рекомендуемое масло – полужидкое марки «Трансол 200») 9.2.2.9. Проверить шум Стана и возможные изменения; 9.2.2.10. Проверить функционирование всех электроклапанов и датчиков. 9.2.2.11. Прочистить электронное оборудование пылесосом 9.3. О всех неисправностях, выявленных в процессе технического обслуживания, записывать в журнале отказов, где указать: 9.3.1. Дату и время; 9.3.2. Температуру окружающей среды и внешнее проявление неисправности; 9.3.3. Обстоятельства предшествующие отказу, фамилия и подпись оператора. МАРКИРОВКА На шильдике Стана гибочного должны быть нанесены: 10.1. Товарный знак предприятия изготовителя; 10.2. Обозначение Стана гибочного; 10.3. Заводской номер и дата изготовления; 10.4. Частота тока и напряжение питающей сети; 10.5. Номинальная потребляемая мощность. ТАРА И УПАКОВКА 11.1. Перед упаковкой Стана гибочного произвести пломбирование крышек механизмов и пульта управления. 11.2. Электрическое, электронное оборудование изделия должно быть разделено на модульные секции, тщательно завернуто в оберточную бумагу ГОСТ 8273-75 и помещено в упаковочные ящики. 11.3. Документацию на стан вкладывают в полиэтиленовый пакет и помещают в упаковочный ящик. 11.4. На ящиках с электрооборудованием и электроникой должны быть нанесены следующие знаки: «Осторожно – хрупкое», «Вверх», «Боится сырости». ТРАНСПОРТИРОВКА И ХРАНЕНИЕ 12.1. Упакованный Стан гибочный может транспортироваться любым видом транспорта с учетом следующих требований: 12.1.1. температура окружающей среды от - 25°С до +55°С; 12.1.2. транспортная тряска с ускорением до 9,8 м/с; 12.1.3. относительная влажность до 80% при температуре 35°С 12.2. Хранение Стана гибочного в упакованном виде должно производиться по группе условий хранения 4 ГОСТ 15150-69. 12.3. Способ укладки упакованного Стана гибочного на транспортное средство должен исключать возможность его самопроизвольного перемещения. 12.4. Во время погрузочно-разгрузочных работ и транспортировки, ящики (с упакованными модулями) не должны подвергаться резким ударам и воздействию атмосферных осадков. 12.5. Подъем и перемещение Стана гибочного и его составных устройств осуществляется за специально предусмотренные места. Подъем и транспортировка за другие элементы категорически запрещена. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ Стан гибочный для изготовления профилей типа СГ, заводской № 392 соответствует требованиям сопроводительной документации и признан годным к эксплуатации
Представитель ОТК ___________________ ЧАО «Финпрофиль» (подпись)
М.П.
ГАРАНТИЯ ИЗГОТОВИТЕЛЯ 14.1. Изготовитель гарантирует соответствие Стана гибочного для изготовления профилей типа СГ заводской № 392 требованиям конструкторской и эксплуатационной документации при условии соблюдения потребителем правил транспортировки, хранения и эксплуатации. 14.2. Гарантийный срок эксплуатации устанавливается в течение 12 месяцев, после подписания акта сдачи-приемки Оборудования.
Дата ввода в эксплуатацию «_____»___________________20__ г.
Председатель эксплуатационной организации ________________ (подпись)
М.П. СВЕДЕНИЯ О РЕКЛАМАЦИЯХ 16. СВЕДЕНИЯ О ПРОВЕДЕНИИ ПЕРИОДИЧЕСКИХ 16.1 Сведения о проведении периодических технических обслуживаний приведены в таблице 3. Таблица 3
СВЕДЕНИЯ ОБ УПАКОВКЕ Стан гибочный для изготовления профилей типа СГ заводской № 392 упакован изготовителем, согласно требованиям конструкторской документации.
Дата упаковки _______________________
Упаковку произвел _______________________ (подпись)
М.П.
Стан после упаковки принял ________________________ (подпись) КАРТА СМАЗКИ
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
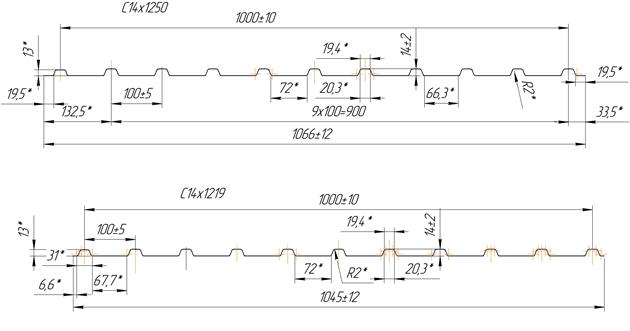
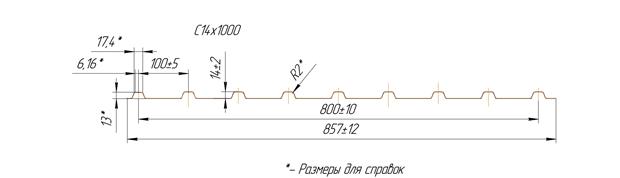
ПРИЛОЖЕНИЕ ЭСКИЗ ПРОФИЛЯ С 16
Рисунок 1.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 999; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.15.113.71 (0.01 с.) |