Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение количества оборудования по операциям и их загрузкаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Расчётное количество оборудования поточной линии определяется для каждой операции по формуле:
где
Загрузка оборудования во времени по каждой операции определяется как отношение расчётного к принятому количеству единиц оборудования:
где
Средний коэффициент загрузки оборудования:
Полученные данные свожу в таблицу 2
Таблица 2 - Количество оборудования по операциям и его загрузка
3.3 Составляем ведомость оборудования (таблица 2.1) Таблица 2.1 – Ведомость оборудования
3.4 Определение времени выполнения задания Определение времени, необходимого для выполнения задания
где Учитывая, что обрабатываемая деталь мелкая и для размещения заделов не требуется значительных площадей, принимаю период установленного регламента линии равным длительности полсмены, т.е. Тогда
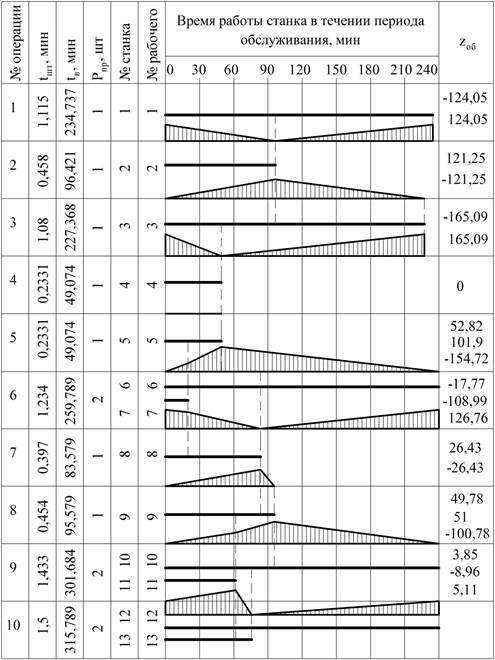
График-регламент работы оборудования поточной линии График регламент представлен на рисунке 1
Рисунок 1-График-регламент работы оборудования поточной линии Расчёт межоперационных оборотных заделов и построение эпюр их изменения Для расчёта и построения эпюр межоперационных оборотных заделов определяется количество и величина периодов с неизменным числом работающих станков на смежных i-ой и j-ой операциях Количество и величина После определения
где
Определение транспортного задела и выбор транспортных средств 3.7.1 Начальный межлинейный транспортный задел заготовок перед первой операцией
где
3.7.2 Расчёт технологического задела Технологический задел линии определяется по формуле:
где m – число операций на линии.
3.7.3 Расчёт страхового задела Размеры страхового задела рекомендуется определять применительно к конкретным условиям работы каждой поточной линии, исходя из установленного периода времени страхования
где
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-18; просмотров: 900; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.137 (0.01 с.) |


 – норма штучного времени i-ой операции, мин/шт,
– норма штучного времени i-ой операции, мин/шт, - количество одновременно обрабатываемых деталей на станке
- количество одновременно обрабатываемых деталей на станке



 - принятое количествооборудования
- принятое количествооборудования




 , шт
, шт

















 - период установленного регламента.
- период установленного регламента.






 .
.
 ,
,  – принятое количество станков работающих в период Тк на этих операциях,
– принятое количество станков работающих в период Тк на этих операциях, ,
,  – норма штучного времени данных смежных операций, мин/шт.
– норма штучного времени данных смежных операций, мин/шт.




















 определяется по формуле:
определяется по формуле:
 - время транспортировки, включая погрузку и разгрузку, мин,
- время транспортировки, включая погрузку и разгрузку, мин, - размер транспортной партии,
- размер транспортной партии,
 – грузоподъёмность транспортирующего агрегата, кг,
– грузоподъёмность транспортирующего агрегата, кг, - масса детали (заготовки), кг.
- масса детали (заготовки), кг.

 шт.
шт. , необходимого для ликвидации перебоев в работе оборудования по формуле:
, необходимого для ликвидации перебоев в работе оборудования по формуле:
 - число страхуемых операций (наиболее загруженных),
- число страхуемых операций (наиболее загруженных),