Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организация производства на участке (линии)Содержание книги
Поиск на нашем сайте
Содержание 1 Введение…………………………………………………………..……..…….3 2 Исходные данные для проектирования………………………………………. 4 3 Организация и планирование труда и производства на участке………….....6 3.1 Определение такта выпуска……………………………………………….....6 3.2 Определение потребного количества оборудования (рабочих мест) и его загрузки по операциям технологического процесса изготовления данного изделия…………………………………………………………………………......6 3.3 Составление ведомости оборудования……………………...……………….9 3.4 Определение времени выполнения задания…………………………….....10 3.5 Построение графика-регламента работы оборудования поточной линии………………………….…………………………………………………..11 3.6 Расчет величины межоперационных оборотных заделов и построение эпюр их изменения……………………………………..………………………..12 3.7 Определение транспортного, технологического и страхового заделов.....14 3.8 Определение состава и численности работающих на участке……………15 4 Расчет себестоимости изделия и технико-экономических показателей участка……………………………………………………………………………16 4.1 Определение затрат на основные фонды участка и годовой суммы амортизационных отчислений………………………………………………….16 4.2 Определение затрат на основные материалы………………………….......17 4.3 Определение годового фонда заработной платы работающих на участке……………………………………………………………………………17 4.4 Составление сметы накладных расходов…………………………………..21 4.5 Составление сметы затрат на производстве……………………………….25 4.6 Расчет технико-экономических показателей работы участка…………….26 Вывод …………...……………………………………………………………......27 Список литературы………………………………………………………………28 Приложение А……………………………………………………………………29 Введение Современная рыночная экономика представляет собой сложный механизм взаимодействия спроса и предложения, а в конечном счёте, производителей и покупателей. Она состоит из большого числа разнообразных финансовых, коммерческих и информационных структур, взаимодействующих в рамках принятого в стране правового законодательства. Предприятие - это самостоятельный хозяйствующий субъект, созданный для ведения хозяйственной деятельности, которая осуществляется в целях извлечения прибыли и удовлетворении общественных потребностей. Современное российское предприятие переживают сложный этап своего развития, вызванный процессом реформирования экономики. На фоне имеющихся экономических трудностей накопленный опыт работы в условиях рыночной экономики, ведётся поиск новых методов управления производством, разрабатываются новые и совершенствуются ранее применяемые производственные стратегии. В рыночных условиях предприятие в значительной мере автономно, ориентировано на спрос потребителей, увязывает ресурсы с потребностями рынка, реальную свою продукцию с рыночными ценами.
Исходные данные Годовая программа выпуска - 100000 шт. Режим работы участка - 1 смена. Масса детали - 0,731 кг. Масса заготовки - 1,155 кг. Технологический маршрут обработки детали на всех операциях представлен в таблице 1.
Таблица 1 - Технологический маршрут и нормировочные данные обработки детали – шатун (рисунок детали смотри Приложение А)
Продолжение таблицы 1
Организация производства на участке (линии)
Определение такта выпуска Величина расчётного такта работы поточной линии определяется по формуле:
где
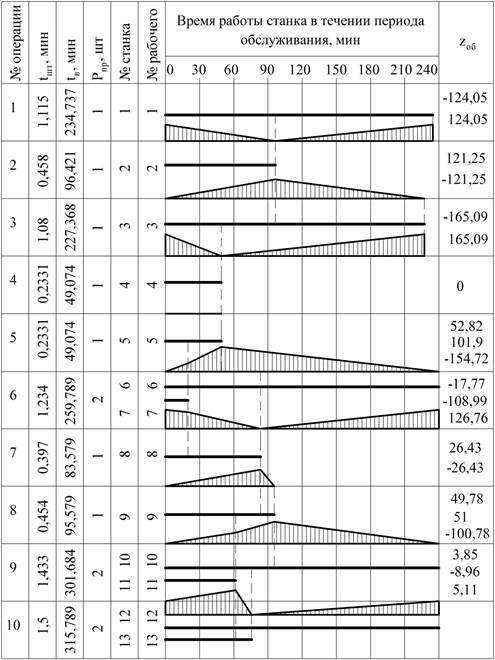
График-регламент работы оборудования поточной линии График регламент представлен на рисунке 1
Рисунок 1-График-регламент работы оборудования поточной линии Вывод В соответствии с заданием в курсовой работе определён такт выпуска продукции, рассчитано количество оборудования и его загрузка по операциям технологического процесса. Выполнены расчёты величины межоперационных оборотных заделов и построены эпюры их изменения. Рассчитаны транспортный, технологический и страховой заделы. Определена себестоимость изделия и рассчитаны и обоснованы технико-экономические показатели участка, отрегулирована и упорядочена деятельность рабочих. Для достижения экономического эффекта можно: - увеличить программу выпуска изделий до определённого значения, в связи с чем увеличится загрузка станков (сократится время простоев станков), - применить поточный вид производства, - использовать многостаночное обслуживание.
Список литературы 1 Соколова Р. А. Организация производства и менеджмент. Методические указания по выполнению курсовой работы. М., 2003. 2 Металлообрабатывающее оборудование. Каталог 05/2008, часть 1. 3 Каталог «Станкомашстрой»,2008.
Содержание 1 Введение…………………………………………………………..……..…….3 2 Исходные данные для проектирования………………………………………. 4 3 Организация и планирование труда и производства на участке………….....6 3.1 Определение такта выпуска……………………………………………….....6 3.2 Определение потребного количества оборудования (рабочих мест) и его загрузки по операциям технологического процесса изготовления данного изделия…………………………………………………………………………......6 3.3 Составление ведомости оборудования……………………...……………….9 3.4 Определение времени выполнения задания…………………………….....10 3.5 Построение графика-регламента работы оборудования поточной линии………………………….…………………………………………………..11 3.6 Расчет величины межоперационных оборотных заделов и построение эпюр их изменения……………………………………..………………………..12 3.7 Определение транспортного, технологического и страхового заделов.....14 3.8 Определение состава и численности работающих на участке……………15 4 Расчет себестоимости изделия и технико-экономических показателей участка……………………………………………………………………………16 4.1 Определение затрат на основные фонды участка и годовой суммы амортизационных отчислений………………………………………………….16 4.2 Определение затрат на основные материалы………………………….......17 4.3 Определение годового фонда заработной платы работающих на участке……………………………………………………………………………17 4.4 Составление сметы накладных расходов…………………………………..21 4.5 Составление сметы затрат на производстве……………………………….25 4.6 Расчет технико-экономических показателей работы участка…………….26 Вывод …………...……………………………………………………………......27 Список литературы………………………………………………………………28 Приложение А……………………………………………………………………29 Введение Современная рыночная экономика представляет собой сложный механизм взаимодействия спроса и предложения, а в конечном счёте, производителей и покупателей. Она состоит из большого числа разнообразных финансовых, коммерческих и информационных структур, взаимодействующих в рамках принятого в стране правового законодательства. Предприятие - это самостоятельный хозяйствующий субъект, созданный для ведения хозяйственной деятельности, которая осуществляется в целях извлечения прибыли и удовлетворении общественных потребностей. Современное российское предприятие переживают сложный этап своего развития, вызванный процессом реформирования экономики. На фоне имеющихся экономических трудностей накопленный опыт работы в условиях рыночной экономики, ведётся поиск новых методов управления производством, разрабатываются новые и совершенствуются ранее применяемые производственные стратегии. В рыночных условиях предприятие в значительной мере автономно, ориентировано на спрос потребителей, увязывает ресурсы с потребностями рынка, реальную свою продукцию с рыночными ценами.
Исходные данные Годовая программа выпуска - 100000 шт. Режим работы участка - 1 смена. Масса детали - 0,731 кг. Масса заготовки - 1,155 кг. Технологический маршрут обработки детали на всех операциях представлен в таблице 1.
Таблица 1 - Технологический маршрут и нормировочные данные обработки детали – шатун (рисунок детали смотри Приложение А)
Продолжение таблицы 1
Организация производства на участке (линии)
Определение такта выпуска Величина расчётного такта работы поточной линии определяется по формуле:
где
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-18; просмотров: 289; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.17.210 (0.01 с.) |


 - действительный годовой фонд времени работы оборудования, мин
- действительный годовой фонд времени работы оборудования, мин
 - количество рабочих дней в году, 244дня,
- количество рабочих дней в году, 244дня, -количество смен на данном производстве, 1,
-количество смен на данном производстве, 1, - продолжительность рабочей смены, 8часов,
- продолжительность рабочей смены, 8часов, - коэффициент, учитывающий простои оборудования в плановых ремонтах, 0,97
- коэффициент, учитывающий простои оборудования в плановых ремонтах, 0,97
 -годовая производственная программа выпуска изделий, 100000 штук
-годовая производственная программа выпуска изделий, 100000 штук