
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рабочие органы и конструкции винтовых насосовСодержание книги
Поиск на нашем сайте
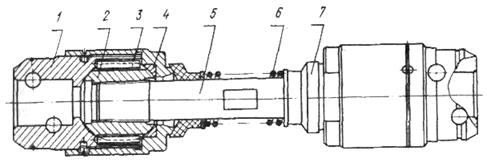
Все погружные установки ЭВН выполнены по одной конструктивной схеме с двумя рабочими органами, соединенными параллельно (рис. 5.172). Преимущество такой сдвоенной схемы расположения рабочих органов заключается в том, что в данном случае при одном и том же поперечном габарите достигается удвоенная подача насоса, что весьма существенно, учитывая ограниченные диаметральные габариты нефтяных скважин. Другим преимуществом такой схемы является то, что здесь рабочие органы взаимно гидравлически уравновешены. Это исключает передачу значительных осевых усилий на опорные подшипники насосов или пяты электродвигателей. Насос состоит из пусковой кулачковой муфты центробежного типа, основания с приводным валом, сетчатых фильтров, установленных на приеме насоса, рабочих органов с правыми и левыми обоймами и винтами, двух эксцентриковых шарнирных муфт, предохранительного клапана. В основном все узлы и детали унифицированы и применяются, за некоторым исключением, во всех типоразмерах насосов. Все насосы имеют две приемные сетки, по одной для каждого рабочего органа, и общий выход, благодаря чему подача насоса равна сумме подач обоих рабочих органов, а напор насоса равен напору каждого рабочего органа [32]. В России установки электропогружных винтовых насосов выпускаются следующих модификаций — А, Б, В, Г. А — для жидкости с температурой до 303 К (30° С); Б — для жидкости с температурой от 303 до 323 К (от 30° до 30° С); В — для жидкости с температурой от 323 до 343 К (от 50° до 70° С). Насос с подачей 16 м3/сутки, комплектуемый гидрозащитой 1Г51, имеет следующие обозначения: 1УЭВН5-16-1200, В. Эксцентриковая муфта обеспечивает возможность сложного планетарного вращения винтов в обоймах, благодаря чему жидкость проталкивается вдоль оси винта и создается необходимый напор для подъема жидкости на поверхность.
Рис. 5.172. Схема погружного одновинтового насоса 1 — НКТ, 2 — предохранительный клапан; 3, 9 — фильтр, 4 — левая обойма; 5 — левый винт; 6, 10 — шарнирная муфта; 7, 8 — правая обойма; 11 — вал; 12 — центробежная кулачковая муфта
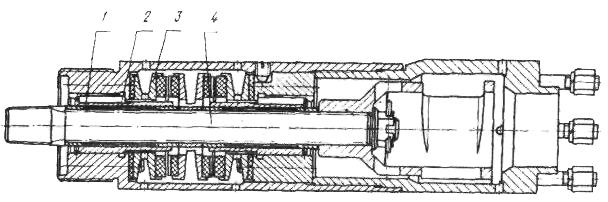
Рис. 5.173. Эксцентриковая муфта: 1 — корпус; 2 — поволок; 3 — ролики; 4 — сферическая шайба; 5 — валик; 6 — пружина; 7 — уплотняющая манжета
Эксцентриковая муфта насосов ЭВН5-100-1000 и ЭВН5-200-900 (рис. 5.173) отличается от муфты насоса 1ЭВН5-25-1000 тем, что и насосах с подачами 100 и 200 м3/сутки муфта с винтом соединяется штифтами, а в насосах с подачами 16 и 25 м3/сутки — соединение на резьбе. Муфта (см. рис. 5.173) состоит из двух шарнирных узлов, соединенных резьбовым валиком 5. Вращение в муфте передается через ролики 3, расположенные в специальных гнездах поводка 2 и корпуса 1. Осевая сила воспринимается поводком и сферической шайбой 4. Резиновые манжеты 7 и пружина 6 сохраняют смазку в шарнирном узле и защищают его от механических примесей. Шарнирность узла обеспечивается сферическими опорными поверхностями поводка и шайбы и зазором между роликами и соответствующими отверстиями в корпусе и поводке. Шламовая труба защищает насос от механических примесей, выпадающих из колонны труб, заполненных жидкостью, при остановке насоса. Корпусные детали составляют трубчатый корпус насоса. Рабочие органы насоса — обоймы в комплекте с рабочими винтами. Внутренняя поверхность обоймы выполнена из твердой маслобензостойкой резины и имеет двухзаходную винтовую поверхность с шагом в 2 раза большим, чем шаг винтa, причем направление спирали одной обоймы — левое, а другой — правое. Вследствие разных направлений спирали на обоймах и соответственно на винтах обеспечивается гидравлическая разгрузка насоса. Для насосов с подачами 16 и 25 м3/сутки винты изготавливают из стали, а для насосов с подачами 100 и 200 м3/сутки — из титанового сплава, благодаря чему, за счет уменьшения массы винта, снижается вибрация насоса. Пусковая ведущая муфта вместе с кулачками и ведомая полумуфта, налетая на вал насоса, обеспечивают включение насоса при максимальном крутящем моменте двигателя, соответствующем частоте вращения 800—1100 об/мин. Включение муфты при максимальном крутящем моменте вызвано тем, что винтовой насос имеет большую инерцию покоя и, чтобы запустить его, необходим повышенный пусковой момент. Достигается это за счет выдвижения кулачков, стянутых пружиной, под действием центробежной силы, соответствующей этой частоте вращения двигателя. Зацепление кулачков и включение насоса происходит после того, как кулачки вошли в соответствующие окна в ведомой полумуфте, обеспечивающей вращение приводного вала насоса только в заданном направлении. При обратном вращении за счет скоса на кулачках муфта не включается и кулачки проскальзывают. Внутри основания насоса расположены вал с подшипниками и опорные пяты из сатинированного графита. Основание (рис. 5.174) можно использовать только в насосах, комплектуемых гидрозащитой 1Г51. В этом узле нет сальника, а смазка трущихся поверхностей осуществляется пластовой жидкостью. На приводной вал 4 надеты защитные втулки 1 из нержавеющей стали, которые вращаются в бронзовых втулках 2. Концевые неподвижные опорные пяты опираются на резиновые прокладки для равномерной передачи усилий на всю поверхность пяты.
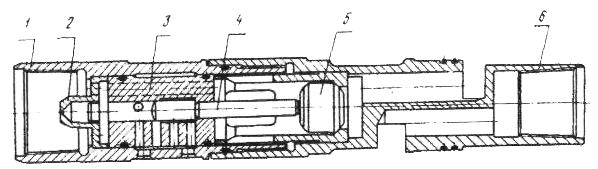
Рис. 5.174. Основание: 1 — защитная втулка; 2 — бронзовая втулка; 3 — опорная пята; 4 — приводной вал Предохранительный поршеньково-золотниковый клапан расположен в верхней части насоса. Клапан (рис. 5.175) состоит из корпуса золотника 3, золотника 4, поршня 5, амортизатора 2 и корпусных деталей 1 и 6. Клапан обеспечивает технологические и эксплуатационные операции по обслуживанию и монтажу насоса. Основные функции клапана: защита насоса от перегрузки и случае повышенного давления в напорной линии; обеспечение слива и залива колонны труб при спуско-подъемиых операциях; перепуск жидкости из напорной линии обратно в скважину или при недостаточном притоке жидкости из пласта в скважину, или при содержании в жидкости большого количества газа; предотвращение обратного потока откачиваемой жидкости из труб через рабочие органы при остановках насоса.
Рис. 5.175. Предохранительный поршеньково-золотниковый клапан: 1, 6 — корпусная деталь; 2 — амортизатор; 3 — корпус золотника; 4 — золотник; 5 — поршень
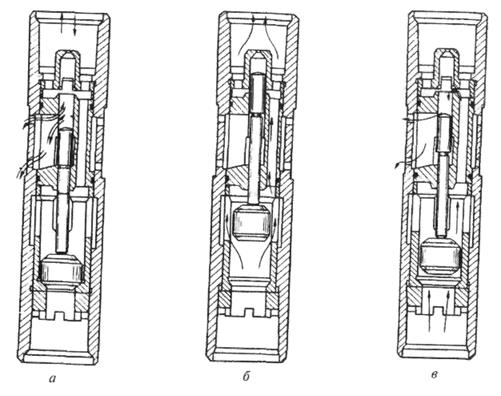
На рис. 5.176 показаны три промежуточных положения клапана при эксплуатации насоса: заполнение жидкостью колонны труб и слив жидкости при спуске и подъеме установки (рис. 5.176, а), подача жидкости на поверхность при работающей установке (рис. 5.176. б) и сброс жидкости при недостаточном притоке жидкости или большом газовом факторе обратно в скважину (рис. 5.176, в).
Рис. 5.176. Схема работы предохранительного клапана Обойма. В стандартном одновинтовом погружном насосе типа ЭВНТ обойма является несущей конструкцией, а ее корпус выполняет функции корпуса всего агрегата. Поэтому к прочности и точности изготовления металлического корпуса предъявляются повышенные требования, особенно в отношении разностенности. Обычно его изготовляют из горячекатаных легированных стальных труб. Легирование хромом нежелательно, так как ухудшает крепление эластомера, например, синтетического каучука. Для увеличения прочности крепления резины к металлу рекомендуется внутреннюю поверхность корпуса выполнять в виде неглубокой нарезки произвольного профиля, которую затем покрывают различными слоями материалов, обеспечивающих надежное (не менее 40 кгс/см2 на отрыв) крепление резины к металлу. Обычно этот процесс производится в пресс-форме, одновременно с вулканизацией самой резиновой смеси. При конструировании и расчете профиля винтовой поверхности всегда учитываются свойства синтетического каучука данной марки. Важно обеспечить равномерность толщины слоя резины по всей длине обоймы. Необходимо учитывать и изменение геометрической формы изделия в процессе вулканизации его в пресс-форме. Требования к эластомеру обоймы. Гарантийная наработка до отказа обоймы, непрерывно работающей в нефтяной скважине с напором 900—1500 м, должна быть не менее 1 года при сроке хранения 2 года. Эластомер обоймы, обычно синтетический каучук, должен быть работоспособным, т.е. нефтестойким в нефтяной среде различных месторождении, причем часто требуется его работоспособность при высоких температурах жидкости — до 70—90 °С. Вследствие высоких требовании по напору конструктивная длина обойм некоторых типоразмеров уже достигает 1500 мм и существует непрерывная тенденция к увеличению этого размера. Отсюда очень важны высокие литьевые свойства эластомера и обеспечение прочности крепления его к металлу не менее 40 кгс/см2. Особое внимание уделяется равномерности крепления резины по всей поверхности обоймы. Основные физико-механические показатели эластомера
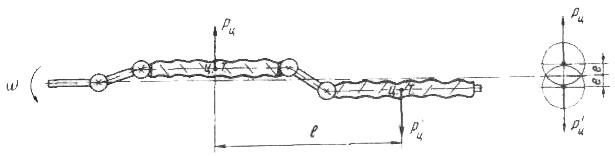
Эластомер должен обладать достаточной твердостью, быть стойким к воздействию жидких и газообразных агрессивных сред, уменьшение массы образца не допускается. Транспортирование и монтаж оборудования можно производить в заполярных районах и в районах с тропическим климатом. Эластомер должен удовлетворять и этим специфическим требованиям. Специальных исследований требует проблема газостойкости эластомера, т.е. стойкости к проникновению газов При сравнении газопроницаемости различных синтетических каучуков установлено, что удельная газопроницаемость нитрильного синтетического каучука (СКН) в 20 раз больше фторокаучука. Однако при насыщении образцов углекислотой, которая по своему действию на СК близка к нефтяным попутным газам, наименьшему разрушению подвергаются образцы, обладающие большей газопроницаемостью. Это объясняется возможностью молекул газа выходить из межмолекулярной решетки, не разрушая ее при резком снижении давления окружающей среды, что происходит при подъеме насоса из скважины но время ремонта. Большое значение при выборе эластомера имеет коэффициент трения эластомера по металлу. С этой точки зрения могут быть рекомендованы фторокаучуки и полиуретаны. Одним из специфических свойств эластомера является его твердость. Это свойство характерно не само по себе, а служит контролируемым выразителем суммы других физико-механических показателей, которые в готовом изделии проконтролировать бывает невозможно. Показатели теплостойкости связаны с показателем твердости обычной зависимостью: теплостойкость твердых эластомеров выше, чем более мягких. С точки зрения повышения напорности насоса повышение твердости является полезным свойством, оно совпадает и с повышением теплостойкости. Однако наиболее износостойки мягкие синтетические каучуки. Таким образом, для износостойкой модификации насоса необходимы обоймы в специальном исполнении. После вопроса крепления к металлу износостойкость является наиболее важным из требований, предъявляемых к эластомеру. Стойкость к истиранию полиуретановых каучуков в несколько раз выше стойкости нитрильных. Однако проблема трения и износа трущихся пар с участием механических примесей сложна и требует больших усилий для ее исследования и решения. Пока наиболее износостойкая пара — хром по эластомеру. Обоймы, покрытые изнутри эластомером, изготовляют, как правило, в пресс-форме. Эластомер заполняет форму и подвергается вулканизации. С помощью литьевых стержней с правым и левым направлением винтовых спиралей формуются соответствующие обоймы — правые или левые. Перед сборкой качество и размер обойм контролируется гладкими цилиндрическими калибрами. Контроль качества эластомера осуществляется с помощью свидетелей — образцов эластомера, изготовляемых в той же пресс-форме одновременно с изделием. По торцам обоймы контролируется твердость эластомера. Стабильность химического состава и физико-механических свойств эластомера и строгое соблюдение технологического регламента на всех операциях обеспечивают гарантированный ресурс насоса. Винт. Наиболее технологически простым является однозаходный винт с поперечным сечением в виде правильного круга. Винт может быть изготовлен из стали, легированной хромом, или из титанового сплава, который примерно в 1,7 раза легче стали и не уступает ей по прочности. Выигрыш в массе позволяет во столько же paз снизить нагрузку на эластомер от центробежной силы при вращении винта. Обрабатывается винт на токарном станке, обычно с приспособлением для вихревой нарезки что позволяет получить высокую точность при наиболее высокой производительности труда. Поверхности винта должны удовлетворять требованиям высокой твердости и чистоты обработки. Эти условия выполняются нанесением на поверхность твердого слоя хрома и его полированием в специальном приспособлении. Сборка сдвоенных насосов. При сборке сдвоенного насоса рабочие пары обойма — винт (как левые, так и правые) подбираются по возможности с одинаковым монтажным натягом. Последний рассчитывается с учетом температурного исполнения насоса. Если насос предназначен для работы в скважинах с повышенной температурой жидкости, натяг уменьшается и должен быть предусмотрен предварительный зазор. Этот зазор при нагреве насоса в скважине будет выбран и перейдет в стандартный натяг в связи с тем, что эластомер в обойме расширяется больше, чем металлический корпус. Заказчик обязан своевременно известить предприятие-изготовитель о необходимом ему температурном исполнении насоса. Необходимым условием сборки является также балансировка винтов. Правый и левый винты при сборке следует располагать в одной плоскости и размещать в обоймах так, чтобы оси винтов (приведенные к центрам тяжести массы) находились в противоположных направлениях. Тогда центробежные силы Р ци Р' ц(рис. 5.177) будут уравновешены, неуравновешенным останется лишь вектор момента инерции второго порядка от пары сил Р ци Р' ц.
Рис. 5.177. Схема балансировки винтов
Абсолютная величина этого момента невелика и, как показывает практика, не влияет на прочность погружного агрегата или насосно-компрессорных труб. Такая балансировка винтов при сборке насоса легко достигается простым вращением корпусов обоим при одновременном контроле положения винтов в обоймах. Так как при вращении корпуса обоймы на угол α угловое перемещение винта в обойме составляет 2 α, задача балансировки винтов при сборке насоса не составляет труда. Особенности конструирования универсальных шарниров. Универсальные шарниры конструируются с учетом необходимого эксцентриситета винтов, передаваемого крутящего момента и осевых сил, возникающих в насосе оглавления. Предложенные ранее шарниры с гибким тросом, шарниры с точечным контактом между торовыми поверхностями звеньев цепи, так же как и широко известные шарниры типа Кардана-Гука, или упругий вал взамен шарниров оказались ненадежными при эксплуатации насосов со сдвоенными винтовыми роторами. Только конструкция (см, рис. 5.173) показалa себя достаточно надежной и широко применяется в промышленных образцах. При изготовлении шарнира основное внимание следует обращать на параллельность и равномерность размещения по окружности канавок, в которые помещаются «плавающие» ролики, и на их термическую обработку. Прилегание сферических поверхностей должно быть не менее 75 %. Сборка шарниров должна обеспечивать их подвижность, т.е. необходим небольшой зазор между трущимися деталями.
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 1070; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.38.170 (0.009 с.) |


 (5.46)
(5.46)


