Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 2.1. Оборудование для таблетированияСодержание книги
Поиск на нашем сайте
Перед прессованием порошкообразные и волокнистые термореактивные материалы формуются в заготовки однородные по форме и массе правильной геометрической формы – таблетки. Переработка таблетированных пресс-материалов имеет ряд преимуществ: объемная или весовая дозировка заменена более простой штучной, в связи с уплотнением материала и уменьшением воздушных включений повышается теплопроводность, что в свою очередь, улучшает условия предварительного подогрева (в том числе и токами высокой частоты), сокращаются размеры загрузочных камер пресс-форм, сокращается количество пыли. Все это позволяет при использовании таблетированного материала уменьшить продолжительность цикла прессования, улучшить качество прессуемых изделий и условия труда. Процесс таблетирования включает следующие операции: дозирования, прессования, выталкивания, сброса готовой таблетки. Наиболее распространено объемное дозирование, т.е. определение дозы путем заполнения определенного объема. О точности дозирования зависит постоянство массы прессуемых таблеток. За показатель точности дозирования принимают вычисленное в процентах отклонение массы изготовленных таблеток от заданной. При таблетировании фенопластов допускается разновес около ±1 %, для аминопластов ±2%. Прессование является основным этапом таблетирования. В процессе прессования происходит взаимодействие громадного количества частиц, имеющих большую суммарную поверхность. Под воздействием давления прессуемый материал из порошкообразного превращается в пористое тело, а при дальнейшем повышении давления может превращаться в компактное твердое тело. Основным фактором, обеспечивающим образование прочной таблетки при прессовании, являются силы электростатического притяжения, которые проявляются при сближении соседних зерен на расстоянии порядка 10–8 см.
Рис. 32 Обычно таблетирование (рис. 32) осуществляется в цилиндрических матрицах 2 между двумя пуансонами 1 и 4. Оно может быть как односторонним (рис. 32, а), так и двухсторонним (рис. 32, б). В обоих случаях давление распространяется неравномерно как по высоте, так и по диаметру таблетки ( Основными требованиями к качеству таблетки являются постоянная масса и прочность, достаточная для того, чтобы в процессе транспортировки, хранения, загрузки в подогревающее устройство и пресс-форму таблетки не крошились и сохраняли свою массу. Основным параметром, характеризующим таблеточные машины, является усилие прессования, а так же их производительность. Штучная производительность таблеточных машин: - ротационных
- гидравлических
где
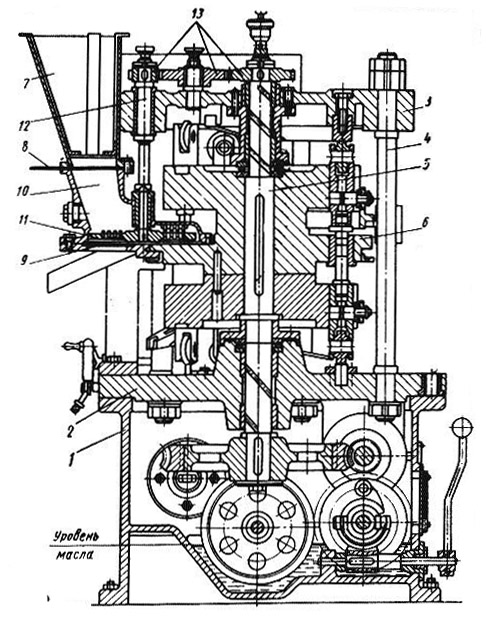
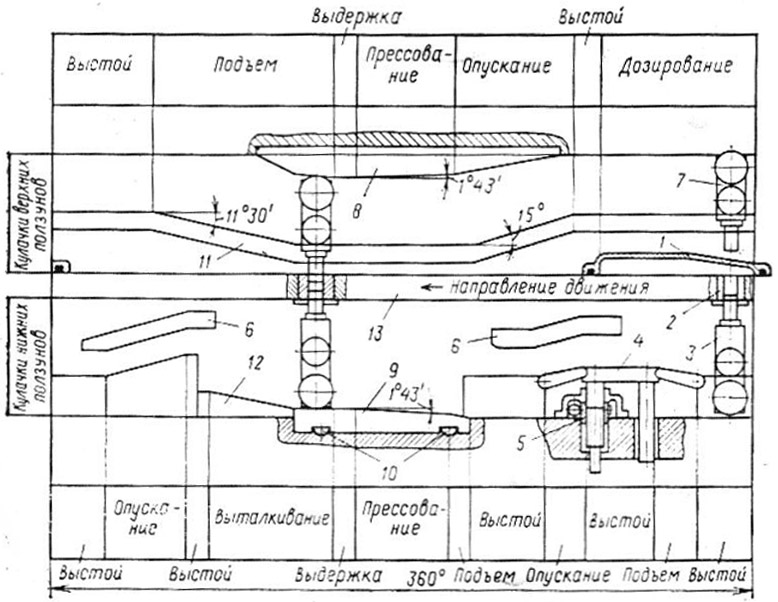
Рис. 33 Наиболее распространенными таблеточными машинами ротационного типа являются машины серии МТ-З (рис. 33). Она имеет литую станину 1, внутри которой размещены зубчатый и червячный редукторы. Нижняя 2 и верхняя 3 неподвижные плиты связаны пятью колоннами 4, воспринимающими усилие, которое возникает при прессовании. Червячное колесо приводит в действие главный вал 5, вместе с которым вращается ротор 6. Ротор может быть сплошным или состоять из трех роторов, связанных шпонками и работающих как одно целое. Пресс-порошок загружается в бункер 7, заслонка 8 которого служит для перекрытия подачи порошка в приемник 10, а заслонка 9 – для очистки бункера при переходе на другой порошок. В приемнике расположен ворошитель 11, вал 12 которого приводится во вращение от главного вала через зубчатую передачу 13. На роторе расположено 15 комплектов пресс инструмента: матриц, верхних и нижних пуансонов. Вращаясь вместе с ротором, пуансоны набегают роликами на неподвижные кулачки-копиры и за счет этого совершают возвратно-поступательное движение, при котором осуществляются прессование и выталкивание. Последовательность выполнения технологических операций цикла таблетирования на ротационной таблеточной машине показана на рис. 34. Порошок поступает из приемника 7 в матрицу 2, глубина заполнения которой регулируется нижним пуансоном. Ползун 3 нижнего пуансона опирается с помощью ролика на дозирующий копир 4, имеющий регулятор дозирования 5. Кулачок 6 служит для перемещения вниз нижнего пуансона.
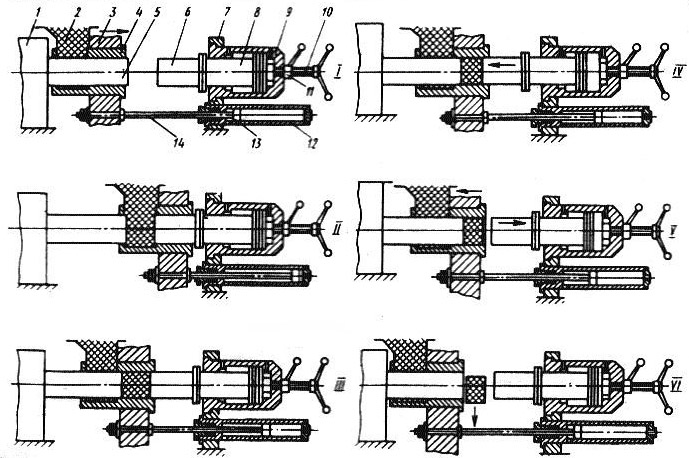
Рис. 34 Прессование начинается после опускания вниз верхнего пуансона под действием собственного веса ползуна 7. Совместное воздействие копиров 5 и 9 на ролики ползунов привод прессованию таблетки между торцами пуансонов. Клинья 10 регулируют положение нижнего копира. Копир 11 служит для поднятия верхнего пуансона. При этом происходит выталкивание таблетки при набегании ролика ползуна нижнего пуансона на копир 12. Гидравлические таблеточные машины предназначены для получения крупных и массивных таблеток из пресс-порошков Большинство таблеточных машин представляет собой гидравлические прессы с горизонтальным расположением пресс-инструмента. В таких машинах применяется объемный способ дозирования таблетируемого материала, заключающийся в отсечении определенного объема порошка, поступающего из бункера, перемещающейся матрицей. Гидравлические таблеточные машины отличаются простотой устройства, управления и обслуживания, стабильностью массы таблеток, низкими энергозатратами. При относительно небольших габаритах они развивают значительное усилие прессования, причем этот параметр может регулироваться в широком диапазоне. Конструкция горизонтальных таблеточных машин позволяет регулировать массу таблеток, время дозирования, скорость прессования, время таблетирования и скорость выталкивания. Привод рабочих органов осуществляется от гидроагрегата, состоящего из двух насосов. Один из них (высокопроизводительный насос низкого давления) служит для быстрого перемещения рабочих органов, второй (насос высокого давления и малой производительности) создает необходимое усилие прессования. Принципиальная пооперационная схема работы гидравлической таблеточной машины приведена на рис. 35. Неподвижные плиты 1 и 7 связаны между собой колоннами (на рисунке не показаны). К плите 1 прикреплен неподвижный пуансон 5. Подвижный пуансон 6 закреплен на рабочем плунжере 8. Дифференциальный рабочий плунжер перемешается под действием рабочей жидкости, подаваемой в главную или возвратную полость гидравлического цилиндра 9. Бункер 2 и матрица 4 закреплены в подвижной плите 3, которая при помощи тяги 14, поршня 13 и вспомогательного гидравлического цилиндра 12 может перемещаться по колоннам. Во избежание перекоса плиты применяют два вспомогательных цилиндра, которые расположены по диагонали (на схеме условий показан один цилиндр).
Рис. 35 Работа машины складывается из последовательно повторяющихся операций. Позиция I является исходной. В позиции II подвижная плита находится в крайнем правом положении, бункер останавливается над свободным пространством между пуансонами и происходит дозировка. Объем дозы материала, поступающего в матрицу, можно менять при помощи винта 10, который ограничивает крайнее положение плунжера 8. Выбранное положение фиксируется контргайкой 11. Такое устройство требует надежного уплотнения винта от гидравлических утечек. Иногда регулирование дозы обеспечивается изменением длины неподвижного пуансона. В этом случае исключается возможность гидравлических утечек, однако, возникает необходимость регулировки хода подвижной плиты 3. В позиции III подвижная плита перемещается в среднее положение, при этом доза пресс-порошка для изготовления таблетки оказывается в замкнутом пространстве между матрицей и двумя пуансонами. В позиции IV происходит прессование таблетки. В этой позиции рабочая и возвратная полости вспомогательных цилиндров соединяются со сливной магистралью. Сила трения пресс-порошка о матрицу, возникающая при прессовании, несколько смещает матрицу влево, при этом достигается эффект двустороннего прессования в плавающей матрице. После окончания прессования подвижный пуансон отходит от отпрессованной таблетки, боковое давление таблетки на матрицу уменьшается и начинается выталкивание таблетки (позиция V). Выталкивание осуществляется за счет перемещения подвижной плиты в крайнее левое положение. В позиции VI таблетка сбрасывается. Это происходит под действием ее собственной массы, однако машину обычно снабжают сбрасывателем, который может отделить таблетку от пуансона, если она удерживается на нем силами адгезии, брошенная таблетка попадает на лоток.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 574; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.160.224 (0.007 с.) |

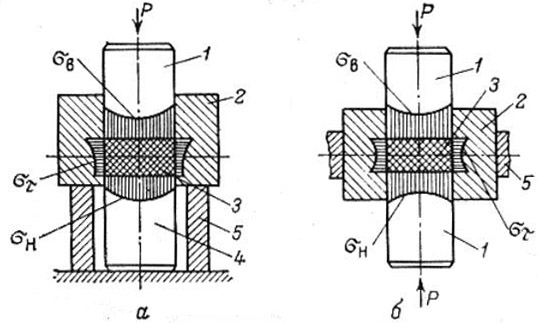
 ), что приводит к неравномерному распределению плотности. Однако при двухстороннем таблетировании усилие Р, действующие с обеих сторон таблетки 3, одинаковы. Благодаря этому получаются таблетки более высокого качества. Давление при таблетировании выбирается в зависимости от природы перерабатываемого материала. Для большинства фено- и аминопластов с порошкообразными наполнителями оно составляет 75–120 МПа, для стекловолокнитов – 230–300 МПа.
), что приводит к неравномерному распределению плотности. Однако при двухстороннем таблетировании усилие Р, действующие с обеих сторон таблетки 3, одинаковы. Благодаря этому получаются таблетки более высокого качества. Давление при таблетировании выбирается в зависимости от природы перерабатываемого материала. Для большинства фено- и аминопластов с порошкообразными наполнителями оно составляет 75–120 МПа, для стекловолокнитов – 230–300 МПа.

 – число таблеток, получаемых за 1 ч работы машины;
– число таблеток, получаемых за 1 ч работы машины; – число гнезд в пресс-инструменте;
– число гнезд в пресс-инструменте; – число рабочих циклов в минуту;
– число рабочих циклов в минуту; – коэффициент использования машин;
– коэффициент использования машин; – число рабочих позиций;
– число рабочих позиций; – кратность использования каждого комплекта пресс-инструмента за один оборот ротора.
– кратность использования каждого комплекта пресс-инструмента за один оборот ротора.