
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварка чугуна с местным подогревомСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Этот способ газовой сварки чугуна применяется в тех случаях, когда место сварки и характер конструкции позволяют производить местный подогрев без появления трещин и напряжений в свариваемых изделиях.
Рис 3. Сварка чугунной рамы
Местный подогрев свариваемых деталей выполняется до температуры 300—500° С сварочными горелками, паяльными лампами, индукционным электронагревом и другими способами. При сварке применяется нормальное сварочное пламя или пламя с небольшим избытком ацетилена. Мощность сварочного пламени выбирается из расчета расхода ацетилена 100—120 дм3/ч на 1 мм толщины свариваемого металла. В качестве присадки используются чугунные прутки марки Б диаметром 4, 6, 8, 10 и 12 мм, длиной 250— 450 мм. Согласно ГОСТ 2671—70 чугунные прутки марки Б содержат углерода 3,0—3,5%, кремния — 3,5—4,0%, марганца 0,5—0,8%, серы не более 0,08%, фосфора 0,3— 0,5%, хрома 0,05% и никеля 0,3%.
Холодная сварка чугуна Холодная сварка чугуна применяется в тех случаях, когда детали при нагревании и охлаждении способны свободно расширяться и сжиматься, не вызывая значительных остаточных напряжений. При этом мощность пламени горелки должна быть максимально возможной. Технологический процесс сварки без предварительного нагрева почти аналогичен процессу горячей сварки, однако имеет и свои особенности. Перед заваркой дефекта необходимо п одогревать пламенем горелки участки, прилегающие к дефекту. После окончания заполнения дефекта горелку в течение 2—3 мин медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают песком или покрывают асбестом. После сварки места подогрева медленно охлаждают, для чего прикрывают их асбестом или засыпают песком.
Технология газовой сварки цветных металлов и сплавов Сварка меди Медь находит широкое применение при изготовлении изделий различного назначения: сосудов, трубопроводов, электрораспределительных устройств, химической аппаратуры и т. д. Многообразие использования меди связано с ее особыми физическими свойствами. Медь обладает высокой электропроводностью и теплопроводностью, устойчива в отношении коррозии. Плотность меди — 8,93 г/см3, температура плавления—1083° С, температура кипения — 2360° С. Трудности сварки меди обусловлены ее физико-химическими свойствами. Медь склонна к окислению с образованием тугоплавких окислов, поглощению газов расплавленным металлом, обладает высокой теплопроводностью. Склонность к окислению вызывает необходимость применения при сварке специальных флюсов, защищающих расплавленный металл от окисления и растворяя образующиеся окислы, переводя их в шлаки. Высокая теплопроводность требует применения более мощного пламени, чем при сварке стали. Свариваемость меди зависит от ее чистоты. Особенно ухудшают свариваемость меди наличие в ней висмута, свинца, серы и кислорода. Содержание кислорода в зависимости от марки меди колеблется от 0,02% до 0,15%. Висмут и свинец придают меди хрупкость и красноломкость. Наличие в меди кислорода в виде закиси меди (Сu2О) вызывает образование хрупких прослоек металла и трещин, которые появляются в зоне термического влияния. Закись меди образует с медью легкоплавкую эвтектику, которая обладает более низкой температурой плавления. Эвтектика располагается вокруг зерен меди и таким образом ослабляет связь между зернами. На процесс сварки меди оказывает влияние не только кислород, растворенный в меди, но и кислород, поглощаемый из атмосферы. При этом наряду с закисью меди образуется окись меди. При сварке оба эти окисла затрудняют процесс газовой сварки, поэтому их необходимо удалять с помощью флюса. Водород и окись углерода также отрицательно влияют на процесс сварки меди. В результате их взаимодействия с закисью меди образуются пары воды и углекислый газ, которые образуют поры в металле шва. Чтобы избежать этого явления, сварку меди необходимо выполнять строго нормальным пламенем. Чем чище медь и чем меньше она содержит кислорода, тем лучше она сваривается. По ГОСТ 859—66 промышленностью для изготовления сварных конструкций выпускается медь марок М 1р, М 2р и М Зр, имеющая пониженное содержание кислорода (до 0,01 %). При газовой сварке меди нашли применение стыковые и угловые соединения, тавровые и нахлесточные соединения не дают хороших результатов. Перед сваркой свариваемые кромки необходимо очистить от грязи, масла, окислов и других загрязнений на участке не менее 30 мм от места сварки. Очистка мест сварки производится вручную или механическим способом стальными щетками. Сварку меди толщиной до 3 мм выполняют без разделки кромок, а при толщине свыше 3 мм требуется Х-образная разделка кромок под углом 45° с каждой стороны стыка. Притупление делается равным 0,2 от толщины свариваемого металла. В связи с повышенной жидкотекучестью меди в расплавленном состоянии тонкие листы сваривают встык без зазора, а листы свыше 6 мм сваривают на графитовых и угольных подкладках. Мощность сварочного пламени при сварке меди толщиной до 4 мм выбирают из расчета расхода ацетилена 150—175 дм3/ч на 1 мм толщины свариваемого металла, при толщине до 8—10 мм мощность увеличивают до 175— 225 дм3/ч. При больших толщинах рекомендуется сварка двумя горелками — одной ведется подогрев, а другой — сварка. Для уменьшения теплоотвода сварку выполняют на асбестовой подкладке. Для компенсации больших потерь тепла за счет отвода в околошовную зону применяют предварительный и сопутствующий подогрев свариваемых кромок. Подогревают кромки одной или несколькими горелками. Пламя для сварки меди выбирается строго нормальным, так как окислительное пламя вызывает сильное окисление, а при науглероживающем пламени появляются поры и трещины. Пламя должно быть мягким и направлять его следует под большим, чем при сварке стали углом. Сварка проводится восстановительной зоной, расстояние от конца ядра до свариваемого металла — 3—6 мм. В процессе сварки нагретый металл должен быть все время защищен пламенем. Сварка ведется с максимальной скоростью без перерывов. При сварке меди рекомендуется свариваемые изделия устанавливать под углом 10° к горизонтальной плоскости. Сварка ведется на подъем. Угол наклона мундштука горелки к свариваемому изделию составляет 40—50°, а присадочной проволоки — 30—40°. При сварке вертикальных швов угол наклона мундштука горелки составляет 30° и сварку ведут снизу вверх. При сварке меди не рекомендуется скреплять детали прихватками. Длинные швы сваривают в свободном состоянии обратноступенчатым способом. Газовая сварка меди выполняется только за один проход. На процесс газовой сварки меди оказывает большое влияние состав присадочной проволоки. Для сварки в качестве присадка применяются прутки и проволока согласно ГОСТ 16130—72 следующих марок. М-1, MCpl, МНЖ5-1, МНЖКТ5-1-0,2-0,2. Сварочная проволока MCpl содержит от 0,8—1,2% серебра. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла. При сварке меди диаметр проволоки берут равным 0,5—0,75 s, где s —толщина металла, мм, но не более 8 мм. Сварочная проволока должна плавиться спокойно, без разбрызгивания. Желательно, чтобы температура плавления присадочной проволоки была ниже температуры плавления основного металла. Для предохранения меди от окисления, а также для раскисления и удаления в шлак образующихся окислов, сварку осуществляют с флюсом. Флюсы изготавливают из окислов и солей бора и натрия. Флюсы для сварки меди применяют в виде порошка, пасты и в газообразной форме. Флюсы № 5 и № 6, содержащие соли фосфорной кислоты, необходимо применять при сварке проволокой, не содержащей раскислителей фосфора и кремния. Сварку меди можно выполнять и с применением газообразного флюса БМ-1. В этом случае наконечник горелки надо увеличить на один номер, чтобы снизить скорость нагрева и увеличить мощность сварочного пламени. При использовании газообразного флюса применяется установка КГФ-2-66. Порошкообразный флюс посыпают на место сварки на 40—50 мм по обе стороны от оси шва. Флюс в виде пасты наносится на кромки свариваемого металла и на присадочный пруток. Остатки флюса удаляют промывкой шва 2%-ным раствором азотной или серной кислоты. Для улучшения механических свойств наплавленного металла и повышения плотности и пластичности шва после сварки металл шва рекомендуется проковывать. Детали толщиной до 4 мм проковывают в холодном состоянии, а при большей толщине — при нагреве до температуры 550—600° С. Дополнительное улучшение шва после проковки дает термическая обработка — нагрев до 550—600° С и охлаждение в воде. Свариваемые изделия нагревают сварочной горелкой или в печи. После отжига металл шва становится вязким. Сварка латуни Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости, латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности. Основными затруднениями при сварке латуней являются выгорание цинка, поглощение газов расплавленным металлом ванны, а также повышенная склонность металла шва и околошовной зоны к образованию пор и трещин. Для устранения указанных затруднений необходимо применять специальные меры. Для борьбы с испарением цинка при газовой сварке латуни необходимо применять окислительное пламя и использовать специальные флюсы и присадочные металлы, легированные кремнием и бором. Пары цинка ядовиты, поэтому при сварке латуни необходимо пользоваться респиратором. При сварке латуни окислительным пламенем на поверхности свариваемого металла образуется окисная пленка, которая препятствует дальнейшему испарению цинка. Избыточный кислород также связывает свободный водород пламени, что уменьшает поглощение водорода металлом. При сварке латуни необходимо также учитывать ее склонность к образованию трещин в интервале температур от 300 до 600° С. Подготовка свариваемых кромок под сварку должна производиться в зависимости от толщины металла. Металл толщиной до 1 мм сваривают с отбортовкой кромок, при толщине от 1 до 5 мм — без скоса кромок, при толщине от б до 15 мм — с V-образной разделкой кромок на угол 70—90°, при толщине от 15 до 25 мм — с Х-образной разделкой на угол 70—90° с притуплением 2—4 мм. Перед сваркой свариваемые кромки зачищают до металлического блеска или протравливают в 10%-ном водном растворе азотной кислоты с последующей промывкой горячей водой и протиркой насухо ветошью. На качество сварного шва большое влияние оказывает мощность сварочного пламени. Несмотря на то, что теплопроводность латуни на 70% больше, чем у низкоуглеродистой стали, мощность сварочного пламени берется из расчета расхода ацетилена 100—120 дм3/ч на 1 мм толщины свариваемого металла, чтобы не перегреть свариваемый металл. Для снижения испарения цинка конец ядра сварочного пламени должен находиться на расстоянии 70—10 мм от свариваемой поверхности. Сварку проводят левым способом. Сварочное пламя направляют на присадочную проволоку, которую держат под углом 90° к мундштуку. Сварку выполняют с максимальной скоростью окислительным пламенем. При сварке латуни конец присадочного металла все время должен находиться в зоне сварочного пламени. Так как латунь в расплавленном состоянии жидкотекучая, то сварка ее в вертикальном и потолочном положениях затруднена. При необходимости выполнения сварки в вертикальном положении сварку следует вести на пониженной мощности пламени — 35—40 дмэ/ч ацетилена из 1 мм толщины свариваемого металла. Выбор присадочного металла оказывает большое влияние на процесс сварки латуни. Согласно ГОСТ 16130—72 в качестве присадки при сварке латуни применяются следующие марки присадочной проволоки: Л63, ЛО 60-1, Л К 62-0,5, ЛКБО62-0,2-0,04-0,5 и сварочные прутки следующих марок: ЛК62-05, Л63, ЛОК59-1-0,3. Для сварки латуней Л-62 и Л-68 применяется самофлюсующая присадочная проволока ЛКБО62-0,20,04-0,5, сварка проводится без применения флюса. Оловянистые латуни сваривают с применением присадочной проволоки ЛО-60-1. Диаметр присадочной проволоки (d) выбирается в зависимости от толщины свариваемого металла: d=S+1, где s — толщина свариваемого металла, мм, но не более 8 мм. Для сварки латуни в основном применяются флюсы того же состава, что и при сварке меди. Из порошковых флюсов широкое применение нашли флюсы: № 1, 2, 3 (табл. 48). Флюс БМ-1 рекомендуется для сварки с применением кремнистого присадочного металла. Образующиеся в процессе сварки шлаки удаляются промывкой водой. Хорошее качество сварного шва получается при применении газообразного флюса БМ-2 на основе метилборатов. Для уплотнения металла шва и повышения его механических свойств шов проковывают. Латуни, содержащие более 40% цинка, проковывают при температуре выше 650° С, а латуни, содержащие менее 40% цинка — в холодном состоянии. После проковки применяется отжиг при температуре 600—650° С с последующим медленным охлаждением для получения мелкозернистой структуры. Сварка бронзы Бронзами называются медные сплавы, в которых основными легирующими элементами являются олово, алюминий, свинец и др. Бронзы делятся на две основные группы— оловянные и безоловянные. Температура плавления оловянных бронз 900— 950° С, безоловянных — 950—1080° С, Оловянные бронзы содержат олова от 3 до 14%, а также фосфор, цинк, никель и другие элементы. Олово в бронзе значительно снижает температуру плавления и увеличивает интервал между температурами начала и окончания кристаллизации. При сварке оловянной бронзы легкоплавкая часть сплава перемещается от середины к поверхности шва. Это приводит к появлению на поверхности шва мелких застывших капель. При сварке оловянных бронз необходимо принимать меры, уменьшающие угар олова и цинка. Пламя берется строго нормальным, так как окислительное пламя приводит к выгоранию олова, а науглероживающее увеличивает пористость в металле шва. Мощность сварочного пламени выбирается из расчета расхода ацетилена 70—120 дм3/ч на 1 мм толщины свариваемого металла. Сварка выполняется восстановительной зоной сварочного пламени на расстоянии 7— 10 мм от поверхности свариваемого металла, для того чтобы уменьшить выгорание олова. При сварке литых бронз применяют предварительный подогрев до температуры 450° С. В качестве присадка согласно ГОСТ 16130—72 используется сварочная проволока БрОЦ4—3 и БрОФ6,5—0,15. Свариваемые кромки перед сваркой тщательно зачищаются. Сварка ведется в нижнем положении, для предупреждения протекания металла используют подкладки из графита. При сварке оловянных бронз применяются те же флюсы, что и при сварке меди. Алюминиевые бронзы содержат до 10% алюминия. Алюминиевые бронзы обладают высокой коррозионной стойкостью и высокими антифрикционными свойствами. Основные трудности при сварке алюминиевых бронз вызывает образующаяся тугоплавкая окисная пленка (А1203). Эта пленка имеет высокую температуру плавления и оседает на дно сварочной ванны. Удаление ее возможно только при применении специальных флюсов. При сварке применяется флюс, содержащий 12— 16% фтористого натрия, 20% хлористого натрия, 20% хлористого бария, остальное—хлористый калий. Подготовка к сварке осуществляется также, как при сварке оловянных бронз. Сварочное пламя берется нормальное, мощность пламени выбирается из расчета расхода ацетилена 120—170 дм3/ч на 1 мм толщины свариваемого металла. Кремнистые бронзы отличаются высокими механическими свойствами, хорошо свариваются. Предварительный подогрев до температуры 300—350°С осуществляется только для литых деталей сложной формы. Присутствие в бронзе кремния и марганца улучшает ее свариваемость. Сварочное пламя для сварки кремнистых бронз берется строго нормальное. Мощность сварочного пламени выбирается из расчета ацетилена 100 дм3/ч на 1 мм толщины свариваемого металла. Флюсы применяют те же, что и при сварке меди и латуни. Сварка никеля Никель является тяжелым цветным металлом (его плотность — 8,9 г/см3), обладающим хорошими антикоррозионными свойствами. Он используется в химической, пищевой и других отраслях промышленности. Технический никель в зависимости от его марки содержит 99,8—97,6% чистого никеля. Наиболее вредными примесями при сварке никеля являются сера и свинец. При сварке никеля возникают трудности, связанные с образованием окиси никеля, которая имеет температуру плавления выше, чем сам металл, а также с изменениями растворимости газов при остывании. Газовая сварка никеля применяется для деталей толщиной до 4 мм и небольших габаритов. Никель газовой сваркой сваривается удовлетворительно. Детали толщиной до 1,5 мм сваривают без присадка с отбортовкой кромок, толщиной до 4 мм — без разделки кромок. Перед сваркой детали скрепляют прихватками через 100—200 мм. Сварку длинных швов ведут обратноступенчатым способом. Сварочное пламя применяют нормальное или с небольшим избытком ацетилена, ацетилен перед сваркой должен быть осушен. Мощность сварочного пламени выбирают из расчета расхода ацетилена 140—200 дм3/ч на 1 мм толщины свариваемого металла. Присадочный металл выбирается близким по химическому составу к основному металлу. Желательно применение никелевой проволоки легированной кремнием, марганцем и титаном. Сварка ведется восстановительной зоной, расстояние от конца ядра пламени до поверхности свариваемого металла — 3—4 мм. При сварке никеля рекомендуется применять правый способ сварки, диаметр присадочной проволоки выбирается равным половине толщины свариваемого металла. Газовую сварку никеля можно вести без применения флюса, однако лучшие результаты достигаются с использованием флюсов. Флюс должен обладать температурой плавления более низкой, чем основной металл и улучшать жидкотекучесть жидкой ванны. При газовой сварке никеля нашли применение многокомпонентные флюсы, составы которых (в %) приведены ниже: Кроме применения вышеуказанных флюсов сварку можно вести и с применением газообразного флюса БМ-i. Сварка алюминия Алюминии и его сплавы широко применяются в промышленности в виде листов, труб и другого профильного материала. Сплавы алюминия имеют высокие механические свойства при малой плотности, что достигается легированием их марганцем, магнием, кремнием, никелем хромом и другими элементами. Алюминиевые сплавы делятся на две группы—деформируемые и литейные. Деформируемые в свою очередь подразделяются на неупрочняемые и упрочняемые термообработкой. К деформируемым неупрочпяемым сплавам алюминия относятся сплавы алюминия с магнием или марганцем, а к термически упрочняемым— дюралюмины Д1, Д16 и сплавы АВ, АК и В 95 Из литейных сплавов наибольшее распространение получили силумины - сплавы алюминия с кремнием (4—13%). Литейные сплавы применяют для деталей, имеющих сложную конфигурацию. Основной трудностью при сварке алюминия является образование на его поверхности окисной пленки (Al2O3) с температурой плавления 2050°С, которая затрудняет плавление металла и сплавление свариваемых кромок. Окисная пленка имеет плотность 3,85 г/см3 и остается на поверхности сварочной ванны Другая трудность при сварке алюминия заключается в том, что при нагреве алюминий не меняет цвет, и поэтому трудно уловить момент начала его плавления Для этого требуются опыт и навык сварщика. При сварке алюминия необходимо учитывать низкую температуру плавления и высокую теплопроводность, что требует правильного выбора мощности сварочного пламени. При сварке алюминия возникают также значительные остаточные напряжения и деформации, связанные с высокими значениями коэффициента теплового расширения этих сплавов. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла. Для сварки алюминия и его сплавов согласно ГОСТ 7871—63 используют 11 марок присадочной проволоки: Св-А-97, Св-А5с, Св-АМц, Св-Мч3, Св-АМг5, Св-АМг6, Св-АМг7, Св-АК3, Св-АК5, Св-АК10, Св-АК12. Согласно ГОСТ 7871-63 применяются следующие диаметры сварочной проволоки 0,8, 1,0, 1,2, 1,4, 1,6, 1,8 2,0, 2,2, 2,5, 2,8, 3,0, 3,2, 3,5, 4,0, 4,5, 5,0, 5,5, 6,0, 7,0 8,0, 9,0, 10, 11, 12 мм. При сварке литейных алюминиевых сплавов применяют присадочный металл того же состава, что и основной. Основным видом соединений при газовой сварке деталей из алюминия и его сплавов являются стыковые соединения. Применение тавровых, угловых и особенно нахлесточных соединений не рекомендуется Стыковые соединения деталей толщиной до 4 мм выполняются без скоса кромок, с зазором между ними от 0,5 до 2 мм При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30— 35°с каждой стороны) При толщинах свыше 12 мм рекомендуется двусторонняя Х-образная разделка кромок (угол 30—35° с каждой стороны) Разделка кромок осуществляется механическим способом Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30—40 мм с каждой стороны щва и обезжирить. Присадочную проволоку и свариваемые кромки промывают в течение 10 мин в щелочном растворе, составленном из 20—25 г едкого натрия и 20—30 г углекислого натрия на 1 дм3 воды при температуре 65°С с последующей промывкой в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты. После травления детали и проволоку промывают в горячей, а потом в холодной воде и протирают ветошью. Для удаления окислов алюминия из сварочной ванны, а также облегчения разрушения окисной пленки при сварке алюминия и его сплавов применяют флюсы. Флюсы содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений. Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Содержащиеся во флюсах фтористые соединения растворяют в расплавленном состоянии окись алюминия. Хлористые соли лития отнимают кислород от окиси алюминия При газовой сварке алюминия и его сплавов пламя берется нормальное. Избыток кислорода и горючего газа не допускается, так как свободный кислород окисляет алюминий, а избыток горючего газа приводит к сильной пористости шва. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого изделия. Расход ацетилена в зависимости от толщины свариваемого металла приведен ниже. Толщина металла, мм до 1,5 1,6-3 3,1-5 5,1-10 Расход ацетилена, дм3/ч 50-100 100—200 200—400 400—700 Толщина металла, мм 10,1—15 15,1-25 25,1-50 Расход ацетилена, дм3/ч 700—1200 900-1200 900-1200
Сварка выполняется восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3—5 мм. Сварку ведут левым способом. Угол наклона мундштука горелки к поверхности свариваемого металла вначале сварки должен составлять почти 90°, а затем по мере прогрева свариваемых деталей угол устанавливается в зависимости от их толщины. Мундштук горелки располагают под углом 20—45° к свариваемой поверхности. Угол наклона присадочной проволоки во всех случаях составляет 40—60° к свариваемой поверхности. При газовой сварке алюминия необходимо стремиться к тому, чтобы сварка выполнялась только в нижнем положении. Сварку листов необходимо начинать, отступив от края на 50—100 мм, с последующей заваркой оставленного участка в обратном направлении. Сварочный процесс должен выполняться непрерывно, отрыв сварочного пламени от ванны расплавленного металла не допускается. Свариваемые детали толщиной более 10 мм перед сваркой рекомендуется подогревать до температуры 300—350° С. Подогрев осуществляется в электрических, газовых печах или газовыми горелками. Литые детали из алюминиевых сплавов сваривают с общим подогревом до температуры 250° С, отливки из силумина— до температуры 350—400° С. Сварка магниевых сплавов Магниевые сплавы имеют малую плотность и вместе с тем обладают высокими прочностными свойствами. Магний примерно в 1,5 раза легче алюминия и в 4,5 раза легче стали. Эти свойства и определяют широкое применение магниевых сплавов во многих отраслях народного хозяйства. Магниевые сплавы по способу производства делятся на литейные и деформируемые. Легирующими добавками в магниевых сплавах являются алюминий, марганец, цинк, цирконий и некоторые другие редкоземельные элементы. Алюминий и цинк повышают прочностные характеристики магния, марганец повышает коррозионную стойкость. Сварка магния затрудняется из-за низкой теплопроводности, близости температур плавления и воспламенения, высокого коэффициента линейного расширения и большого химического сродства магния к кислороду. Поверхность магния и его сплавов покрыта тугоплавкой пленкой MgO, температура плавления которой около 2500° С. При сварке магния и его сплавов необходимо удалять в процессе сварки окисную пленку и тщательно защищать расплавленную ванну от ее взаимодействия с кислородом и азотом воздуха и парами воды. Для этой цели при газовой сварке магния и магниевых сплавов применяют флюсы на основе хлористых и фтористых солей. При этом флюс должен ошлаковывать тугоплавкую окисную пленку магния. Хлоридные флюсы можно применять при сварке малоответственных деталей, а также в тех случаях, когда сварные соединения после сварки подвергаются специальной обработке. Фторидные флюсы не вызывают коррозии, но они менее технологичны. Плотность фторидных флюсов превышает плотность сварочной ванны, поэтому частицы флюса могут оставаться в металле шва. При газовой сварке магниевых сплавов нашли применение следующие основные марки флюсов: МФ-1, ВФ-156, № 13, ПО. Флюсы готовят как методом расплавления, так и методом механического перемешивания. Перед сваркой флюс разводят до пастообразного состояния и наносят кистью тонким слоем по обе стороны шва. При газовой сварке магниевых сплавов основное применение получили стыковые соединения; тавровые угловые и нахлесточныс соединения не рекомендуются. Магниевые сплавы толщиной до 1,2 мм сваривают без применения присадочного металла с отбортовкой кромок. Отбортованные кромки должны плотно прилегать друг к другу. Магниевые детали толщиной до 3 мм сваривают встык без разделки кромок. При толщине металла свыше 3 мм производится V-образная разделка кромок с углом раскрытия 30—35°. В зависимости от толщины зазор изменяется от 1,5 до 3,0 мм, а величина притупления составляет 1,2—2,5 мм. Перед сваркой поверхности свариваемых кромок должны быть тщательно очищены от пленки и окислов. Очистка осуществляется как механическим способом (металлическими щетками), так и химическим способом (в специальных растворах). Окисную пленку удаляют обработкой детали в 18%-ном растворе хромовой кислоты при температуре 90—100° С в течение 5 мин. После травления детали промывают в горячей воде при температуре 50—60° С, а потом в холодной воде. Промытые детали сушат на воздухе. В качестве присадочного материала при сварке магниевых сплавов применяется прессованная проволока или прутки из сплава, имеющего одинаковый химический состав с основным металлом. Для сварки магниевых сплавов применяется нормальное пламя. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75—100 дм*/ч на 1 мм толщины свариваемого металла. Сварка ведется восстановительной зоной сварочного пламени, расстояние от конца ядра до свариваемой поверхности — 3 мм. Детали толщиной до 5 мм сваривают левым способом, а более 5 мм — правым способом сварки. Угол наклона мундштука горелки к поверхности свариваемых деталей толщиной до 5 мм составляет 30—45°, а при большей толщине — 45—60°. Угол наклона присадочного прутка к свариваемой поверхности — 40—50°. При сварке деталей толщиной до 3 мм не производится поперечных колебаний горелкой и присадочным прутком, при сварке деталей больших толщин горелке и присадке сообщаются различные поперечные колебания. Сварку деталей толщиной более 5 мм рекомендуется выполнять с предварительным подогревом до температуры 300—350° С.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 728; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.44.233 (0.011 с.) |

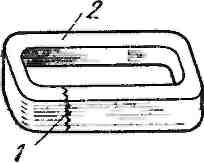 Местный предварительный подогрев применяют при сварке массивных деталей или деталей, конструкция которых не создает жесткого контура. В этих случаях участок местного подогрева выбирают так, чтобы в детали создавались тепловые деформации, равнозначные деформациям, которые возникнут па участке сварки. Например, в чугунной раме (рис. 3), имеющей трещину на участке 1, для того чтобы создать равномерную тепловую деформацию, необходимо осуществить подогрев противоположного плеча на участке 2.
Местный предварительный подогрев применяют при сварке массивных деталей или деталей, конструкция которых не создает жесткого контура. В этих случаях участок местного подогрева выбирают так, чтобы в детали создавались тепловые деформации, равнозначные деформациям, которые возникнут па участке сварки. Например, в чугунной раме (рис. 3), имеющей трещину на участке 1, для того чтобы создать равномерную тепловую деформацию, необходимо осуществить подогрев противоположного плеча на участке 2.


