
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организац-ные формы технол-го процесса.Содержание книги
Поиск на нашем сайте
В современном маш/строен. применяют две основные организац-е формы сборки: поточная и непоточная. При поточной (применяется в КС и МПр) объект сборки обычно последовательно перемещается от одного РМС к другому, при сборке крупогабарит. изд-й они могут оставатся неподвижными на стендах расположенных в технологич-й поледовательности. При непоточной сборке (применяется в ЕПр и МС) весь процесс сборки осущест-я на одном рабочем месте сборщиком или бригадой. В этом случае процесс сборки на элементы не расчленяется. различают 3 организационные формы сборочного процесса В зависимости от типа произво-дства: 1. Единичное производство характеризуется большим объемом пригонных работ, сборка осуществляется без спец приспособлений, ТП разрабатывается на уровне маршрутных технологий, где определяется перечень и последовательность выполнения операций. Используется универсальный инструмент и приспособления. 2. Серийное производство. Изделие изготавливается серийно или партиями через определенный промежуток времени, ТП разрабатывается подробно с составлением схемы сборки, применяется спец приспособления и переналаживаемая оснастка. Меньше пригонных работ, чем в ед. пр-ве. Весь процесс сборки расчленяется на поузловую сборку, объект может перемещаться. 3. Массовое пр-во. Изготовление изделий производится непрерывно, за каждым рабочим местом - определенная операция или несколько операций, время операций – сопоставляется с тактом выпуска. Сборочное оборудование расположено по ходу ТП. Обеспечивается принцип полной взаимозаменяемости деталей при сборке, отсутствуют пригонные работы. Билет 5 Осветить сборку конич-х зубч-х колес. Контроль точ-ти сборки конич. зубчат. колес. В АД исп-ся больш. кол-во зубч. сопряжений: конич, цилиндр, прямозуб. и с круговым зубом. Требования к зуб. зацепл-ям при сборке : 1. наличие установленного чертежом бокового зазора (БЗ) зацепления. 2. правильное зацепление по отпечаткам краски на контактной поверхности зубьев. 3. отсутствие в зацеплении недопустимых по ТУ торцевых и радиальных биений. 4. плавность работы зубчатой передачи. 5. уровень шума БЗ – наименьшее расст-е м/у профильными поверх-ми смежных зубьев сопряженных колес передачи, обеспечивающее свободный поворот одного колеса при неподвижном другом.
При регулир-ии БЗ в процессе сборки КЗ колес пользуются тем, что этот зазор меняется при перемещении колеса вдоль оси. Однако такое перемещение нарушает зацепление, которое считается правильным, если вершины начальных конусов совпадают.
2– регулиров-я шайба, 3 – КЗ колесо, 5 – гайка, 6 – торцы.
Регулировка БЗ в зуб. коническом сопряжении осущ-ся за счет перемещения вдоль оси одного или обоих колес путем установки регулир-ых шайб (2) или прокладок под торец колеса со стороны вала. При точном изготовлении колес торцы (6) должны находиться в одной плоскости. Величина БЗ и величина осевого перемещения связаны: Jn= gk 2 sina sind. где d-половина угла начального конуса БЗ в конич. зац-и измеряется как и у цил-х. Неправильно подобранный зазор как в конич., так и в цилиндр-х передачах приводит к повышенному шуму, износу зубьев, погреш-ти в отсчетных механизмах, поломке зубьев в момент запуска двигателя Проверка зацепления по краске: Правильность касания или контакта зубьев выявл-ся по пятну контакта (ПК) являющ-ся частью боковой поверхности зуба.
Пятно контакта оценивается по длине и высоте ПкL=((a-c)/B)*100% Пкh=(hср/hзац)*100% где а- длина ПК, с -разрыв ПК у КЗ колес м/б смещено в сторону тонкой части зуба. Этим учитывается деформация зуба под действием рабочих нагрузок. Неправильная форма ПК м/б обусловлена: перекосом осей колес или эксцентричностью установки колеса на оси. Охарактер-ть сборку методом развальцовки и отбартовки. Билет 6
|
|||||
|
|
Последнее изменение этой страницы: 2016-08-14; просмотров: 149; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.136.25.185 (0.008 с.) |

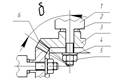 1 – вал,
1 – вал,
 Для КЗ колес правиль-ть касания опред-ся относит-ми размерами ПК и его формой. ПК может быть сплошным или прерывистым.
Для КЗ колес правиль-ть касания опред-ся относит-ми размерами ПК и его формой. ПК может быть сплошным или прерывистым.


