
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Научно-технические проблемы изучения темыСодержание книги
Поиск на нашем сайте
Введение Изучение погрешностей обработки деталей служит основой решения многих технологических задач по управлению качеством продукции и повышению производительности труда. Погрешность выпиливания изделий из древесины оказывает непосредственное влияние на многие технологические и эксплуатационные свойства деталей в целом и является важным производственным фактором, с которым связан расход материалов и технико-экономическая эффективность многих технологических операций таких, как склеивание, шлифование, покрытие лаком. Один из основных показателей качества продукции деревообработки – погрешность размеров полученного на лесопильной раме пиломатериала – примем в качестве объекта учебного исследования.
Актуальность темы Актуальность проблемы получения необходимого качества обработанной поверхности древесины в настоящее время становится всё более значимой в связи c пoвышeнием требований к качеству продукции деревообработки и получения наибольшего экономического эффекта для предприятия. Огромна роль лесной и деревообрабатывающей промышленности в ускоренном решении сложных coциoлoгo-экoнoмичecкиx задач развития нашего общества: сейчас древесина и изделия из древесных материалов занимают важное место в сфере строительства и промышленного производства, а также в сфере потребления. Актуальность изучения погрешностей формы и размеров пиломатериалов состоит в том, что эти погрешности оказывают наибольшее влияние на последующий процесс чистовой обработки деталей и на количество отходов древесины при этом. Это также оказывает существенное влияние на экономические показатели. Задача состоит в конкретизации видов погрешностей: погрешности формы могут значительно превышать погрешности размеров, но они часто носят случайный характер, а погрешности размеров - постоянны. С другой стороны, небольшие, но несогласованные погрешности формы, противолежащих поверхностей доски приводят к сложному изменению расстояния между ними. Поэтому погрешности формы можно считать первичными и более простыми для моделирования, а погрешности размеров - вторичными и более сложными.
Научно-технические проблемы изучения темы Качество каждой единицы продукции (и в частности, пиломатериалов) представляет собой случайную величину, зависящую от природных свойств распиленного бревна и конкретных технических условий его распиливания. Случайная комбинация технических условий процесса, реализованная в наладке оборудования и инструментов, действует постоянно в течение всего времени работы с этой наладкой и приводит к появлению постоянных по характеру и величине погрешностей обработки. Это значит, что за погрешностями обработки надо следить постоянно, чтобы по ним диагностировать состояние оборудования и правильно управлять его наладкой с целью улучшения качества обработки.
Краткая формулировка цели Техническая цель: измерить фактические погрешности и, сравнив их с допускаемыми, сделать заключение о соответствие продукции нормативным требованиям. Учебная цель: научиться оперативно находить и изучать необходимую информацию (нормативную и научно-техническую), планировать и выполнять необходимые экспериментальные измерения для получения достоверной дополнительной информации и делать на этой основе правильные научно-технические выводы. Научно-техническая цель: грамотное изложение новых результатов, накопление экспериментальных фактов и математических зависимостей для последующего совершенствования изучаемых процессов.
Уяснение цели курсовой работы Цель нашей курсовой работы – изучение погрешностей обработки на лесопильных рамах – служит основой для решения технологических задач по управлению качеством продукции и повышению производительности труда. Многие задачи решаются на основе изучения статистических характеристик мгновенных выборок обработанных деталей при существующей организации технологического процесса. Таким образом, статистический анализ мгновенной выборки является общей базой для решения перечисленных выше задач по обеспечению качества продукции и по его улучшению.
Сбор и анализ информации Поиск литературных источников информации Таблица 1. Поиск источников информации
Примечания: «+» – материалы использованы в работе; «-» – материалы не использованы; «´» – источник не рассмотрен.
Планирование и организация эксперимента Выбор независимых переменных и постоянных условий эксперимента Первоначально для выбора независимой переменной необходимо определить цель, в нашем случае - распределение погрешностей формы по длине доски. Поэтому выберем, что независимой переменной x является расстояние контрольной точки от начала доски (можно принять порядковые № контрольных точек). За начало доски (и начало отсчета) принимаем передний торец бревна, с которого начинается пиление (направление пиления было указано на доске). Нумерация последующих точек пойдет к заднему торцу, т.е. навстречу направлению подачи бревна. Для диагностики состояния необходимо проведение пассивного эксперимента, без вмешательства в его обычное течение. Это значит, что все условия пиления не меняются плановым образом, а меняются непроизвольно, т.е. случайным образом (параметры бревен, их базирование, скорость подачи и др.) и закономерно (рост затупления зубьев и усилий резания, соответствующее увеличение шероховатости пропила и погрешностей размерообразования, увеличение нагрева пил, т.е. уменьшение их устойчивости).
Распределение работ между исполнителями В курсовой работе измерения мы выполняли вдвоем для повышения надежности результатов и их соответствия фактическим значениям измеряемых величин. Результаты расчетов записывали в таблицы. Работали в программах «Статистика», «Stadia». Поиск литературных источников мы вели параллельно, распределив между собой библиографические источники, а затем и найденную литературу. Статистическая обработка данных на ЭВМ Корреляционный анализ Предназначается для оценки степени взаимной связи двух (или более) величин. Оценка выполняется на основании сравнения расчетного значения tр с табличным tТ по формуле: где tР, tТ – расчетное и табличное значения критерия;
D r – ошибка коэффициента корреляции: q – уровень значимости f – число степеней свободы для выбора n – число пар значений для связанных величин. Величина коэффициента линейной корреляции рассчитывается по формуле: Линейная связь изучаемых величин считается значимой с надежностью P > 95%, если условие выполняется для q £ 5%; связь считается незначимой с надежностью более q %, если условие не выполняется для q ³ 10%. Технический смысл значимой связи – подтверждение взаимной физической связи изучаемых величин. При r = 1 и D r = 0 имеем строгую прямую функциональную связь, когда каждому значению независимой переменной соответствует единственное, определенное, значение зависимой величины (функции). При r =0 имеем две случайные, не связанные между собою, величины. При r = -1 и D r = 0 имеем строгую линейную обратную связь, когда увеличению независимой переменной соответствует уменьшение функции. Что касается независимых измерений одной и той же величины (bш или bм, b 11 или b 12, b 21 или b 22), наличие значимого tР говорит о статистической надежности, а r ®1 – о строгом соответствии результатов этих измерений истинному изменению измеряемых величин. И наоборот, незначимая оценка tР говорит о наличии больших случайных погрешностей измерений, сопоставимых с величиной истинного изменения измеряемых величин. Значения коэффициентов корреляции для каждой пары выборок программа СТАТИСТИКА выдает в виде матрицы, в которой по главной диагонали расположены единицы (они означают корреляцию каждого ряда с самим собой и в расчет не принимаются), ниже диагонали расположены значения коэффициентов корреляции, выше – звездочки * или **, если коэффициенты незначимы на 1%-м и 5%-м уровнях соответственно, а если коэффициенты корреляции значимы, то звездочки отсутствуют. Таблица 15 - Матрица коэффициентов парных корреляций (Федорова Л.В.)
Таблица 15’ - Матрица коэффициентов парных корреляций (Санникова М
|

 ,
, – модуль коэффициента корреляции;
– модуль коэффициента корреляции;
 ; f = n – 2.
; f = n – 2. , где D xi и D yi – отклонения значений изучаемых величин от их средних арифметических значений.
, где D xi и D yi – отклонения значений изучаемых величин от их средних арифметических значений.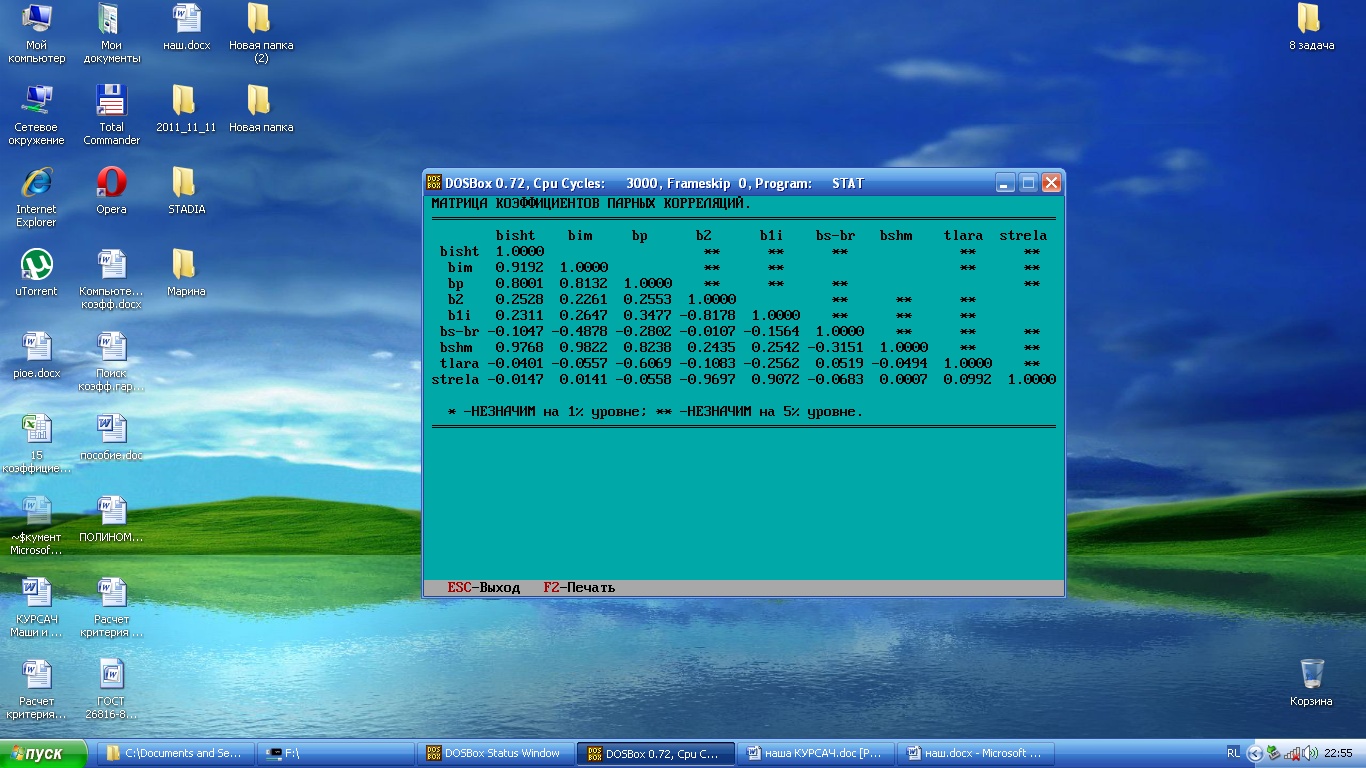

Общие положения
Рекомендуется принять гармоническое уравнение вида
 ,
,
где yр – расчетное значение ширины доски; x = i – координата контрольной точки от начала доски (i – порядковые номера точек);
a 0 – свободный член;
a 1 – угловой коэффициент, учитывающий наклон кромки к оси доски;
j =1, k – порядковый номер гармонической составляющей (в данной работе предлагается ограничить k £ 4);
a 2 j – амплитуда j -й синусоиды;
a 3 j – круговая частота j -й синусоиды;
a 4 j – сдвиг j -й синусоиды по фазе относительно начала отсчета.
Подбор коэффициентов и составление уравнения рекомендуется вести в следующем порядке:
1) программирование на ЭВМ расчета суммы квадратов отклонений;
2) вывод графического отображения на экран для экспериментальной и расчетной кривых и разности между ними;
3) подбор коэффициентов уравнения по условию минимизации суммы квадратов отклонений (ZKO).
В нашей курсовой работе мы делаем подбор коэффициентов с помощью «Поиска решения».
Программирование расчетов
Заключение
В данной курсовой работе мы рассмотрели общие вопросы исследования технологических процессов лесопромышленных и деревообрабатывающих предприятии с применением математических методов. Здесь были изложены методы предварительной обработки экспериментальных данных, основные понятия и задачи планирования эксперимента, а также были использованы регрессионный анализ и методы планирования эксперимента с целью математического описания объектов.
Благодаря данной работе мы научились, во-первых, пользоваться такими измерительными приборами, как штангенциркуль, микрометр и глубиномер, во-вторых, научились определять собственные ошибки путем многократных измерений для того, чтобы в дальнейшем точнее проводить измерения.
Мы производили измерения ширины и отклонения кромок доски от прямолинейности, заносили их в таблицы, на основании их были построены графики и таблицы, выявляли подозрительные значения и проводили контрольные измерения в этих точках.
В конце работы мы проводили статистическую обработку данных, а именно:
выявление основных статистик и аномальных погрешностей обработки, проверку однородности результатов независимых измерений, проверку нормальности распределения и корреляционный анализ. Далее мы составляли два варианта уравнений: полиномиальное и гармоническое, для распределения погрешностей обработки по длине доски с тем, чтобы приблизить структуру уравнения к характеру образуемых погрешностей. Составленное гармоническое уравнение синусоидального вида позволяет разложить сложные погрешности на простые составляющие, характеризующие длину и амплитуду периодических отклонений поверхностей пропилов от заданной плоской формы, а также месторасположения этих составляющих по длине доски. Проводили анализ и выявляли характеристики статистического уравнения.
Как в любой проделанной работе не обошлось и без погрешностей. Причиной этого мы думаем является недостаточная подготовка во владении техническими инструментами.
Основной целью нашей курсовой работы юыло определение погрешностей размерообразования, формируемых за счет режима пидения, а следовательно необходимо сделать вывод, что размеры выбранной нами части второй правой доски, выпиленной из бревна сосны на лесопильной раме, соответствуют размерам, установленным в ГОСТ 24454. По стандарту допускается ∆y=±2 мм, мы получили в результате расчета ∆y=0,985мм, следовательно образец соответствует установленным нормам.
Список литературы
1. Планирование и организация эксперимента: учебное пособие/ М. В.Боярский, Э.А.Анисимов. – Йошкар-Ола: Марийский государственный университет, 2007. – 144 с.
2. ГОСТ 10294-90. Деревообрабатывающее оборудование. Рамы лесопильные вертикальные двухэтажные. Основные параметры. Нормы точности – М.: Издательство стандартов,1990.
3. ГОСТ 24454-80. Пиломатериалы хвойных пород. Размеры М.: Издательство стандартов,1980.
4. Исследования процессов деревообработки/ А.А.Пижурин, М.С.Розенблит – М.: Лесн.пром-сть, 1984. -232 с.
5. Пижурин А.А. Научные исследования в деревообработке. Основы научных исследовании. Текст лекции, Москва – 1999.
6. Исследование погрешностей обработки деталей на станках: методические указания по выполнению контрольных, курсовых и дипломных работ для студентов специальностей 072000, 340100, 260100 и 260100, направления 553700 очной и заочной форм обучения/Сост. М.В.Боярский, Э.А.Анисимов – Йошкар-Ола: МарГТУ, 2005.-61с.
Содержание:
Введение……………………………………………………………..
1.1. Актуальность темы…………………………………………………...
1.2. Научно-технические проблемы изучения темы…………………....
1.3. Краткая формулировка цели………………………………………....
1.4. Уяснение цели курсовой работы…………………………………….
2. Сбор и анализ информации…………………………………………….
2.1. Поиск литературных источников……………………………………
2.2. Конспектирование и анализ источников……………………………
3. Планирование и организация эксперимента…………………………
3.1. Выбор объекта и метода исследования……………………………..
3.1.1. Выбор независимых переменных и постоянных
условий эксперимента…………………………………………………….
3.1.2. Выбор метода оперативного контроля для выявления и отсеивания грубых ошибок измерения………………………………………………..
3.1.3. Составление матрицы планирования ……………………………..
3.1.4. Определение личной ошибки экспериментатора, минимального числа точек на доске………………………………………………………………
3.1.5. Разметка контрольных точек на доске……………………………..
3.1.6.Распределение работ между исполнителями………………………
3.1.7. Протокол измерений………………………………………………...
3.2. Выявление и оперативный контроль измерений……………………
3.3. Статистическая обработка данных на ЭВМ…………………………
3.3.1. Выявление основных статистик и аномальных погрешностей обработки…………………………………………………………………….
3.3.2. Проверка однородности результатов независимых измерений…..
3.3.2.1. Проверка однородности дисперсий………………………………
3.3.2.2. Проверка однородности средних арифметических…………….
3.3.2.3. Проверка однородности распределения………………………...
3.3.3. Проверка нормальности распределения………………………….
3.3.4. Корреляционный анализ……………………………………………
4. Анализ результатов эксперимента…………………………………….
4.1. Составление и анализ уравнения регрессии для распределения погрешностей обработки по длине доски……………………………….
4.1.1. Составление полиномиального уравнения……………………….
4.1.2. Составление гармонического уравнения…………………………
4.1.2.1. Общее положение……………………………………………......
4.1.2.2. Программирование расчетов……………………………………
4.1.2.3. Статистический анализ гармонического уравнения…………..
Заключение………………………………………………………………..
Список литературы………………………………………………………
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
МАРИЙСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «ССТ»
Курсовая работа по дисциплине:
«Планирование и организация эксперимента»
на тему:
«Исследование погрешностей выпиливания
Досок на лесопильной раме»
Выполнили: студентки группы СС-31
Санникова М.И.
Федорова Л.В.
Проверил: доцент, к.т.н.
Боярский М.В.
г. Йошкар-Ола
2011г.
Введение
Изучение погрешностей обработки деталей служит основой решения многих технологических задач по управлению качеством продукции и повышению производительности труда.
Погрешность выпиливания изделий из древесины оказывает непосредственное влияние на многие технологические и эксплуатационные свойства деталей в целом и является важным производственным фактором, с которым связан расход материалов и технико-экономическая эффективность многих технологических операций таких, как склеивание, шлифование, покрытие лаком.
Один из основных показателей качества продукции деревообработки – погрешность размеров полученного на лесопильной раме пиломатериала – примем в качестве объекта учебного исследования.
Актуальность темы
Актуальность проблемы получения необходимого качества обработанной поверхности древесины в настоящее время становится всё более значимой в связи c пoвышeнием требований к качеству продукции деревообработки и получения наибольшего экономического эффекта для предприятия. Огромна роль лесной и деревообрабатывающей промышленности в ускоренном решении сложных coциoлoгo-экoнoмичecкиx задач развития нашего общества: сейчас древесина и изделия из древесных материалов занимают важное место в сфере строительства и промышленного производства, а также в сфере потребления.
Актуальность изучения погрешностей формы и размеров пиломатериалов состоит в том, что эти погрешности оказывают наибольшее влияние на последующий процесс чистовой обработки деталей и на количество отходов древесины при этом. Это также оказывает существенное влияние на экономические показатели.
Задача состоит в конкретизации видов погрешностей: погрешности формы могут значительно превышать погрешности размеров, но они часто носят случайный характер, а погрешности размеров - постоянны.
С другой стороны, небольшие, но несогласованные погрешности формы, противолежащих поверхностей доски приводят к сложному изменению расстояния между ними. Поэтому погрешности формы можно считать первичными и более простыми для моделирования, а погрешности размеров - вторичными и более сложными.
Научно-технические проблемы изучения темы
Качество каждой единицы продукции (и в частности, пиломатериалов) представляет собой случайную величину, зависящую от природных свойств распиленного бревна и конкретных технических условий его распиливания.
Случайная комбинация технических условий процесса, реализованная в наладке оборудования и инструментов, действует постоянно в течение всего времени работы с этой наладкой и приводит к появлению постоянных по характеру и величине погрешностей обработки. Это значит, что за погрешностями обработки надо следить постоянно, чтобы по ним диагностировать состояние оборудования и правильно управлять его наладкой с целью улучшения качества обработки.
Краткая формулировка цели
Техническая цель: измерить фактические погрешности и, сравнив их с допускаемыми, сделать заключение о соответствие продукции нормативным требованиям.
Учебная цель: научиться оперативно находить и изучать необходимую информацию (нормативную и научно-техническую), планировать и выполнять необходимые экспериментальные измерения для получения достоверной дополнительной информации и делать на этой основе правильные научно-технические выводы.
Научно-техническая цель: грамотное изложение новых результатов, накопление экспериментальных фактов и математических зависимостей для последующего совершенствования изучаемых процессов.
|
| Поделиться: |



