Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Робота на ножицях, пилках та пресахСодержание книги
Поиск на нашем сайте
Ножиці для різання листового металу повинні мати стіл та запобіжну лінійку, укріплену так, щоб місця розрізу залишались видимими для робітника. Маса противаг пружинних ножиць повинна бути достатньою, щоб перешкоджати довільному опусканню верхнього ножа. Гільйотинні ножиці повинні бути оснащені запобіжними пристроями, що не допускають попадання пальців робітника під ніж. Експлуатація ножиць не допускається за наявності одного з дефектів: щербин, ум'ятин, тріщин у будь-якій частині ножа, затуплення різальної кромки, а також за наявності зазорів між різальними-кромками ножів більше допустимої величини. Неробоча частина диска круглопиляльного верстата повинна огороджуватися. Стрічкова пилка для розпилювання металу повинна бути закрита металевим кожухом по всій її довжині, за винятком відрізка в зоні різання. При обробці на стрічкових та дискових пилках дрібних предметів вони повинні бути обладнані пристроями, що подають і утримують предмет, який обробляється, та усувають можливість ушкодження пальців робітника. Забороняється працювати на дискових пилках з тріщинами, поламаними зуб'ями або пластинками, що випали. Забороняється прибирати ошурки з-під дискових і стрічкових пилок під час їх роботи. Чищення пилки і прибирання підлоги, що прилягає до неї, допускається тільки після її зупинки. Преси повинні мати пристрої, які захищають робітника від пошкодження низхідним пуансоном. Утримання пускових пристроїв (пускових кнопок, педалей, важелів управління тощо) пресів, а також муфт включення і гальм має відповідати вимогам технічної документації і забезпечувати швидке та надійне вмикання і вимикання устаткування і виключати можливість випадкового або довільного вмикання його на робочий хід. Ножна педаль повинна бути огороджена кожухом, відкритим тільки з фронту обслуговування, що виключає можливість випадкового натискання на неї. Штампи повинні бути закритого типу в усіх випадках, коли це можливо за умов обробки деталей, з тим, щоб між матрицею і пуансоном не могли попасти пальці або руки працюючого; в інших випадках небезпечні зони повинні мати огородження. Для зручного закладання заготовок у штамп пінцетом, кліщами слід робити на відповідних його деталях виїмки, пази, скоси. Робота на пресах із застосуванням пінцетів, кліщів, гачків та інших допоміжних засобів, а також вручну без застосування допоміжного інструменту допускається тільки за наявності на них ефективних захисних пристроїв (дворучне включення, фотоелектронний захист тощо), висувних і відкидних матриць, які зблоковані з умикачем преса, або спеціальних пристроїв преса, що усувають можливість травмування рук працюючого. При штампуванні деталей із поштучних заготовок з ручною подачею в штамп не допускається робота преса в автоматичному режимі. Штампи повинні надійно кріпитися на пресі. Не дозволяється працювати при несправному штампі, а також на тому, що має тріщини або збиті ударні поверхні. Укладення заготовок та видалення відштампованих деталей і відходів із штампувального простору допускається тільки при знаходженні повзуна у верхньому вихідному положенні. Видалення деталей і відходів, що застрягли у штампі, має здійснюватися тільки за допомогою відповідного інструменту при вимкненому пресі (категорично забороняється видалення деталей і відходів, що застрягли, руками). 4.2.4. Вимоги безпеки до різних видів інструментів Вимоги до абразивного та ельборового інструменту і до виконання робіт з його застосуванням Заточувальні та шліфувальні верстати повинні відповідати загальним вимогам ГОСТ 12.3.028. Абразивний та ельборовий інструмент повинен відповідати вимогам ГОСТ 12.3.028. До проведення випробувань абразивного та ельборового інструменту повинні допускатися працівники не молодше 18 років, які пройшли медичний огляд, навчання, перевірку знань правил безпеки праці і мають відповідний запис у кваліфікаційному посвідченні на право виконувати спеціальні роботи. Працівники, які допущені до роботи на заточувальних або шліфувальних верстатах, також повинні мати відповідний запис у кваліфікаційному посвідченні. На кожному абразивному та ельборовому шліфувальному крузі, які після отримання їх з заводу-виробника пройшли випробування, повинна бути нанесена фарбою позначка або на неробочу поверхню повинен наклеюватись спеціальний ярлик із зазначенням порядкового номера круга, дати проведення випробування, умовного знака або підпису працівника, відповідального за проведення випробувань. Забороняється експлуатація кругів з тріщинами на поверхні, з відшаровуванням шару, що містить ельбор, а також кругів, що не мають відмітки про проведення випробувань на механічну міцність або з простроченим терміном зберігання. На шліфувальних і відрізних кругах (крім ельборових) діаметром 250 мм і більше, а також на шліфувальних кругах, призначених для роботи на ручних шліфувальних машинах, повинні бути нанесені такі кольорові смуги, що характеризують робочу швидкість обертання кругів: • жовта - 60 м/с; • червона - 80 м/с; • зелена - 100 м/с; • зелена та синя - 120 м/с. Допускається нанесення кольорових смуг на етикетку - за умови її міцного скріплення з кругом. Інші вимоги до маркування абразивного та ельборового інструмента повинні відповідати стандартам та технічним умовам на конкретний вид інструмента. Заточувальні та шліфувальні верстати повинні бути обладнані: • блокувальними пристроями - для зупинення стола і шліфувального круга в разі припинення подавання електроенергії на плиту - верстати з електромагнітними плитами; • люнетами - круглошліфувальні верстати. Люнети дозволяють шліфувати довгі деталі, у яких відношення довжини до діаметра більше або дорівнює 8; • відсмоктувальними пристроями - верстати, на яких у повітрі робочої зони під час роботи утворюється пил з концентрацією, що перевищує гранично допустиму; • груповими або індивідуальними установками для відсмоктування шкідливих аерозолів із зони обробки - шліфувальні верстати, що працюють з використанням охолоджувальної рідини (рис. 4.16).
Пристосування, що застосовуються для установлювання інструмента на верстатах, повинні забезпечувати співвісність інструмента зі шпинделем верстата, затиснення сегментів по довжині, не меншій за його висоту, та надійність закріплення інструмента. Прозір між отвором круга та місцем насадження повинен бути в межах допусків на діаметр насадного отвору відповідно до вимог ГОСТ 2424 та ГОСТ 21963, а насад - відповідати вимогам ГОСТ 2270. Підручники, що застосовуються під час обробки шліфувальними кругами деталей, які жорстко не закріплені на верстаті, повинні задовольняти такі вимоги: • мати пересувну конструкцію - для забезпечення встановлення та закріплення в потрібному положенні дрібних виробів, що шліфуються та поліруються. Якщо на верстаті встанолені два підручники, вони мають переміщатися незалежно; • мати площадку достатнього розміру - для забезпечення стійкого положення оброблюваного виробу; • встановлюватись так, щоб верхня точка стику виробу зі шліфувальним кругом перебувала вище горизонтальної площини, що проходить через центр круга, але не більш ніж на 10 мм; • прозір між краєм підручника та робочою поверхнею шліфувального круга повинен бути меншим за половину товщини виробу, що шліфується, але не більше 3 мм; • по краях підручників з боку шліфувального круга не повинно бути вибоїн, відколів та інших дефектів. Під час роботи верстата не дозволяється переставляти підручники. Абразивний та ельборовий інструмент та елементи його закріплення (болти, гайки, фланці тощо) необхідно обгороджувати міцно закріпленими на верстаті захисними кожухами. Захисні кожухи для шліфувальних кругів, Щ0імають робочу швидкість до 100 м/с, повинні відповідати таким.'вимогам: • кожухи повинні бути виготовлені у вигляді зварної конструкції з листової вуглецевої конструкційної сталі марок ВСтЗ, ВСт2 згідно з ГОСТ 380, сталі марок 20, 15 згідно з ГОСТ 1050 або у вигляді виливків зі сталі марок 25 Л-ІІ та 35 Л-ІІ згідно з ГОСТ 977; • форма і товщина стінок захисних^ кожухів повинні відповідати вимогам ГОСТ 12.3.028, а кожухів, що застосовуються для обгороджування шліфувальних кругів під час роботи на ручних пневматичних та електричних шліфувальних машинах, - вимогам ГОСТ 12634; • обід та бічні стінки захисного кожуха, що виготовляються з листової сталі, повинні бути зварені суцільним, без напливів та пропалів, посиленим швом, висота якого не повинна бути меншою за товщину бічної стінки; У місцях, де в кожусі є вирізи під пристрої для правлення інструменту або для іншої мети, стінки кожуха повинні бути підсилені не менш ніж на товщину стінки, і в цьому разі ширина підсилення стінки кожуха повинна бути не менша за подвоєну товщину стінки. Не допускається застосовувати кожухи із зовнішніми тріщинами зварного шва та пришовної зони, з незвареними кратерами, підрізами, непроварами кореня шва тощо; • розташування та найбільші допустимі кути розкривання захисних кожухів повинні відповідати зображеним на рис. 4.17; • кут розкривання над горизонтальною площиною, що проходить через вісь шпинделя верстата, не повинен перевищувати 30° - для кожухів, що не мають запобіжних козирків. Якщо кут розкривання перевищує ЗО повинні встановлюватися пересувні металеві запобіжні козирки.
Пересувні металеві запобіжні козирки, що дозволяють зменшити прозір між козирком та кругом у разі його спрацювання, повинні задовольняти такі вимоги: • конструкція козирків повинна забезпечувати переміщування та закріплення їх у різних положеннях; • ширина пересувного запобіжного козирка повинна перевищувати відстань між двома торцевими стінками захисного кожуха; • товщина козирка повинна бути не менша за товщину циліндричної частини захисного кожуха. Переміщувати козирки дозволяється тільки після зупинення круга. Круги типів ПР, ПН, К, ЧЦ, ЧК згідно з ГОСТ 2424 та сегментні круги для шліфування торцем повинні обгороджуватися захисними кожухами. Частина інструмента, що виступає з кожуха, повинна бути менше 50% його висоти, але не більше: 126. 25 мм - для кругів ПР, ПН, К, ЧЦ і ЧК; 127. 40мм - для сегментних кругів. На зубошліфувальних та інших верстатах, де згідно з характером виконуваної роботи шліфувальний круг повинен виступати більш ніж на 25 мм, повинно передбачатись додаткове огородження для робочої зони. Прозір між кругом та верхньою кромкою розкриву рухомого кожуха, а також між кругом та запобіжним козирком повинен бути не більше 6 мм. Прозір між бічною стінкою захисного кожуха та фланцями для закріплення найбільшого за висотою круга, що застосовується на даному верстаті, повинен бути від 5 до 10 мм. Під час виконання робіт знімна крищка захисного кожуха повинна бути надійно закріплена. Шліфувальні та заточувальні верстати з горизонтальною віссю обертання круга, що призначаються для обробки вручну і без підведення змащувально-охолоджувальної рідини (ЗОР) (стаціонарного виконання, на тумбі та настільні), повинні бути оснаще ні стаціонарним захисним екраном для очей. Захисний екран повинен задовольняти такі вимоги: • виготовлений із безосколкового матеріалу завтовшки не менше 3 мм; • конструкція передбачає можливість переустановлювання його відповідно до розміру оброблюваної деталі та ступеня спрацювання шліфувального круга; • розміщується симетрично до шліфувального круга; • ширина екрана перевищує висоту круга не менш ніж на 150 мм. У разі неможливості використання стаціонарного захисного екрана повинні застосовуватись захисні окуляри зі зміцненими скельцями. На верстатах і пристроях, призначених для обточування шліфувальних кругів, необхідно встановлювати захисні пристосування - для запобігання у випадку розриву шліфувального круга попаданню на працівників частин цього круга, що розлітаються, та правильного інструмента. Процес установлювання та знімання шліфувальних кругів масою більше 15 кг повинен бути механізованим. Шліфувальні верстати з робочою швидкістю круга 60 м/с і більше повинні мати: 20. додаткові захисні пристрої - у вигляді металевих екранів та огороджень, які закривають робочу зону під час шліфування; 21. щитки, що закривають відкриту частину шліфувального круга, - у разі його відведення. Частота обертання шліфувального круга може бути збільшена, але без перевищення робочої швидкості, допустимої для даного круга, - у разі зменшення діаметра шліфувального круга внаслідок його спрацювання. Гранично допустимі діаметри спрацьованих шліфувальних кругів початковим діаметром 6 мм і більше повинні відповідати, залежно від виду закріплення круга, згідно з вимогами ГОСТ 2270, таким значенням, у мм:
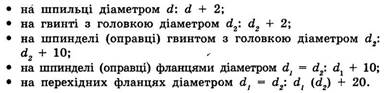
Гранично допустимі діаметри спрацьованих відрізних кругів, у мм, у разі закріплення їх на шпинделі (оправці) фланцями діаметром d1 = сі2 повинні відповідати виразу d1d2+2d заготовки +10. У разі виконання робіт на одному шпинделі шліфувального верстата двома шліфувальними кругами допускається, щоб їхні діаметри відрізнялись не більше ніж на 10%. Шліфувальні круги діаметром 125 мм і більше з робочою швидкістю більше 50 м/с, а також шліфувальні круги діаметром 250 мм і більше, складені разом із планшайбою, перед установленням на верстат повинні бути збалансовані. У разі виявлення дисбалансу шліфувального круга після першого правлення або під час роботи необхідно провести його повторне балансування. Робоча швидкість шліфувального круга повинна бути не більше 80 м/с - під час виконання робіт із застосуванням ручного шліфувального та переносного маятникового інструмента, а також на обдирних та відрізних верстатах з ручним подаванням заготовок. Робоча швидкість шліфувальних головок, наклеєних на металеві шпильки, на керамічній та бакелітовій зв'язках повинна бути не більше 25 м/с. У разі встановлення абразивного інструмента на вал пневматичної шліфувальної машини насад інструмента повинен бути вільним; між шліфувальним кругом та фланцями повинні бути еластичні прокладки з картону завтовшки від 0,5 до 1,0 мм. Після установлення і закріплення шліфувального круга він не повинен мати радіальне або осьове биття. Відрізування або прорізування металу призначеними для цього ручними електричними машинами повинно проводитись із застосуванням шліфувальних кругів, що відповідають вимогам ГОСТ 23182 та паспортним даним на ручні шліфувальні машини. Марку і діаметр шліфувального круга для ручної шліфувальної машини необхідно вибирати за умови максимально можливої частоти обертання, що відповідає холостому ходу шліфувальної машини. До початку виконання робіт на шліфувальній машині захисний кожух повинен закріплюватися так, щоб шліфувальний круг під час обертання вручну з ним не стикався. Під час виконання робіт із застосуванням інструмента слід дотримуватися таких вимог: • заготовку, що шліфується на шліфувальному верстаті, слід наближати до шліфувального круга плавно, без ударів; натискати на круг слід без зусиль; • правити шліфувальні круги необхідно тільки правильними інструментами; • полірувати та шліфувати дрібні деталі необхідно із застосуванням спеціальних пристосувань та оправок - для запобігання травмуванню рук працівника. Працювати із середньо- та великогабаритними деталями необхідно в бавовняних рукавицях; • вироби, які жорстко не закріплені на верстатах, повинні оброблятись шліфувальними кругами із застосуванням підручників, що відповідають вимогам; • шліфувальні головки, наклеєні на металеві шпильки, не повинні мати биття по периферії більше 0,3 мм; • шліфувальні круги, диски та головки на керамічній та бакелітовій зв'язках повинні підбиратись залежно від частоти обертання шпинделя та типу машини; • на необладнаних захисними кожухами машинах зі шліфувальними головками діаметром до 30 мм, наклеєними на металеві шпильки, необхідно застосовувати захисні щитки та окуляри. Круги перед використанням повинні відпрацювати на холостому ходу з робочою швидкістю протягом такого часу: 35. 1 хв - шліфувальні круги, у тому числі ельборові на керамічній зв'язці, діаметром до 150 мм; 36. 2 хв - шліфувальні круги діаметром від 150 до 400 мм; - 5 хв - шліфувальні круги діаметром більше 400 мм; 37. 2 хв - ельборові круги на органічній та металевій зв'язках. Вимоги до ручного слюсарно-ковальського інструмента Ручний слюсарно-ковальський інструмент, призначений для повсякденного застосування, повинен закріплюватись за працівниками для індивідуального або бригадного користування. Бойки молотків та кувалд повинні мати гладку, трохи опуклу, некосу поверхню без вибоїн, відколів, тріщин та задирок. Рукоятки молотків, ковадл та іншого інструмента ударної дії повинні виготовлятись із сухої деревини твердих листяних порід (берези, дуба, бука, клена, ясеня, горобини, кизилу, граба) без сучків та косошару або із синтетичних матеріалів, що забезпечують експлуатаційну міцність і надійність у роботі; використання рукояток, виготовлених з деревини м'яких та великошарових порід дерев (ялини, сосни тощо), а також із сирої деревини заборонено. Рукоятки молотків, зубил тощо повинні мати по всій довжині в перерізі овальну форму, бути гладкими, не мати тріщин і до вільного кінця рукоятки повинні дещо потовщуватись (крім кувалд) - для запобігання висковзуванню рукоятки з рук працівника під час змахів та ударів інструментом. У кувалд рукоятка до вільного кінця повинна дещо стоншуватись; кувалда повинна насаджуватись на рукоятку в бік потовщеного кінця без застосування клинів. Вісь рукоятки повинна бути строго перпендикулярна до поздовжньої осі інструмента. Клини для закріплювання інструмента на рукоятці повинні виготовлятися з м'якої сталі; вони повинні мати насічки (йоржі). Під час забивання клинів у рукоятки молотків вони повинні утримуватись кліщами. Не дозволяється працювати з інструментом, рукоятки якого насаджено на загострені кінці (напилки, шабери тощо) без металевих бандажних кілець. Рукоятки (держаки) лопат повинні виготовлятися з деревини без сучків та косошару або із синтетичних матеріалів та міцно закріплюватись у тримачах, причому частину рукоятки, що виступає з тримача, необхідно зрізувати похило до поверхні лопати. Ломи повинні бути прямими з відтягненими та загостреними кінцями. Інструмент ударної дії (зубила, крейцмейселі, бородки, просічки, керни тощо) повинен мати гладку затилкову частину без тріщин, задирок, наклепу та скосів, і на його робочому кінці не повинно бути пошкоджень. Довжина інструмента ударної дії повинна бути не менше 150 мм. Кут загострення робочої частини зубила повинен відповідати оброблюваному матеріалу. Цей кут повинен дорівнювати: 38. 70° - для рубання чавуну та бронзи; 39. 60° - для рубання сталі середньої твердості; 40. 45° - для рубання міді та латуні; 41. 35° - для рубання алюмінію та цинку. Середня частина зубила повинна мати овальний або багатогранний переріз без гострих ребер та задирок на бокових гранях, ударна - форму зрізаного конуса. Поверхнева твердість робочої частини зубила для виконання ковальських робіт на довжині 30 мм повинна бути: 42. від 54 до 58 HRC - для холодного рубання; 43. від 50 до 55 HRC - для гарячого рубання. Твердість ударної частини на довжині 20 мм повинна бути від 30 до 40 HRC. Під час виконання робіт із застосуванням клинів або зубил за допомогою кувалд працівники повинні використовувати клинотримачі з рукояткою завдовжки не менше 0,7 м. Під час робіт із застосуванням інструмента ударної дії працівники повинні користуватись захисними окулярами - для запобігання попаданню в очі твердих частинок, що відлітають від інструмента. У разі використання кліщів необхідно.оастосовувати кільця, розміри яких повинні відповідати розмірам оброблюваних заготовок. Із внутрішнього боку ручок кліщів повинен бути упор - для запобігання здавлюванню пальців руки працівника. Поверхні металевих ручок кліщів повинні бути гладкими (без ум'ятин, зазубрин і задирок) та очищеними від нагару. Працівники повинні працювати викруткою, у якої ширина робочої частини (лопатки) відповідає розміру шліца в головці шурупа або гвинта. Розміри зіва (захвата) гайкових ключів не повинні перевищувати розміри головок болтів (граней гайок) більш ніж на 0,3 мм. Забороняється застосовувати для ключів підкладки, якщо прозір між площинами губок і головок болтів або гайок більший за допустимий. Робочі поверхні гайкових ключів не повинні мати збитих скосів, а рукоятки - задирок. На рукоятці ключа повинен зазначатись його розмір. Під час відкручування і закручування гайок та болтів за необхідності слід застосовувати ключі з довгими рукоятками; подовжувати рукоятки ключів допускається тільки додатковими важелями типу «зірочка». Не дозволяється застосовувати для подовження гайкових ключів додаткові важелі, інші ключі або труби. Інструмент на робочому місці необхідно розміщувати так, щоб запобігти його скочуванню або падінню. Забороняється класти інструмент на поручні огороджень або на необгороджений край площадки риштувань, помосту, а також поблизу відкритих люків, колодязів тощо. Під час перенесення або перевезення інструмента з гострими частинами ці частини повинні бути захищені. Весь ручний слюсарно-ковальський інструмент (як той, що зберігається в інструментальній кладовій, так і виданий на руки) повинен періодично, не рідше 1 разу на 3 міс., оглядатись відповідальними інженерно-технічними працівниками, призначеними розпорядженням по підрозділу, і в разі виявлення несправностей вилучатися з експлуатації.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 160; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.97.161 (0.01 с.) |