Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Металообробні верстати токарної групиСодержание книги
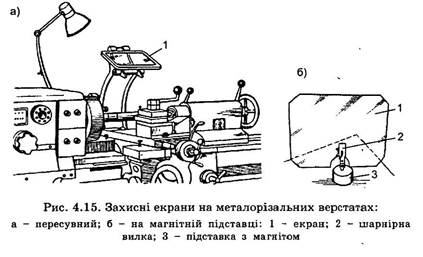
Поиск на нашем сайте Зону обробки універсальних верстатів, призначених для обробки заготовок діаметром до 630 мм включно, необхідно обгороджувати захисрим пристроєм (екраном). З боку, протилежного робочому місцю, у цій зоні також повинен бути екран (рис. 4.15). Затискні патрони універсальних токарних і токарно-револьверних верстатів повинні мати огородження, яке можна легко відводити вбік під час установлювання та знімання заготовок, не обмежуючи технологічні можливості верстатів. Планшайба токарно-карусельних верстатів повинна мати огородження, яке не повинне перешкоджати обслуговуванню цих верстатів. У разі розміщення верхньої площини планшайби на 700 мм вище від рівня підлоги вона повинна мати суцільне огородження. Це огородження повинно переміщуватися, бути на 50-100 мм вищим від рівня верхньої площини планшайби і додатково мати знімні щити заввишки від 400 до 500 мм. У разі розміщення верхньої площини планшайби на відстані менше 700 мм від рівня підлоги огородження повинно бути стаціонарним і виконуватись у вигляді обода, верх якого повинен розміщуватися на рівні низу Т-подібних пазів планшайби на. відстані не менше 100 мм від неї. На огородженні повинні установлюватися знімні щитки Г-подібної форми, горизонтальна
полиця яких повинна доходити (із прозіром) до периферії планшайби, а вертикальна - до підлоги. У разі розміщення нижньої кромки периферії планшайби на 200 мм вище від рівня підлоги Г-подібні щитки можна не встановлювати. Можна застосовувати огородження (допускається ланцюгом) заввишки 1000 мм і більше. У цьому випадку під час завантажування та вивантажування заготовок необхідно передбачати зручне переміщування і надійне закріплювання огородження під час роботи верстата. Корпуси пристроїв, які закріплюються на планшайбах токарно-карусельних верстатів і затискують оброблювану деталь, повинні утримуватися на планшайбах в основному за допомогою жорстких упорів і додатково силою тертя, що утворюється кріпильними гвинтами. У планшайбах карусельних верстатів необхідно передбачати обмежувачі - для запобігання падінню затискних пристроїв з обертових планшайб. У разі надягання планшайби на кінець шпинделя її необхідно очищати від стружки та забруднення. У разі закріплення деталі в кулачковому патроні або використання планшайб деталь необхідно захоплювати кулачками на якомога більшу довжину. Після закріплення деталі кулачки не повинні виступати з патрона або планшайби за межі їх зовнішнього діаметра. Якщо кулачки виступають, слід замінити патрон або установити спеціальне огородження. У разі встановлення патрона або планшайби на шпиндель під цих на верстат повинні підкладатися дерев'яні підкладки з виямкою за формою патрона (планшайби). Забороняється згвинчувати патрон (планшайбу) раптовим гальмуванням шпинделя. Згвинчувати патрон (планшайбу) ударами кулачків об підставку допускається тільки в разі його ручного обертання; у цьому випадку повинні застосовуватися підставки з довгими ручками. Допускається закріплювати в кулачковому патроні без підпирання центром задньої бабки тільки короткі, завдовжки не більше двох діаметрів, зрівноважені деталі; в іншому випадку для підпирання необхідно використовувати задню бабку. Для обробки в центрах деталей завдовжки 12 діаметрів і більше, а також у разі швидкісного та силового різання деталей завдовжки 8 діаметрів і більше необхідно застосовувати додаткові опори (люнети). Перед обробкою деталей в центрах спочатку необхідно перевірити закріплення задньої бабки і тільки після встановлення деталі змастити центр; задній центр під час виконання робіт також повинен періодично змащуватись, а в разі обробки довгомірних деталей повинен перевірятися також осьовий затискач. Пруткові токарні автомати та пруткові револьверні верстати повинні мати по всій довжині прутків огородження, оснащене шумопоглинальним пристроєм. У разі застосування огородження у вигляді напрямних труб, що обертаються разом із прутками (або коли прутки із заднього боку виступають за межі огорожі), прутковий магазин повинен мати кругове огородження по всій довжині. Розміщений зовні верстата пристрій для подавання прутків повинен мати огородження, яке не перешкоджає доступу до цього пристрою. Універсальні верстати в разі використання їх для обробки прутків повинні бути за необхідності оснащені пристроєм, який обгороджує пруток з боку задньої частини шпинделя. Пруток не повинен виступати за відгороджу вальний пристрій. Прутковий матеріал, який подається для обробки на верстат, не повинен мати кривизни. Різці необхідно закріплювати з мінімально можливим вильотом з різцетримача (виліт різця не повинен перевищувати більш ніж у 1,5 раза висоту державки) і не менш ніж двома болтами. Різальна кромка різця повинна виставлятись по осі оброблюваної деталі. Для правильного встановлення різців відносно осі центрів та підвищення надійності закріплення їх у супорті необхідно застосовувати шліфовані прокладки. Прокладки повинні відповідати лінійним опорам частини державки різців. Для обробки в'язких металів (сталей), що дають зливну стрічкову стружку, необхідно застосовувати різці з викружками, накладними стружколамачами або стружкозавивачами. Для обробки крихких металів (чавуну, бронзи тощо) з утворенням подрібненої сталевої стружки необхідно застосовувати захисні пристрої: спеціальні стружковідвідники, прозорі екрани або індивідуальні щитки для захисту обличчя. У разі замінювання супорта, під час установлювання або знімання деталей та інструмента, ручної обробки деталі (зачищення, шліфування), усунення биття револьверну головку та супорт з інструментом необхідно відводити на безпечну відстань. Для зачищення виробів на верстаті шкуркою або порошком необхідно застосовувати притискні колодки. Забороняється під час виконання робіт на металообробних верстатах токарної групи: 25. користуватися затискними патронами, - якщо спрацьовані робочі площини кулачків; 26. працювати з необертовим центром задньої бабки - у разі швидкісного різання; 27. працювати без закріплення патрона сухарями - для запобігання самовідвертанню в разі реверсування; . гальмувати обертання шпинделя натискуванням руки на обертові частини верстата або деталі; 28. залишати в револьверній головці інструмент, який не використовується для обробки даної деталі; 29. перебувати між деталлю та верстатом - під час установлення деталі на верстат; 30. притримувати руками кінець важкої деталі або заготовки, що відрізається; 31. класти деталі, інструмент та інші предмети на станину верстата і кришку передньої бабки; 32. закладати та подавати рукою в шпиндель оброблюваний пруток - у разі ввімкненого верстата; 33. вимірювати оброблювану деталь скобою, калібром, масштабною лінійкою, штангенциркулем, мікрометром тощо - до повного зупинення верстата, відведення супорта та револьверної головки на безпечну відстань; 34. заточувати короткі різці без застосування відповідної оправки. Металообробні верстати фрезерної групи В універсальних фрезерних консольних верстатах і верстатах з хрестовим столом завширшки 320 мм і більше, а також в усіх фрезерних верстатах з програмним керуванням операцію закріплювання інструмента необхідно механізувати. Органи керування приводом для закріплювання інструмента повинні бути зручно розміщені. В універсальних фрезерних консольних верстатах і верстатах з хрестовим столом завширшки до 630 мм тривалість зупинення шпинделя (без інструмента) після його вимкнення не повинна перевищувати 6 с. У горизонтально-фрезерних та вертикально-фрезерних верстатах заввишки до 2,5 м задня частина шпинделя разом з виступним кінцем гвинта для закріплювання інструмента, а також кінець фрезерної оправки, який виступає з підтримки, необхідно відгородити кожухами; які можна швидко зняти. На вертикально-фрезерних верстатах для закріплювання фрез необхідно застосовувати спеціальні механічні пристосування (шомполи, штревелі тощо), і в конструкціях таких верстатів повинні передбачатися пристрої, що забезпечують зручний та безпечний доступ до зазначених пристосувань у разі заміни інструмента. Конструкція збірних фрез повинна передбачати надійне та міцне закріплення в корпусі фрези зубів або пластин з твердого сплаву, яке унеможливлює випадіння їх під час роботи. Перед установленням фрези необхідно перевіряти цілісність та правильність заточування пластин. Пластини повинні бути без викришених місць, тріщин, нагару; різальний інструмент не повинен мати затуплених кромок. Для установлення фрез на верстаті або заміни їх необхідно застосовувати спеціальні пристосування, які запобігають порі- > зам рук. У разі встановлення фрез на оправку їхні зуби необхідно розміщувати в шаховому порядку. Для підтримування фрези під час вибивання її зі шпинделя необхідно застосовувати еластичні прокладки. Забороняється підтримувати фрезу незахищеною рукою., Фрезерну оправку або фрезу необхідно закріплювати в шпинделі ключем тільки після ввімкнення коробки швидкостей - для запобігання провертанню шпинделя. Забороняється затискувати та відтискувати фрезу ключем на оправці ввімкненням електродвигуна, а також залишати ключ на головці затяжного болта після встановлення фрези або оправки. Після встановлення та закріплення фрези необхідно перевіряти радіальне та торцеве биття, яке не повинно перевищувати 0,1 мм. Копіювальні, свердлильно-фрезерні та фрезерні верстати повинні мати кінцеві вимикачі - для здійснення вимикання фрезерних та свердлильних кареток в установлених положеннях. У разі швидкісного фрезерування необхідно застосовувати 'огородження та пристосування для уловлювання та видалення стружки (спеціальні стружковідвідники, що вловлюють та відводять стружку в стружкозбірник), прозорі екрани або індивідуальні засоби захисту (окуляри, щитки). Привід до бабки нарізевофрезерних верстатів необхідно обгородити. Оброблювані деталі та пристосування, особливо базові та кріпильні поверхні, що прилягають одна до одної, перед установленням на верстат необхідно очищувати від стружки та мастила - для забезпечення правильного встановлення їх та досягнення міцності закріплейня. Отвір шпинделя, хвостовик оправки або фрези, поверхню перехідної втулки перед установленням у шпиндель необхідно ретельно очистити та протерти, а забоїни - усунути. У разі встановлення хвостовика інструмента в отвір шпинделя хвостовик повинен сідати щільно, без люфту. Оброблювану деталь необхідно закріплювати в місцях, що розташовані якомога ближче до оброблюваної поверхні. Для закріплювання деталей до необроблених поверхонь необхідно застосовувати лещата та пристосування з насічкою на притискних губках. У разі використання для закріплювання деталей пневматичних, гідравлічних та електромагнітних пристосувань трубки, по яких подається повітря або рідина, а також електричну проводку необхідно захищати від механічних пошкоджень. У разі замінювання або вимірювання оброблюваної деталі верстат необхідно зупинити, а різальний інструмент відвести на безпечну відстань. Працювати на верстаті з неогородженою фрезою необхідно із застосуванням індивідуальних засобів захисту (окулярів, щитків тощо). Під час роботи на верстаті слід уникати накопичення стружки на фрезі та оправці; стружка від обертової фрези повинна періодично видалятися пензликом з ручкою завдовжки до 250 мм. Металообробні верстати стругальної, довбальної та протяжної груп Поздовжньо-стругальні верстати повинні мати гальмові, амортизувальні або обмежувальні пристрої - для унеможливлення викидання стола. Поперечно-стругальні та довбальні верстати з ходом повзуна більше 200 мм, а також поздовжньо-стругальні необхідно оснащувати надійно діючими пристроями автоматичного відведення різцетримача під час холостого ходу. Поперечно-стругальні верстати необхідно оснащувати стружкозбірником та екраном - для запобігання розкиданню стружки за межі стружкозбірнйка. Довбальні верстати повинні мати пристрій, який унеможливлює самоопускання повзуна після вимкнення верстата. Довбальні верстати з механічним (кулісним) приводом повзуна повинні мати блокування - для запобігання перемиканню швидкості довбача (різця), якщо працює верстат. На довбальних верстатах піднімання подушки довбача під час холостого ходу має бути автоматизоване, за винятком довбальних верстатів з ходом повзуна від 100 до 200 мм. Стіл або повзун верстата повинен відводитися на максимальну відстань від супорта - під час установлювання оброблюваної деталі на верстат та знімання її з верстата. Перед установленням заготовки на верстат поверхню закріплювальних пристроїв і заготовку слід протирати; необхідно також перевіряти справність різцетримальної головки. Установлена на верстат заготовка не повинна зачіпати стояки або супорт під час роботи верстата. Правильність установлення деталі на верстат повинна перевірятися: на невеликих верстатах - переміщуванням стола або повзуна вручну; на великих - за допомогою масштабної лінійки (за неможливості здійснювати переміщування стола вручну). Оброблювані деталі необхідно закріплювати спеціальними кріпильними деталями (болтами, притискними планками, упорами). Упори повинні сприймати зусилля різання. Не дозволяється відкидати різець руками під час холостого (зворотного) ходу верстата. Різці, що встановлюються, повинні бути правильно заточені, не мати тріщин та надломів; не дозволяється гострість та справність різця перевіряти рукою. У разі довбання в упор необхідно залишати достатній вихід для різця та стружки. Регулювання та закріплення кулачків обмежувача ходу необхідно здійснювати тільки після вимкнення верстата та припинення руху його частин. Не дозволяється під час роботи верстата очищати та поправляти різальний інструмент, пристосування та оброблювані деталі. Вертикально-протяжні верстати для внутрішнього протягування повинні мати огородження - для захисту працівників від травм у разі випадіння протяжки з патрона поворотного механізму. Над зоною виходу протяжки із заготовки на горизонтально-протяжних верстатах необхідно установлювати відкидний екран з оглядовим вікном - для захисту верстатників від відлітаючої стружки і можливого травмування їх кусками протяжки у разі розривання її. Горизонтально-протяжні верстати, що працюють протяжками масою більше 8 кг, повинні мати підтримувальні опори на вході протяжки в заготовку і виході з неї. Верстати повинні мати пристосування, що забезпечує механізоване повертання протяжки в початкове положення після робочого ходу. Під час виконання робіт з довгими протяжками на горизонтально-протяжних верстатах необхідно застосовувати рухомі люнети. Забороняється працювати на двоколонному вертикально-протяжному верстаті двом працівникам, а також перебувати біля однієї колони під час установлювання деталі на іншу колону.
|
||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 335; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.169 (0.011 с.) |