Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Отчет по производственной практикеСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Кафедра МТД ОТЧЕТ ПО Производственной ПРАКТИКЕ
База производственной практики: 1. ХК «Мебель Черноземья»
Студент 4 курса специальности 250403.65 ТД2 091-ОС группы /Лялина Е.Е. / подпись ФИО
Руководитель от ВГЛТА: Разиньков Е.М. «______» _______ _________ / / оценка дата подпись
Воронеж 2013 Реферат
Отчет по практике содержит 103 страницы, 104 картинки. Наиболее часто встречающиеся слова и сочетания: станок, шлифование, кромка, линия, техпроцесс, пила, ДСтП, цех, клей, ролики, техническая характеристика, процесс, облицовка.
Содержание Введение………………………………………………………………………4 Сушильно-заготовительный цех.…………….. …………………………….7 Сборочно-отделочный цех…………………………………………………..49 Цех первичной обработки……………………….…………………………..55 Цех вторичной механической обработки…………………………………..78 Цех комплектации……………………………………………………..…….90 Цех мягкой мебели……………………………………………………….….94 Заключение………………………………………………………………….. 103 Введение
ОАО ХК «Мебель Черноземья» - одно из крупнейших предприятий мебельной отрасли России. Фирма была образована в Воронеже, в 1997 году на базе Воронежского комбината мебельных деталей. На предприятии работают более 2.500 человек. Персонал постоянно повышает профессиональные навыки: этому способствуют регулярные тренинги в сфере эффективных продаж и плановые мероприятия в производственных подразделениях, направленные на улучшение качества продукции. ОАО ХК «Мебель Черноземья» выпускает яркую, модную мебель из экологически чистых материалов, находящую своего благодарного и массового потребителя. Российские ценители хорошей мебели знакомы с такими сериями продукции нашего холдинга, как наборы для комнат «Napoli», «Novella», «Naturel», спальни «Орхидея», «Валенсия», «Венеция». ОАО ХК «Мебель Черноземья» - активный участник и дипломант всех наиболее престижных мебельных выставок международного класса, неоднократный победитель конкурса «100 лучших товаров России». Высокое качество продукции, оригинальные дизайнерские решения принесли компании более 50 престижных наград. Среди клиентов компании «Мебель Черноземья» - Администрация Президента РФ, Правительство РФ, городские и областные администрации регионов России.
В 2003 году ОАО ХК «Мебель Черноземья» внедрило систему менеджмента качества всего производственного процесса в соответствии с требованиями международного стандарта ISO 9001:2000 и получило сертификат TUV SERT всемирно известной европейской компании RW TUV (Ессен, Германия). В январе 2007 года система качества ОАО ХК «Мебель Черноземья» успешно прошла сертификацию на соответствие международному стандарту ISO 14001 система экологического менеджмента предприятия. Истоком холдинга является райпромкомбинат Железнодорожного района, созданный в феврале 1943 года из небольших производств, не имеющих ничего общего с деревообработкой.
С учетом запросов жителей Воронежа в послевоенное время услуги райпромкомбината менялись, совершенствовалась система управления, постепенно внедрялись деревообработка и производство мебели, так: 1966 год – выпущено первое изделие мебели – диван-кровать «Ладога». 1968 год – предприятие полностью перепрофилировано на выпуск мягкой мебели, ему присвоен статус – Воронежская мебельная фабрика. В ассортименте появляются: диван-кровать «Малютка», кресла-кровати. 1976 год – начало технического переоснащения и реконструкции производства. Предприятие становится базовым по выпуску черновых мебельных заготовок и листовых материалов для 5 областей Черноземья и именуется – Воронежский комбинат мебельных деталей (ВКМД). До 1992 года ВКМД производил в основном мебельный щит, облицованный синтетическим шпоном, матрацы двусторонней мягкости, мягкую мебель. Переход к рынку, ломка всех старых связей заставили изменить стратегию предприятия. С этого момента осваивается производство корпусной мебели. Начиная с 1993 года, постоянно увеличивается выпуск корпусной и снижается объем выпуска мягкой мебели. 1996 год – предприятие ориентируется на выпуск корпусной мебели, облицованной пленками и натуральным шпоном и мебели из натуральной древесины. В 1997 году на базе объединения «Воронежмебель» учреждается ОАО Холдинговая Компания «Мебель Черноземья». Ассортимент продукции меняется на 100%. Каждая из освоенных моделей – шаг навстречу потребителю, взыскательно выбирающему мебель в разных ценовых уровнях (элитном, дорогом, выше среднего, среднем, дешевом). Пришло время работать на завтрашний день. 1997-2005 год Холдинговая компания «Мебель Черноземья» объединяет в своем составе не только производственные предприятия по выпуску изделий мебели, но и порядка 50 фирменных торговых салонов, расположенных в 20 регионах России. Предприятие занимает площадку более 12 га. земли; это производственно – технический комплекс цехов и производств, оснащенных современным импортным оборудованием. Сушильно-заготовительный цех Работа в цехе ведется на следующих участках: - сушильное отделение; - раскрой пиломатериалов и рулонов бумаги; - участок подготовки точеных деталей; - участок предварительной машинной обработки брусковых деталей; - участок шлифования поверхностей деталей; - участок раскроя плит; - подготовка фрезерования поверхностей деталей; - облицовка пленками ПВХ; - изготовление тары; - участок подготовки погонажных деталей; - участок подготовки столешниц; - участок доработки криволинейных деталей. Сушильное отделение На ХК «Мебель Черноземья» производят различную продукцию, изготовленную из древесных плит и массивной древесины. Рассмотрим участок сушки пиломатериалов до эксплуатационной влажности. Начнем с того, что сырье и материалы подвозят на задний участок цеха, где расположены рельсы. По ним перемещаются тележки с сырьем. По рельсам пиломатериалы поставляются в камеры. Для транспортировки пиломатериалов от камеры к складу сухих пиломатериалов или от склада сырых пиломатериалов к камере используется траверсная тележка. Она служит для перемещения тележек с материалом на параллельные пути. Работы по формированию и перемещению штабелей в сушильном цехе очень тяжелы и трудоемки, поэтому большое значение имеют их правильная организация и механизация. Для формирования штабеля необходимы те или иные приспособления или механизмы. На ХК «Мебель Черноземья» для формирования штабелей используют погрузочный лифт. К лифту подвозят пакет с сырым материалом. Платформа поднимается и занимает верхнее положение. На нее закатывают трековую или цельносварную вагонетку. Рабочие (обычно 2 человека) сдвигают доски с пакета на вагонетку и формируют один за другим ряды штабеля. По мере выкладки штабеля платформа постепенно опускается, и фронт работы поддерживается на наиболее удобном уровне. После завершения укладки платформа поднимается и штабель скатывается с нее на рельсовый путь. Конструкция штабеля должна обеспечивать его равномерное омывание агентом сушки. В штабель материал укладывается со шпациями и без шпаций. Схема без шпаций более рациональна. Форма и геометрические размеры штабеля должны быть првильными и неизменными. В штабель необходимо укладывать одной породы и толщины. При укладки пиломатериалов, они не должны выступать за габариты штабеля. Требования предъявляемые к прокладкам: При формировании штабеля используют межрядовые прокладки толщиной 22 мм, 25 мм и 32 мм; толщиной 40 мм и 60 мм. Количество прокладок по длине штабеля зависит от породы и толщины пиломатериалов. Прокладки не должны выступать за габариты штабеля. В штабеле прокладки необходимо укладывать одну под другую. Материал должен быть простроган с четырех сторон. Один раз в три месяца их калибруют. Предельное отклонение от размера должно составлять ±0,5 мм. Склады сухих и сырых пиломатериалов не должны находится рядом с друг другом. Склады сырых пиломатериалов предназначены для обеспечения непрерывной работы сушильных камер. Они представляют собой площадку на открытом воздухе или закрытую ограждениями, расположенную недалеко от сушильных камер. На ХК «Мебель Черноземья» на складах сырых пиломатериалов происходит частичная атмосферная сушка, что позволяет снизить продолжительность сушки, а значит и себестоимость продукции. Склады сухих пиломатериалов представляют собой закрытые помещения, в которые пиломатериалы поставляются из сушильных камер. Влажность и температура воздуха в них должны быть постоянными и соответствовать требованиям. Для сушки пиломатериалов на ХК «Мебель Черноземья» расположены камеры СПМ 2-К. Камеры СПМ 2-К – камеры, скомплектованные в виде двухкамерных (четырехштабельных) блоков. Они рассчитаны на работу не только на воздухе, но и на перегретом паре, и оборудованы секционными биметаллическими калориферами. Циркуляция воздуха в камере осуществляется двумя расположенными один над другим осевыми реверсивными вентиляторами с приводом от трех скоростных электродвигателей. Для равномерного распределения потока по длине штабеля служат поворотные экраны. Тепловое оборудование состоит из увлажнительных труб и калориферов. Воздухообмен камеры с атмосферой обеспечивают приточно-вытяжные трубы с автоматическими задвижками. Камеры снабжены коридором управления. Показания психрометров подаются на компьютер оператору, который следит за процессом сушки. Внутри штабеля сформирован отсек для хранения контрольного образца, по которому определяется текущая влажность пиломатериалов.
Рисунок 1 – Сушильный цех ОАО ХК «Мебель Черноземья». 1 - сушильная камера СПМ-2К, 2 - лифт для формирования штабелей, 3 -тележка траверсная, 4 - коридор управления После достижения древесины требуемой влажности происходит выгрузка пиломатериалов. Выгрузка пиломатериалов осуществляется траверсной тележкой, после чего они поставляются в склад сухих пиломатериалов. Древесина, выпускаемая из сушилки, должна соответствовать своему назначению. Так как назначение древесины может быть различным, различными должны быть и требования к качеству сушки. В зависимости от этих требований установлено четыре категории качества сушки: первая (I) категория – сушка, обеспечивающая особо точную механическую обработку и сборку деталей и узлов наиболее квалифицированных изделий; вторая (II) категория – сушка, обеспечивающая точную механическую обработку и сборку деталей; третья (III) категория – сушка для менее квалифицированных изделий деревообработки; нулевая (0) категория – сушка товарных пиломатериалов до транспортной влажности. В настоящее время на ХК «Мебель Черноземья» сушка осуществляется в сборно-металлических камерах Secal
Рисунок 2 – сборно-металлическая камера Secal Конвекционные сушильные камеры SECAL используются для сушки пиломатериалов различных пород дерева: дуб, бук, береза, сосна, липа, кедр, ель, пихта, лиственница и других. При сушке, в качестве носителя тепла используется пар, горячая вода, масло. Возможен прямой обогрев сушильной камеры газом. Несущие конструкции камеры, изготовленные из сплава аллюминия легко собираются и выдерживают значительные нагрузки. Для крыши, зоны, где естественно больше всего аккумулируется тепло, используются панели из гофрированного алюминия с двойной алюминиевой обшивкой и изоляцией из высокопрочного полиуретана. Эти панели обеспечивают высокое сопротивление нагрузке снега, а также свободное хождение человека по крыше, без необходимости использования вспомогательных мостиков. Общая толщина панели: 140 мм (100+40 мм). Инспекционная дверь служит для доступа оператора внутрь камеры. Дверь полностью изготовлена из алюминия с изоляцией, аналогичной изоляции стен камеры. Дверь с высоким уровнем безопасности, система открытия с внутренней стороны с помощью толкателя (аварийное открытие), с наружной – рукоять с автоматическим закрыванием. Система вентиляции, расположенная между крышей и фальш-потолком, служит для равномерного распределения тепла, производимого теплообменниками, а также для удаления влаги извлеченной из древесины. Используются осевые реверсивные вентиляторы из алюминиевых сплавов. Процесс регулированного сброса конденсата в атмосферу и подача внутрь конвекционной сушильной камеры свежего воздуха происходит через воздушные приточно-вытяжные каналы. Каналы оборудованы заслонками с сервоприводами и управляются автоматикой камеры. Эффективное и равномерное увлажнение воздуха обеспечивается двойной системой увлажнения, установленной спереди и сзади вентиляторов. Управление каждой из систем раздельное т.е при прямом дутье вентиляторов работает одна ветка,а при реверсе вентиляторов –другая.
Рисунок 3 – Схема конвективной сушильной камеры Secal Характеристики станка IMA
Рисунок 39 – Линия облицовывания плитного материала ORMA Станок предназначен для склеивания щитов из массива древесины, а также двустороннего облицовывания щита и плитных материалов. В качестве облицовочного материала используется натуральный шпон ценных пород древесины, пленка ПВХ, пластик. Нагревание происходит при помощи диатермического масла. Плита движется снизу вверх. Минимальная и максимальная толщина заготовки 15/60 мм. Перед загрузкой в пресс на плиты наносится клей, с помощью пневмо-пистолета, в специальной камере. Участок приготовления тары Для изготовления упаковочной тары для мебели на данном участке расположен просечно-рилевочный станок «VEGA-2500». Согласно картам раскроя здесь производят гофрированный картон, идущий на изготовление упаковочных коробок.
Рисунок 40 – Процесс изготовления упаковочной тары К картону так же имеются свои требования. При изготовлении гофрокартона допускаются отклонения допустимых внутренних размеров длины и ширины не более + 5мм размеров по карте раскроя. В указанных ГОСТом пределах допускаются царапины, пятна, расклеивания и другие дефекты картона. При перевозке мебели необходимо, что бы сохранялся ее внешний вид, сохранность и прочее. Поэтому для изготовления коробок для мебели применяют трехслойный гофрокартон, состоящий из 2 плоских слоев, (внутренний - гофрированный) и пятислойный (3 плоских и 2 гофрированных слоя). 1.10 Участок подготовки погонажных деталей На данном участке осуществляется обрезка и присадка деталей. Здесь расположен 2-х пильный отрезной станок «Rapid». Который осуществляет раскрой погонажа под углом 450 и одновременно выполняет присадку отверстий под шканты диаметром 8 мм. Станок имеет два вида пил: две подрезных диаметром 120мм и две отрезных диаметром 300мм. Раскрой начинается с работы подрезных пил, толщиной 2мм. Они выполняют на поверхности заготовок резы, которые препятствуют образованию сколов при работе основной пилы. Затем осуществляется подача отрезных пил, которые непосредственно раскраивают погонаж.
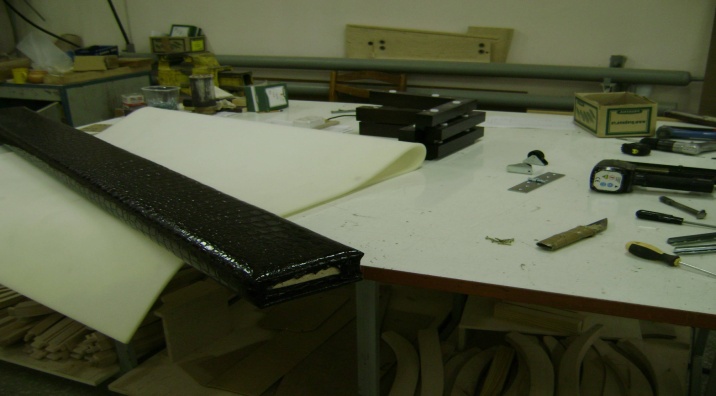
Рисунок 41 – Отрезной станок Rapid Основные технические характеристики Rapid: - Мах длинна заготовки 3100мм 1.11 Участок подготовки столешниц Столешницы для кухонных гарнитуров изготавливаются именно на этом участке. Для облицовки кромок столешниц применяется кромкооблицовочный станок модели AKV 88F. Рабочим органом является валец, который на кромку наносит клей-расплав. Поверхность кромки перед нанесением клея должна быть ровной, чистой, влажность щита 8±2%. Здесь облицовываются столешницы с использованием клеевого раствора на основе смолы КФЖ (100 м.ч.) с добавлением отвердителя - щавелевой кислоты 10%-го раствора (10 м.ч.). В качестве облицовочного материала используются пленки различных размеров и текстуры.
Рисунок 42 – Облицовочный кромочный материал
Рисунок 43 – Станок для облицовывания AKV 88F
Пленку доставляют на участок в рулонах, которые в дальнейшем будут раскраиваться по необходимому формату. Для осуществления переобреза столешниц применяется станок Р-260. Техническая характеристика: размер неподвижного стола, мм…………………………...….860*535; размер подвижного стола, мм…………………………………260*350; длина хода подвижного стола, мм………………………………...2600; ширина отпила, мм…………………………….…………………..1100; высота пропила диском 300 мм, мм…………………………….…100; высота пропила при наклоне 45 град. мм…………………...………65; скорость вращения вала станка, об/мин………………………….4000; мощность эл/двигателя, кВт…………………………………..………4; скорость вращения подрезного диска, об/мин………………...…8000; регулировка по высоте установки подрезного диска, мм……....+4;-4; поперечная регулировка установки подрезного диска, мм..…+-4;+-5; вес,кг……………………………………………………………...…..780.
Сборочно-отделочный цех
В данном цехе выполняются операции по отделке деталей и их сборки. Из-за наличия большого количества лакокрасочных материалов цех является взрывоопасным. Здесь производится окрашивание деталей красками и эмалями, нанесение на них лака и патины. Окраска производится в камерах окрасочных с водяной завесой модели ОКВ.0325.10Б.
Рисунок 1 – Камера окрасочная марки ОКВ.0325.10Б.
Камеры снабжены завесами, по которым непрерывно течет вода. Эти водяные завесы выполняют очень важную функцию, они служат для уменьшения токсичности при нанесении покрытия и улавливают брызги краски. Нанесение покрытия происходит по средствам пневмопистолета. Соотношение массы подаваемого красящего материла и воздуха, необходимого для его подачи – 1:10. В процессе обработки деталей могут возникать различные дефекты, которые могут устраняться путем увеличения или уменьшения давления подачи воздуха, замены элементов распыляющего устройства или их прочистки. Но, тем не менее, наличие дефектов зависит и от навыков и аккуратности рабочего. Во избежание подтеков краску необходимо наносить вертикально и за несколько этапов с перерывом в 3-5 минут. Наличие нескольких микро-слоев покрытия улучшает его внешний вид и качество. Окрашивание и покрытие лаком применяют как для прямолинейных, так и для криволинейных деталей. Криволинейные детали окрашивают и покрывают лаком вручную. Для прямолинейных же деталей в данном цеху имеются автоматическая линия крашения Sorbini и лакирования Cefla.
Рисунок 2 – Линия крашения Sorbini
На линии Sorbini осуществляются такие автоматические операции как удаление пыли с поверхности, дошлифовывание с последующим нанесением грунта или лака под грунт. В зависимости от необходимой операции по обработке поверхности сначала может устанавливаться либо щеточный барабан для очистки, либо шлифовальный, либо сразу форсунка для нанесения покрытия. Одной из функций Sorbini является и то, что сушка окрашенных деталей осуществляется в течении 3-4 минут при помощи УФ-излучений. Недостатком автоматических линии является то, что нанесение покрытий через форсунки не экономично, это связано со значительными потерями лакокрасочного материала. Однако, расход покрытий при крашении на данной линии снижается посредством того, что распыление производится только тогда, когда форсунка находится в зацеплении с деталью. Отличительной особенностью линии «Cefla» от предыдущей в том, что сушка обработанных деталей осуществляется в специальной многоэтажной сушилке. По мере поступления деталей, этажи сушильной камеры занимают удобное положение наравне с плоскостью стола подающего конвейера. При загрузке всех этажей лифт поднимается на полную высоту, и сушильная камера начинает свою работу. Параметры и режимы сушки контролируются с помощью психрометра и термометра. После сушки деталей в камере их выгружают и помещают на этажерки в помещении цеха, где они выдерживаются около 3 часов при температуре 90-110 град.
Рисунок 3 - Процесс нанесения лакового покрытия на лини Cefla Рисунок 4 – Сушка деталей в многоэтажной сушилке
В настоящее время одним из вариантов придания более изящного вида деталям мебели является покрытие изделия патиной. Когда одним из слоев выступает золотая или серебряная краски. Нанесение «золота» или «серебра» на поверхность детали осуществляется в несколько этапов: сначала поверхность окрашенной детали очищают, затем, с помощью пневмопистолета, наносят золотую или серебряную краску. После этой операции детали отправляют на сушку, как только слой краски высохнет, рабочий удаляет с поверхности детали избытки «золота» или «серебра» ручной шлифовальной машинкой если деталь больших размеров, либо вручную если деталь небольшая. В результате такой обработки на поверхности изделия помимо его основного цвета выступают вкрапления золотого или серебряного цвета.
Рисунок 5 – Удаление излишков золотой краски с небольшой детали вручную
Рисунок 6 – Шлифовальная машинка
В этом же цехе находится участок сборки деталей изделия. На данном участке собирают детали, которые не подлежат сборке на дому, например ящики. Затем все полученные детали упаковывают и уже в таком виде их поставляют к заказчику.
Рисунок 7 – Сборка комода
Рисунок 8 – Участок сборки и упаковки
Рисунок 9 – Шаблон для присадки отверстий Цех первичной обработки Участок сборки щитов На данном участке выполняют операции склеивания заготовок по пласти и кромке, и выдержке их в ваймах. Соединение нескольких брусков или досок в щит называют сплачиванием. Существует много способов скрепления заготовок, но все они подразумевают соблюдение одной предварительной операции: кромки заготовок должны быть прямыми, плотно, без щелей примыкающими одна к другой по всей длине. Это достигается фугованием. Кромки по отношению к пластям выстрагивают под прямым углом. Проверить это можно путем накладывания заготовок кромками одна на другую. И еще одно обязательное условие: в щитовых соединениях наглядно проявляется правило правой и левой сторон. Если уложить доски в щит годичными слоями в одну сторону и в таком виде склеить, то он непременно покоробится при высыхании, примет форму корыта. Никакими способами крепления предотвратить этот естественный процесс невозможно. Поэтому доски укладывают рядом попеременно, то правой стороной вверх, то левой, а широкие доски распиливают на узкие бруски, но и в этом случае они укладываются с учетом расположения годичных слоев.
На данном участке мы наблюдали сплачивание заготовки из ДСтП, МДФ и бруска из массивной древесины. При этом ДСтП находится в центре, МДФ располагают в верхней и нижней части, а бруски из массива – по бокам. При склеивании МДФ с ДСтП используется кромкооблицовочный станок КОС1-10, на котором наносится клей-расплав при температуре 200 градусов по средствам вращающегося валика. При необходимости подрезку кромок осуществляют на станке Р-260. Что бы обеспечить надежное склеивание, заготовку помещают в пресс-вайму, прижимами создается давление. Спустя несколько минут заготовку вынимают и отправляют на сращивание с брусками. Для полученной плиты с брусками применяют клей «Мультибонд», который наносится клеенаносящими кистями. Клей наносят только на заготовки из массива, затем укладывают их в ваймы и между ними помещают сплаченную плиту. Прижимами создается давление 6-7 Мпа.. Время выдержки находится в пределах 1-1,5 часа.
Рисунок 8 – (слева направо) Пресс-вайма; Станок Р-260; кромкооблицовочный станок КОС1-10
Рисунок 9 – Выдержка деталей в веерной вайме
Участок холодного склеивания, находящийся в этом цехе, позволяет облицовывать пленками материал, например, ДВП, который пойдет на задние стенки будущего изделия мебели. Облицовывание происходит следующим образом: на заготовку наносится клей ПВА, затем накладывается облицовочный материал, после чего облицовочный материал притирают и заготовки укладывают в стопы. На стопы укладывается плита, на которую, в свою очередь, укладывается груз. Выдержка под давлением приблизительно 24 часа.
Рисунок 10 – Участок холодного склеивания
Цех комплектации
В данном цеху производятся операции по сборке элементов мебели и готовых изделий (стенки, шкафы, тумбы). На протяжении всей длины цеха расположены рельсовые пути, по которым перемещается тележка с расположенными на ней роликами, она служит для перемещения продукции по цеху. В начале цеха расположен сверлильно-пазовальные станки GRIGGIO G-35, на котором осуществляется выборка пазов и отверстий.
Рисунок 1 – Сверлильно-пазовальный станок GRIGGIO G-35
Аналогичный станок марки GRIGGIO G-21 необходим для сверления отверстий под фурнитуру в пласти и торце мебельных деталей.
Рисунок 2 – Станок марки GRIGGIO G-21 Технические характеристики GF-21: Максимальный размер детали, мм……………………. 850-3000 Количество шпинделей, шт…………………………………… 35 Для упаковки готовых стеклянных фасадом на этом участке имеется стол. Детали со стеклянными элементами упаковываются в специальный материал для предотвращения повреждений.
Рисунок 3 – Стол для упаковки изделий со стеклом В цехе производятся установка различной фурнитуры (направляющие на ящиках), установка эксцентриковых стяжек, необходимой крепежной фурнитуры, пластиковых каблучков. Так же в цехе расположен присадочный станок марки ПЭС-251, на котором производится операция выборки гнёзд в дверных полотнах для петель. После выборки отверстий рабочий укладывает готовые детали в стопу, при этом после каждой створки укладывается бумага, дабы не повредить изделие.
Рисунок 4 – Присадочный станок марки ПЭС-251
Рисунок 5 – Установка необходимой фурнитуры
Детали изготавливают с учетом припусков на механическую обработку. В данном цехе имеется форматно – раскроечный станок SC-32. На нем производится раскрой детали по нужному формату. Режущим инструментом является круглая пила. Перед ней установлена подрезная пила. Подача детали осуществляется на регулируемом столе по направляющей. Опилки и пыль удаляются пневмотранспортов в находящийся рядом циклон.
Рисунок 6 - Форматно-раскроечный станок SC-32
Станок предназначены для продольной, поперечной, а также распиловки под углом пиломатериалов, древесностружечных и древесноволокнистых плит, фанеры и любых листовых материалов облицованных шпоном, ламинатом, пластиком. Применяются в мелкосерийных и серийных мебельном и столярном производствах для изготовления корпусной мебели. Длинная алюминиевая каретка и широкий поперечный стол позволяют устанавливать и перемещать относительно пильного механизма листы большого формата. Пильный механизм включает в себя два режущих узла основную пилу и подрезную пилу. Подрезная пила имеет попутное вращения относительно подачи заготовки и за счет предварительного реза позволяет раскраивать ламинированные листы ДСП без появления сколов. Пильный узел имеет возможность наклона до 450.
Рисунок 7 – Упаковка готовых деталей После выполнения всех этих операций готовые детали упаковывают в заготовки из гофрокартона с помощью скотча. Цех мягкой мебели На изготовление мягкой мебели предприятие располагает цехом,состоящим из 2х этажей. Первый этаж состоит из следующих участков: участок склада деталей, экспериментальный участок изготовления мягкой мебели, участок раскроя ткани и участок пошива чехлов. Склад деталей располагается в начале рассматриваемого цеха. Для хранения деталей в нем имеются полки и стеллажи.
Рисунок 1 – Хранение вновь привезенного материала
Сюда привозят детали из древесины, МДФ, ДСП, ДВП, фанеры, ДСтП и др. Для того, что бы собрать изделие, необходимы схемы, которые составляют конструкторы. Сборка осуществляется на клее ПВА и на скобах из пневмопистолетов. Полученные каркасы перед дальнейшим их использованием выдерживают в помещении цеха около суток. Для выпиливания криволинейных заготовок применяется ленточнопильный станок FBR-400.
Рисунок 2 – ленточнопильный станок FBR-400
Экспериментальный участок изготовления мягкой мебели. Он содержит рабочие столы, на которых выполняются все необходимые операции по сборке мебели. За одним из рабочих столов производится непосредственно сборка экспериментальной модели. Здесь обшивают каркас настилочным и обивочным материалом, собирают «ушки» кресел, диванов. Модель, собранная на экспериментальном участке, отправляется в испытательный центр, где она проходит испытания. Полученные показатели указывают, запускается ли изделие в массовое производство, либо отправляется на доработку к конструктору.
Рисунок 3 – Сборка экспериментальной модели
В данном цехе отведено место для участка с бракованными деталями. Они отправляются на повторную обработку, где выполняют операции доработки. Затем они снова поступают на производство. На участке имеются длинные столы. На них осуществляют раскрой материалов различной плотности, таких как синтепух, ПериоТек, вилютин, фиклина, поролон, бязь по шаблонам с помощью автоматической машины IGLA, которая перемещается по роликовым колесам по столу.
Рисунок 4 – Раскроечная машинка IGLA
Перед раскроечными столами стоит разгрузочный вал, с его помощью облегчается подача материала на рабочий стол. Раскрой материала происходит по готовым шаблонам, в зависимости от выбора требуемого обивочного материала и размеров.
Рисунок 5– Раскроенный материал (слева); Шаблоны (справа)
После раскроя материал поступает на участок пошива чехлов.Чехлы сшиваются на электрических швейных машинках марок Pfaff-3811, Durkopp-291.
Рисунок 6 – Швейная машинках Durkopp-291
При работе используются иглы одного диаметра, при более плотном материале меняется на больший размер. Кромки раскроенных заготовок из тканей обрабатываются на оверлоках Uamato. В цехе находится так же сверлильный станок модели ГС-2116,который предназначен для выборки отверстий. В качестве инструмента применяются сверла различных диаметров.
Рисунок 7 – Сверлильный станок модели ГС-2116
Для раскроя деталей по формату применяется станок форматно-раскроечный модели SC-30. Режущим инструментом в нём является круглая пила. Станок оснащен регулируемым рабочим столом и направляющими линейками, с помощью которых проис
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-24; просмотров: 1801; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.188.195 (0.021 с.) |