Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Механизация работ при правке и гибке металлаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Для механизации работ при правке используют различные правильные машины. Простейшим устройством для механизации правки является ручной пресс (рис. 7.6), с помощью которого производят правку профильного проката и пруткового материала.
В большинстве случаев для правки листового и профильного проката используют специальные правильные машины (рис. 7.7, а), в которых основными рабочими органами являются вальцы (рис. 7.7, б). При правке лист подается в валки и благодаря силе трения втягивается между ними. Проходя между валками, лист перегибается то в одну, то в другую сторону и его волокна выравниваются. Для исправления лист пропускают через валки многократно. Кроме того, в правильных машинах можно править и профильный прокат, при этом правильные вальцы должны иметь профиль, соответствующий профилю материала.
Для механизации работ при гибке используют гибочные машины. Некоторые из них представлены на рисунках. Листогибочные вальцы (рис. 7.8).
Верхний валок 2 имеет возможность перемещаться по высоте для придания листу заданного радиуса при гибке. Для получения конической формы изгибаемой детали верхнему валку придают наклон, равный углу наклона образующей конуса. Роликовый гибочный станок (рис. 7.9, а,б).
Листогибочные прессы (рис. 7.10, а,б,в) применяют для выполнения самых разнообразных работ – от гибки кромок до гибки профилей в одной или нескольких плоскостях.
Размерная слесарная обработка
Под размерной обработкой понимается обработка заготовки (детали) для придания ей заданных форм, размеров и шероховатости обработанных поверхностей. В результате обработки получается готовое изделие, которое может иметь самостоятельное применение (например: молоток, зубило, угольник и т.п.) или деталь, пригодная к монтажу в собираемое изделие (например: рукоятки и рычаги различных конструкций). К операциям размерной слесарной обработки относятся: опиливание, обработка отверстий (сверление, зенкерование, зенкование, цекование, развертывание) и нарезание наружных, и внутренних резьб.
Тема 8 Опиливание
Студент должен: знать: - назначение напильников и их разновидности; - приемы опиливания различных поверхностей деталей; - приспособления, применяемые в процессе опиливания; - правила техники безопасности при опиливании; уметь: - применять инструмент при опиливании поверхностей по назначению; - подбирать инструмент в соответствии с поверхностью обрабатываемой поверхности.
Оснащение рабочего места: верстак, тиски слесарные, набор напильников различных профилей поперечного сечения, длин и насечек, набор надфилей, лекальные линейки с двухсторонним скосом, угольники плоские 900 и 1200, штангенциркули с ценой деления по нониусу 0,1 и 0,05 мм, губки накладные; щетки металлические, щетка-сметка. Опиливанием называют слесарную операцию по удалению с поверхности заготовки слоя металла (припуск) с помощью режущего инструмента – напильника, целью которой является придание заготовке заданных форм и размеров, а также обеспечение заданной шероховатости поверхности. Опиливание производят после рубки и резания металла ножовкой, а также при сборочных работах для пригонки детали по месту. Напильниками обрабатывают плоские, криволинейные, фасонные сложного профиля поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под любыми углами. В зависимости от требуемой шероховатости поверхности опиливание выполняют напильниками с различной насечкой. Чем больше насечек на определенной длине напильника, тем мельче зуб. Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное). Припуски на опиливание предусматриваются в пределах 0,5–0,025 мм. Погрешность размеров детали может составлять 0,2-0,05 мм. Напильник представляет собой режущий инструмент в виде стального
Основные части и элементы напильника показаны на рис.8.1. Зубья напильника могут быть образованы насеканием (рис.8.2, а), фрезерованием (рис. 8.2, б), протягиванием (рис.8.2, в) и другими способами. Наиболее распространенным способом образования зубьев является насекание их на специальных пилонасекательных станках с помощью зубила. Каждый зуб напильника имеет задний угол α, угол заострения β, передний угол γ.
Для обработки стали, чугуна и других твердых материалов, применяют напильники с двойной насечкой. Напильники классифицируются в зависимости от числа насечек на 10 мм длины напильника на 6 классов и предназначаются для определенных работ.
Таблица 7
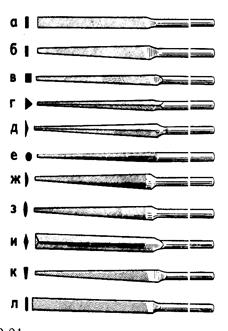
Для грубого чернового опиливания (шероховатость Rz=160-80, точность 0,2-0,3 мм) применяются напильники 0 и 1 класса (драчевые), когда требуется удалить большой слой металла до 1 мм. Для выполнения чистовой обработки (шероховатость Rz=40-20, точность 0,05-0,1 мм) используются напильники 2-3 класса (личные), снимаемый слой не превышает 0,3 мм. Для пригоночных, отделочных и доводочных работ (шероховатость поверхности Rа 2,5-1,25, точность 0,02-0,05 мм) применяются напильники 4 и 5 класса (бархатные), снимаемый слой металла не более 0,05 мм. По форме поперечного сечения напильники делятся на плоские (рис.8.4), квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные и др. Надфили – небольшие напильники (длиной 80, 120 и 160 мм) различной формы поперечного сечения (рис. 8.5). В зависимости от количества насечек надфили делятся на пять типов №1,2,3,4,5 с количеством насечек 22-112 на 10 мм длины. Их применяют для опиливания и распиливания небольших поверхностей, недоступных для обработки слесарными напильниками; отверстий, углов, прорезей, пазов, радиусов, коротких участков фасонных профилей, шаблонов (лекал) и где требуется низкая шероховатость поверхности. Наибольшее распространение надфили получили в инструментальных цехах при выполнении лекальных, граверных и ювелирных работ. При слесарной обработке применяют и другие типы напильников: со специальной державкой, тарированные, алмазные, рашпили, вращающиеся борнапильники и др. Положение корпуса работающего напильником считается удобным и правильным, если стоять перед тисками прямо и устойчиво (рис 8.6, а) или вполоборота под углом 450 к оси тисков. Ступни ног должны стоять под углом 40-600, расстояние между пятками ног более 200-300 мм. (рис. 8.6).
Правая рука с напильником, лежащая на губках тисков, согнутая в локте, образует прямой угол между плечевой и локтевой частью руки. Конец рукоятки напильника должен упираться в середину ладони правой руки, четырьмя пальцами охватывается снизу и большим вдоль оси рукоятки, сверху (рис. 8.7, а) ладонь левой руки располагается поперек напильника на расстоянии 20-30 мм от его носка; пальцы слегка согнуть, но не свешивать.
Приемы опиливания деталей
При опиливании напильник перемещают строго горизонтально вперед (рабочий ход) плавно, производя 40-60 двойных ходов в минуту. Напильник должен касаться обрабатываемой плоскости всей своей поверхностью. Нажимать на напильник только при движении вперед, строго соблюдая распределение усилий, как показано на рис.8.8.
Обрабатываемая поверхность должна выступать над губками тисков на 8-10 мм. Опиливание плоскостей является сложным и трудоемким процессом. Чаще всего дефектом при опиливании плоскостей является неплоскостность. Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Положение штрихов (следов зубьев напильника) на обрабатываемой поверхности зависит от направления движения напильника, которое может быть прямым (продольным) (8.9, а), косым (поперечным) (рис. 8.9, б) и перекрестным (рис.8.9, в).
Наименьшего отклонения от плоскости поверхности достигают при опиливании перекрестным штрихом. Опиливание всегда начинают напильником с насечкой №1 или №2, снимая основной слой металла не доходя до разметочной риски 0,8 – 1 мм, после чего напильником с насечкой №3 и 4 окончательно снимают оставшийся слой металла по риске, выдерживая заданный размер по чертежу. Контроль опиленной поверхности осуществляют поверочными линейками, штангенциркулями, угольниками и поверочными плитами. Отклонение от плоскостности и прямолинейности проверяют лекальной линейкой. Отклонение от параллельности проверяют штангенциркулем, а плоскостей расположенных под прямым углом – угольником или универсальным угломером (рис.8.10, 8.11.). Опиливание плоскопараллельных плоскостей заготовки начинают с наиболее широкой поверхности, которую принимают за основную измерительную базу. Эту поверхность опиливают окончательно, соблюдая все правила опиливания и проверки плоских поверхностей. Затем штангенциркулем предварительно проверяют толщину и параллельность сторон заготовки, замеры производят в 3-4 местах. Определив припуск, подлежащий удалению в различных местах второй широкой обрабатываемой поверхности, производят ее опиливание. Контроль отклонения от прямолинейности, плоскостности и параллельности производят периодически. Отклонение от параллельности сторон в процессе опиливания контролируют кронциркулем. (рис. 8.12).
На окончательно обработанной поверхности должны быть наведены продольные штрихи. Отклонение от параллельности, прямолинейности и плоскостности обработанных сторон и их толщина должны быть в пределах допусков, указанных на чертеже. Опиливание сопряженных поверхностей – самый распространенный вид опиливания, так как предназначается для плоскостей, расположенных под углом 900 друг к другу или под иным углом, требуемым чертежом. Наружные углы обрабатывают плоскими напильниками, внутренние углы в зависимости от их размера, можно обрабатывать плоскими (с одним ребром без насечки), трехгранными, квадратными ножовочными и ромбическими напильниками. Обработку заготовки начинают с базовой, наиболее длинной или широкой плоскости. Эту поверхность (или ребро) опиливают окончательно, соблюдая все правила опиливания и проверки плоских поверхностей. Затем угольником предварительно проверяют угол между обработанной (базовой) и необработанной поверхностями. Выступающие места на необработанной поверхности опиливают перекрестным штрихом, периодически проверяя угол угольником, а отклонение от прямолинейности и плоскостности – линейкой. Если при проверке линейкой и угольником наблюдается равномерный просвет между проверяемой поверхностью и линейкой, проверяемым углом и ребром угольника, то работа по обеспечению точности обработки считается выполненной, после чего на обработанной поверхности необходимо нанести равномерные продольные штрихи. Последовательность опиливания поверхностей, расположенных под внутренним углом, такая же, как и поверхностей, расположенных под внешним углом. Особое внимание обращать на тщательность обработки мест сопряжения внутренних плоскостей угла, пользуясь для этого ромбическим или трехгранным напильником. При закреплении заготовки в тисках для предохранения уже обработанной базовой поверхности от повреждений обязательно пользоваться накладными губками. Размер напильника выбирают с таким расчетом, чтобы он был длинней опиливаемой поверхности не менее чем на 150 мм. Если параметр шероховатости поверхности на чертеже обрабатываемой детали не указан, опиливание производят только напильником с насечкой №1 или №2. Если требуется получить поверхность с более низкой шероховатостью, то опиливание заканчивают напильником с насечкой №3 или №4.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 1838; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.008 с.) |