Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типичные дефекты при опиливании металла,Содержание книги
Поиск на нашем сайте
Причины их появления и способы предупреждения Таблица 8
Контрольные вопросы: 1. Какие параметры обрабатываемой заготовки необходимо учитывать при выборе напильника для обработки? 2. В чем сущность балансировки напильника при обработке плоских широких поверхностей? 3. Как обеспечить повышение качества обработанной поверхности при чистовой обработке? 4. Как зависят качества обработанной поверхности от номера насечки напильника? 5. Как выбрать напильник для обработки вогнутых поверхностей? 6. Как влияет механизация опиливания на качество обработки и почему? Тема 9 СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Студент должен: знать: - инструменты, применяемые при сверлении, зенкеровании и развертке; - основные узлы и механизмы сверлильного станка; - способы крепления инструмента в станках; - правила техники безопасности при работе на сверлильных станках.
уметь: - сверлить сквозные, глухие отверстия с изменением углов, мерных линеек, на сверлильных и токарных станках; - подбирать инструмент в соответствии с размером отверстий в деталях. Оснащение рабочего места: вертикально-сверлильный станок, настольно-сверлильный станок, слесарный верстак, сверлильные машины (дрели ручные, электрические пневматические), заточной (точильный) станок, сверла разные, патроны сверлильные разные, тиски машинные для сверлильного станка, тиски ручные, подкладки, прижимы, эмульсии, резиновые перчатки, резиновые коврики, защитные очки, заготовки для последующего сверления в них отверстий, развертывания, нарезания резьбы, щетка – сметка. При слесарной обработке заготовок часто используют различные способы обработки отверстий на сверлильных станках или с помощью ручных сверлильных машин – дрелей. Наиболее распространенные операции обработки на сверлильных станках показаны на рис. 9.1. Программой учебной практики предусматривается выполнение следующих операций: сверление, рассверливание, зенкование, зенкерование, развертывание, нарезание резьбы метчиками и плашками. Сверлением называется процесс образования отверстия в сплошном материале режущим инструментом – сверлом. Точность обработки не превышает 11…12-го квалитетов и шероховатость поверхности Rz=25…80 мкм. Сверление применяют для получения неответственных отверстий, служащих для облегчения деталей, отверстий под крепежные болты, заклепки, шпильки и т.п., отверстий, предназначенных для дальнейшей обработки: рассверливание, зенкерование, развертывание, нарезания резьбы. Рассверливанием называется операция по увеличению диаметра ранее просверленного отверстия сверлом большего диаметра. Обычно ее выполняют, когда в сплошном металле нужно получить отверстие диаметром более 25 мм. Разница диаметров первого и второго сверла составляет примерно 10…15мм.
Так как студенты впервые пользуются металлорежущим оборудованием – сверлильным станком, то им рассказывают о различных типах станках, преимуществах их использования, особое внимание обращается на соблюдение правил техники безопасности при работе на сверлильных станках. Наибольшее применение в мастерских техникумов получили вертикально-сверлильные станки, которые по габаритным размерам и методу установки делятся на две группы: настольно-сверлильные, устанавливаемые на верстаках или специальных столах, и вертикально-сверлильные, устанавливаемые на специальных фундаментах или виброопорах. В тех случаях, когда заготовку невозможно установить на станке (при ремонте) или когда отверстия расположены в труднодоступных местах, сверление осуществляют с помощью ручных, электрических или пневматических сверлильных машин (дрелей), а также коловоротов, трещоток и прочих устройств.
Вертикально-сверлильные станки моделей 2118А, 2Н125, 2А125, 2Н135 и других более современных моделей применяются для более тяжелых сверлильных работ. Классификация моделей станков и значение каждой цифры и буквы в номере модели приведены во 2 части. Основные узлы и детали вертикально-сверлильного станка модели 2Н135 показаны на рис. 9.3. Осевая подача инструмента осуществляется с помощью коробки подач 4, установленной на станине станка 8. Изменение частоты вращения шпинделя осуществляется коробкой скоростей, расположенной внутри шпиндельной головки, которая передает вращение от электродвигателя 6 на шпиндель 3. Обрабатываемая заготовка устанавливается на столе 2, который в зависимости от ее габаритов (высоты) может подниматься и опускаться при вращении рукоятки стола 9.
Ручная сверлильная машина (дрель) применяется для сверления отверстий диаметром до 10мм и представляет собой (рис.9.4) зубчатый механизм, передающий вращательное движение рукоятки 5 на шпиндель 1 с закрепленным на нем сверлом. При сверлении ручную сверлильную машину (дрель) держат левой рукой за неподвижную рукоятку, правой рукой за рукоятку вращения, а грудью упираются в нагрудник 4. Рукоятку надо вращать плавно, без рывков. Сверло должно находиться перпендикулярно оси просверливаемого отверстия, без качания, иначе оно может сломаться. При выходе сверла из обрабатываемой заготовки в конце сверления ослабляют нажим и уменьшают частоту вращения рукоятки. При выводе сверла из отверстия продолжают его вращение. Приемы сверления ручной сверлильной машиной приведены на рис.9.5, а на подставке; на рис.9.5, б, в – в тисках. Ручные сверлильные электрические машины (электродрели) применяют при сборочных, монтажных и ремонтных работах для сверления, зенкерования и развертывания отверстий. Они бывают легкого, среднего и тяжелого типов. Кроме того, для сверления отверстий в труднодоступных местах применяют угловые сверлильные машины. В учебных мастерских в основном применяют ручные сверлильные электрические машины легкого (рис.9.6, а) и среднего (рис.9.6, б) типов. Ручные сверлильные электрические машины независимо от типа и мощности состоят из четырех основных частей: электродвигателя с рабочим напряжением 220 и 36 В, зубчатой передачи, шпинделя и алюминиевого корпуса, выполненного в зависимости от типа в виде пистолета или с замкнутой рукояткой.
При работе ручными электрическими сверлильными машинами необходимо соблюдать следующие меры предосторожности: работать только в резиновых перчатках, стоя на резиновом коврике; перед включением сверлильной машины сначала убедиться в исправности проводки, заземления и изоляции и в том, соответствует ли напряжение, на которое рассчитана данная машина, напряжению в сети; выключить сверлильную машину только при вынутом из просверленного отверстия сверле; при появления искрения, запаха или других неполадок в сверлильной машине прекратить работу, а машину заменить на годную, предупредив об этом мастера. Инструменты, применяемые на сверлильных станках, в зависимости от выполняемой технологической операции разделяются на сверла, зенкеры, зенковки, развертки и метчики, кроме того, в машиностроении применяют другие специальные и специализированные инструменты, такие, как перовые, центровочные, комбинированные и др. (рис. 9.7, а…д). Описание каждого инструмента дается на соответствующих занятиях, по мере применения их в слесарных операциях.
Спиральное сверло состоит из рабочей части и хвостовика. Сверла диаметром до 20 мм изготовляют с цилиндрическим хвостовиком, который иногда снабжают поводком. Сверла диаметром более 6 мм также изготовляют с коническим хвостовиком и лапкой. Переходный участок между рабочей частью и хвостовиком называется шейкой; он служит для маркирования на нем диаметра сверла, марки материала, из которого выполнена режущая часть сверла, и товарного знака завода–изготовителя (рис. 9.8., а, б).
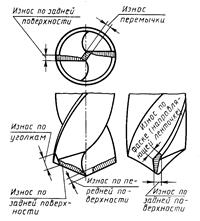
Для снижения трения и разбивки обрабатываемого отверстия сверлу придается также обратная конусность, т.е. его диаметр уменьшается по направлению к хвостовику на 0,03…0,12 мм на 100 мм длины рабочей части. Для сверления стали, чугуна и цветных металлов применяют сверла, изготовленные из инструментальных сталей, У10, 9ХС, Р6М5, Р9, Р18 и др. Для сверления закаленных сталей, твердого чугуна, пластмасс, стекла, мрамора, других твердых материалов применяют сверла, оснащенные пластинами твердого сплава ВК6, ВК8, Т5К10 и др. В процессе работы сверлом в зависимости от вида обрабатываемого материла, имеют место следующие виды износа: задней поверхности, передней поверхности, уголков, фаски (направляющей ленточки), перемычки (рис. 9.11). Затачивание сверл осуществляют периодически, по мере затупления (появления износа) или при поломке сверла. На машиностроительных и инструментальных заводах заточку сверл производят централизованно на специальных заточных станках. В единичном и ремонтном производствах, а также в учебных мастерских, при отсутствии специальных заточных станков, заточку производят вручную на обычном заточном (точильном) станке (рис. 9.12, а). Лучшие результаты при заточке получаются при применении специального приспособления.
Заточку выполняют обязательно в предохранительных очках. Перед началом заточки необходимо отрегулировать положение подручника, опустить защитный экран и включить станок. Затем взять сверло рукой за рабочую часть на расстоянии примерно 15…20 мм от режущих кромок, а правой за хвостовик и подвести его к периферии шлифовального круга так, чтобы режущая кромка, приняв горизонтальное положение, была направлена вверх (задняя поверхность должна прилегать к шлифовальному кругу). Покачивая и поворачивая сверло правой рукой плавными и полукруговыми движениями справа налево против хода часовой стрелки и слегка прижимая его к кругу, заточить одну за другой обе режущие кромки сверла, добиваясь, чтобы затачиваемые поверхности имели правильный (одинаковый) наклон и равную длину кромок. Качество заточки проверяют специальным комбинированным шаблоном с тремя вырезами (рис. 9.12, б) для определения: длины режущих кромок (обе кромки должны быть одинаковой длины), угла заточки при вершине сверла (2φ = 118±20), угла наклона винтовой канавки на наружном диаметре сверла (ω=600), угла между поперечной режущей кромкой (перемычкой) и режущими кромками (угол ψ=550). После заточки режущие кромки рекомендуется заправить на бруске. Заточку ведут с охлаждением в содовом растворе.
Процесс сверления заключается в следующем: в неподвижную закрепленную обрабатываемую заготовку вдавливают сверло, которому одновременно сообщают два движения: вращательное, которое называется главным движением, и поступательное, направленное вдоль оси сверла, которое называется движением подачи (рис. 9.13, а).
и его диаметре скорость главного движения резания v = πDn/1000
и наоборот, при скорости главного движения резания, найденной по справочнику, в зависимости от обрабатываемого материала, материала сверла и других факторов частота вращения шпинделя станка
n = 1000 v/ (πD)
По найденной частоте вращения (принимают ближайшее меньшее значение) настраивают станок. Подача на оборот S0 – перемещение сверла вдоль оси за один его оборот, зависит от заданной шероховатости поверхности обрабатываемого отверстия, квалитета точности обработки, обрабатываемого материала, прочности сверла и жесткости закрепления заготовки. Глубина резания t – расстояние от обработанной поверхности до оси сверла: t = D/2.
При рассверливании глубина резания равна половине разности между диаметром D сверла и диаметром d ранее обработанного отверстия:
t = (D-d)/2.
После назначения требуемых режимов резания (n и S0) приступают к настройке сверлильного станка, которая включает в себя следующие этапы: 1. Проверка исправности заземления, наличия ограждения электродвигателя, смазки в местах, указанных в паспорте на станок; протирка стола и отверстия шпинделя. 2. Проверка вхолостую вращения, осевого перемещения шпинделя и работы механизма подачи, закрепления стола.
3.
4. Установка и закрепление заготовки на столе станка. Вид закрепления заготовки зависит от ее формы, массы, габаритных размеров и диаметра обрабатываемого отверстия. Мелкие заготовки при сверлении в них отверстий до 10мм можно закреплять в ручных или машинных тисках, прижимными подкладками и прихватами. При сверлении отверстий большого диаметра заготовки надо закреплять более надежно, например, в приспособлениях, кондукторах, призмах, машинных тисках, прижимными планками и т.п., которые затем крепят болтами к столу станка. Окончательное закрепление заготовки (или приспособления с зажатой заготовкой) производят лишь после того, как совмещены оси обрабатываемого отверстия и инструмента (рис. 9.15, а…е).
5. Настройка станка на заданный режим обработки, которую производят после установки, выверки и окончательного закрепления заготовки и инструмента. Если на станке есть коробки скоростей и подач, то требуется установить рычаги и рукоятки в соответствующие положения, руководствуясь табличками настройки, имеющимися на станке. В сверлильных станках со ступенчатыми шкивами требуется перебросить ремни на соответствующие ступени шкивов. В серийном производстве значения подачи и частоты вращения шпинделя выбирают из технологических или инструкционных карт, а при отсутствии карт – из справочников по режимам резания. Многие станки, особенно предназначенные для сверления отверстий малого диаметра, не имеют механической подачи и перемещение инструмента на таких станках осуществляется вручную, плавно нажимая на рукоятку подачи (рис.9.16). Закончив настройку станка, производят его пробный пуск. Включение станка производят поворотом выключателя по ходу часовой стрелки, а выключение – против хода часовой стрелки. При кнопочном пускателе для включения станка необходимо нажать кнопку «Пуск» (черную или белую), а для выключения – кнопку «Стоп» (красную). Убедившись в правильности настройки и исправности станка, можно приступить к обработке заготовок. В зависимости от квалитета точности и количества обрабатываемых заготовок сверление выполняют по разметке с кернением центров отверстий или в кондукторе. Основные правила техники безопасности при выполнении операции сверления на станке сводятся к следующему: устанавливать и закреплять заготовку на сверлильном станке следует как можно ближе к плоскости стола; при сверлении сквозных отверстий сверло должно иметь свободный выход из просверленного отверстия, для чего под заготовку устанавливается подкладка с отверстием; сверло к заготовке подводить только после включения вращения шпинделя; не останавливать вращения шпинделя в то время, когда сверло находится в отверстии; при появлении во время сверления скрежета или визга в результате перекоса или износа сверла немедленно прекратить подачу, остановить станок, вывести и перезаточить сверло (или заменить новым); сталь сверлить с применением охлаждающей жидкости – эмульсии, чугун – без охлаждения; соблюдать все правила техники безопасности, полученные при инструктаже, в том числе не сверлить незакрепленную или плохо закрепленную заготовку, при сверлении убирать волосы под головной убор, тщательно застегивать обшлага на рукавах, не наклоняться близко к сверлу, чтобы стружка не попала в глаза, не сдувать стружку ртом. Упражнения по освоению навыков работы на сверлильных станках включает в себя приемы пуска и управления станком, сверления отверстий по контуру (по разметке) в заготовках для угольников, шаблонов и других деталей, которые затем будут использованы при освоении других технологических операций: зенкерования, развертывания, нарезания резьбы метчиком, клепки, распиливания отверстий, фрезерование пазов концевыми фрезами и др. Заготовками для этого занятия служат детали, обработанные на занятиях по рубке, правке, опиливанию и разметке.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 934; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.34.52 (0.013 с.) |