Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Законы пластической деформацииСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте 1) Закон постоянства объема. При пластической деф-ции тело претерпевает упругие изменения объема и остаточные. При сжатии объем уменьшается, при растяжении – увелич-ся. Но эти изменения очень малы ≈1-2%, следовательно, объем тела при пластической деформации не меняется b0l0h0=blh; b/b0=l/l0=h/h0=1; lg(b/b0)=lg(l/l0)=lg(h/h0)=0; e1+e2+e3=0. Зная объем поковки можно определить размеры исходной заготовки (V=const) 2) Закон подобия – используется для приблизительного определения силы деформирования и затрат работы на деформирование. При осуществлении в одинаковых условиях одних и тех же процессов пластического деформирования геометрически подобных тел из одинакового материала отношение сил деформирования = квадрату линейных размеров, а затраченная работа – кубу. a – масштаб моделирования. h1/h2=l1/l2=b1/b2=a; P1/P2= (b1l1)/(b2l2)=a2; A1/A2=(b1l1h1)/(b2l2h2)=a3. Зная силу и работу модели, масштаб моделирования можно вычислить силу и работу затраченные на деформацию тела. 3) Закон наименьшего сопротивления. В случае возможности перемещения точек деформируемого тела в различных направлениях каждая точка этого тела перемещается в направлении наименьшего сопротивления. Закон позволяет определить, какие размеры и форму поперечного сечения получит заготовка с тем или иным сечением в процессе обработки давлением. Основы процесса прокатки: дуга захвата, угол захвата, силы, действующие при прокатке, условия захвата, основные параметры, оценивающие величину деформации при прокате. Сортамент проката, инструмент проката, прокатное оборудование, классификация прокатных станов, обжимные, заготовочные, рельсобалочные, сортовые, листопрокатные, трубопрокатные станы. При прокатке металл пластически деформируется вращающимися валками:
В процессе деформации металл соприкасается с волоками по дуге захвата АВ, ей соответствует угол захвата α. Сила Tx втягивает металл в зону деформации, Nx – противодействует Ty, Ny – производят обжатие заготовки. В зависимости от соотношения этих сил есть 3 случая 1) Tx/ Nx=1 – прокатка невозможна 2) Tx/ Nx>1 – прокатка возможна 3) Tx/ Nx<1 – захвата заготовки не будет Одно из условий прокатки: коэф. Трения f > tgα – захват заготовки будет в том случае, если угол захвата < угла трения. Точка С – нейтральная точка: т.к. действуют Tx и Nx, то металл левее точки С течет в обратную сторону скорость течения металла меньше скорости валков. Коэффициент опережения S = (V1-V0)/V. Исходные заготовки при прокате – слитки весом до 25 т. форма попереч-го сечения получаемой продукции – профиль. Перечень различных профилей проката – сортамент. 4 группы прокатных изделий: 1) Сортовой прокат – прокат массового потребления различной формы 2) Листовой прокат – толстолистовой (4-6 мм и более), тонколистовой (< 4 мм) 3) Трубный прокат включает процесс изготовления безшовных труб с диаметром 5-425 мм, толщиной стенки 0,5-40 мм; трубы сварные – диам. < 1420 мм, толщина до 14 мм. 4) Специальный прокат – продукция законченной формы – зубчатые колеса, бандажи ж/д колес. Инструмент проката – валки – гладкие при прокатке листов, ступенчатые для полосовой стали, ручьевые для сортового проката.
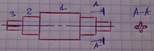
1-бочка, 2-цапфа, 3-треффа. Оборудование – прокатный стан
1-электродвигатель, 2-редуктор, 3-маховик, 4-шестеренная клеть, 5-шпиндель, 6-валки, 7-рабочая клеть. Классификация прокатных станов 1) По числу и расположению валков в рабочей клети – дуастаны, тристаны, двойные дуастаны, многовалковые станы, универсальные станы. 2) По взаимному расположению рабочих клетей – одноклетьевые линейные, ступенчатые, станы непрерывной и полунепрерывной прокатки. 3) По роду выпускаемой продукции: Обжимные станы – для обжатия стальных слитков 2,5- 25 тон. Обжимные калибры могут быть квадратные, прямоугольные, овальные. На станах блюминах получают квадратные блюмы. На станах слябинах получаю прямоугольные слябы, затем получают листы. Заготовительные станы – для прокатки блюмов и слябов в сортовую прокатную заготовку. Рельсобалочные станы – для прокатки рельс, крупных балок. Сортовые станы – для получения сортового проката – круглые, квадратные, полосовые профили,балки, швеллеры. Листопрокатные станы – толстолистовые и тонколистовые. Толстолистовые - толщиной 4-160 мм, шириной 600-3800 мм, длиной 2-12 м. Тонколистовые – толщиной < 4 мм, шириной 720-2500 мм, длиной 1400мм, длиной до несколько сот метров. Трубопрокатные станы – для производства безшовных и сварных труб.
|
||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 768; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.64.124 (0.01 с.) |