
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды дефектов кристаллической решёткиСодержание книги
Похожие статьи вашей тематики
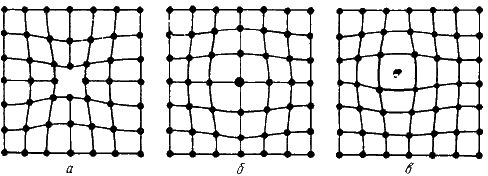
Поиск на нашем сайте Виды дефектов кристаллической решётки В кристаллической решетке реальных металлов имеются различные дефекты которые нарушают связи между атомами и оказывают влияние на свойства металлов. Различают следующие структурные несовершенства: точечные, линейные, поверхностные Точеные дефекты точечных дефектов: вакансий, дислоцированных атомов и примесей.
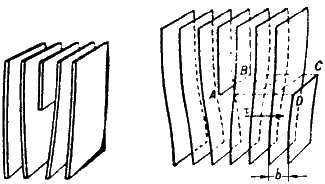
Вакансия – отсутствие атомов в узлах кристаллической решетки, «дырки», которые образовались в результате различных причин. Скопление многих вакансий может привести к образованию пор и пустот. Дислоцированный атом – это атом, вышедший из узла решетки и занявший место в междоузлие. Примесные атомы- это атом другого элемента внедрившийся в кр реш, всегда присутствуют в металле, так как практически невозможно выплавить химически чистый металл. Линейные дефекты: Дислокация – это дефекты кристаллического строения, представляющие собой линии, вдоль и вблизи которых нарушено характерное для кристалла правильное расположение атомных плоскостей. Краевая дислокация представляет собой линию, вдоль которой обрывается внутри кристалла край “лишней“ полуплоскости.
а) б) Краевая дислокация (а) и механизм ее образования (б) Неполная плоскость называется экстраплоскостью. Большинство дислокаций образуются путем сдвигового механизма Винтовая дислокация получена при помощи частичного сдвига по плоскости.
Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии 1.Количество компонентов: К = 2 (компоненты А и В); 2. Число фаз: f = 3 (жидкая фаза и кристаллы твердых растворов 3. Основные линии диаграммы: · линия ликвидус acb, состоит из двух ветвей, сходящихся в одной точке; · линия солидус аdcfb, состоит из трех участков; · dm – линия предельной концентрации компонента В в компоненте А; · fn – линия предельной концентрации компонента А в компоненте В.
Диаграмма состояния сплавов с ограниченной растворимостью компонентов в твердом состоянии (а) и кривые охлаждения типичных сплавов (б) Сплав с концентрацией компонентов, соответствующей точке с, является эвтектическим сплавом. Сплав состоит из мелкодисперсных кристаллов твердых растворов
Диаграмма состояния Фе-Фе3Ц Железоуглеродистые сплавы – стали и чугуны – важнейшие металлические сплавы современной техники. Диаграмма состояния железо – углерод дает основное представление о строении железоуглеродистых сплавов – сталей и чугунов.Диаграмма железо – углерод должна распространяться от железа до углерода. Железо образует с углеродом химическое соединение: цементит –
Компонентами железоуглеродистых сплавов являются железо, углерод и цементит. 1. Железо – переходный металл серебристо-светлого цвета. Имеет высокую температуру плавления – 1539o С 2. Углерод относится к неметаллам. Обладает полиморфным превращением, в зависимости от условий образования существует в форме графита с гексагональной кристаллической решеткой 3. Цементит (Fe3C) – химическое соединение железа с углеродом (карбид железа), содержит 6,67 % углерода. Цементит – соединение неустойчивое и при определенных условиях распадается с образованием свободного углерода в виде графита. В системе железо – углерод существуют следующие фазы: жидкая фаза, феррит, аустенит, цементит. 3. Аустенит (А) Аустенит имеет переменную предельную растворимость углерода: минимальную – 0,8 % при температуре 727o С (точка S), максимальную – 2,14 % при температуре 1147o С (точка Е). 4. Мартенсит – упорядоченный пересыщенный ТВ р-р углерода в альфа железе. 5. Перлит – смесь феррита и цементита. 6. Феррит – ТВ р-р небольшого кол-ва углерода (до 0,04 %) и других примесей в альфа железе. Мячкий, пластичный и недостаточно прочный.
Химический состав. · малоуглеродистыми, т. е. содержащими углерода менее 0,25%; · среднеуглеродистыми, содержание углерода составляет 0,25-0,60% · высокоуглеродистыми, в которых концентрация углерода превышает 0,60% По назначению стали бывают: · Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий. · Инструментальные, из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода. · С особыми физическими свойствами, например, с определенными магнитными характеристиками · С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали. В зависимости от содержания вредных примесей: серы и фосфора-стали подразделяют на: 1. Стали обыкновенного качества, содержание до 0.06% серы и до 0,07% фосфора. 2. Качественные - до 0,035% серы и фосфора каждого отдельно. 3. Высококачественные - до 0.025% серы и фосфора. 4. Особовысококачественные, до 0,025% фосфора и до 0,015% серы. Степень раскисления. По степени удаления кислорода из стали, т. е. По степени её раскисления, существуют: · спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами “сп” в конце марки (иногда буквы опускаются); · кипящие стали - слабо раскисленные; маркируются буквами "кп"; · полу спокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами "пс". Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы: 1. сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора); 2. сталь группы Б - по химическому составу; 3. сталь группы В - с гарантированными механическими свойствами и химическим составом.
16. Автоматными называют стали, обладающие повышенной обрабатываемостью резанием. Эффективным металлургическим приемом повышения обрабатываемости резанием является введение в сталь серы, селена, теллура, кальция, которые изменяют состав неметаллических включений, а также свинца, который образует собственные включения. Автоматные стали А12, А20 с повышенным содержанием серы и фосфора используются для изготовления малонагруженных деталей на станках автоматах (болты, винты, гайки, мелкие детали швейных, текстильных, счетных и других машин). Эти стали обладают улучшенной обрабатываемостью резанием, поверхность деталей получается чистой и ровной. Стали А30 и А40Г предназначены для деталей, испытывающих более высокие нагрузки. У автоматных сталей, содержащих свинец, (АС11, АС40), повышается стойкость инструмента в 1…3 раза и скорость резания на 25…50 %.
17. Чугуны белые и серые Чугун - сплав железа с углеродом с содержанием более 2,14 % углерода. Отличается от стали: по составу – более высокое содержание углерода и примесей; по технологическим свойствам – более высокие литейные свойства, малая способность к пластической деформации, почти не используется в сварных конструкциях. белый чугун – углерод в связанном состоянии в виде цементита, в изломе имеет белый цвет и металлический блеск; серый чугун – весь углерод или большая часть находится в свободном состоянии в виде графита, а в связанном состоянии находится не более 0,8 % углерода. Из-за большого количества графита его излом имеет серый цвет; форма графита пластинчатая.
При высоких температурах цементит разлагается с выделением графита, поэтому диаграмма состояния железо – цементит является метастабильной, а диаграмма железо – графит – стабильной. Процесс образования графита в сплавах железа с углеродом называется графитизацией. 18+(19→получение). Графитизация Графит – это полиморфная модификация углерода. Так как графит содержит 100% углерода, а цементит – 6,67 %, то жидкая фаза и аустенит по составу более близки к цементиту, чем к графиту. →Возможны два пути образования графита в чугуне. 1. При благоприятных условиях (наличие в жидкой фазе готовых центров кристаллизации графита и очень медленное охлаждение) происходит непосредственное образование графита из жидкой фазы. 2. При разложении ранее образовавшегося цементита. При температурах выше 738oС цементит разлагается на смесь аустенита и графита по схеме При температурах ниже 738oС разложение цементита осуществляется по схеме: При малых скоростях охлаждение степень разложения цементита больше. Структура чугунов зависит от степени графитизации, т.е. от того, сколько углерода находится в связанном состоянии.
Если процесс завершить полностью, то при высокой температуре структура будет состоять из аустенита и графита, а после охлаждения – из перлита и графита.
19+(18→получение). Серые высокопрочные чугуны Структура не оказывает влияние на пластичность, она остается чрезвычайно низкой. Но оказывает влияние на твердость. Механическая прочность в основном определяется количеством, формой и размерами включений графита. Мелкие, завихренной формы чешуйки графита меньше снижают прочность. Такая форма достигается путем модифицирования. В качестве модификаторов применяют алюминий, силикокальций, ферросилиций. Серый чугун широко применяется в машиностроении, так как легко обрабатывается и обладает хорошими свойствами. В зависимости от прочности серый чугун подразделяют на 10 марок Серые чугуны при малом сопротивлении растяжению имеют достаточно высокое сопротивление сжатию. Серые чугуны содержат углерода – 3,2…3,5 %; кремния – 1,9…2,5 %; марганца – 0,5…0,8 %; фосфора – 0,1…0,3 %; серы – < 0,12 %. Структура металлической основы зависит от количества углерода и кремния. С увеличением содержания углерода и кремния увеличивается степень графитизации и склонность к образованию ферритвой структуры металлической основы. Это ведет к разупрочнению чугуна без повышения пластичности. Лучшими прочностными свойствами и износостойкостью обладают перлитные серые чугуны. Учитывая малое сопротивление отливок из серого чугуна растягивающим и ударным нагрузкам, следует использовать этот материал для деталей, которые подвергаются сжимающим или изгибающим нагрузкам. В станкостроении это – базовые, корпусные детали, кронштейны, зубчатые колеса, направляющие; в автостроении - блоки цилиндров, поршневые кольца, распределительные валы, диски сцепления. Обозначаются индексом СЧ (серый чугун) и числом, которое показывает значение предела прочности, СЧ 15. Высокопрочный чугун с шаровидным графитом. Высокопрочные чугуны могут иметь ферритную (ВЧ 35), феррито-перлитную (ВЧ45) и перлитную (ВЧ 80) металлическую основу. Получают эти чугуны из серых, в результате модифицирования магнием или церием (добавляется 0,03…0,07% от массы отливки). По сравнению с серыми чугунами, механические свойства повышаются, это вызвано отсутствием неравномерности в распределении напряжений из-за шаровидной формы графита. Чугуны с перлитной металлической основой имеют высокие показатели прочности при меньшем значении пластичности. Соотношение пластичности и прочности ферритных чугунов - обратное. Высокопрочные чугуны обладают высоким пределом текучести. Также характерна достаточно высокая ударная вязкость и усталостная прочность. Высокопрочные чугуны содержат: углерода – 3,2…3,8 %, кремния – 1,9…2,6 %, марганца – 0,6…0,8 %, фосфора – до 0,12 %, серы – до 0,3 %. Из высокопрочного чугуна изготовляют тонкостенные отливки (поршневые кольца), шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели, планшайбы. Отливки коленчатых валов массой до 2..3 т, взамен кованых валов из стали, обладают более высокой циклической вязкостью, малочувствительны к внешним концентраторам напряжения, обладают лучшими антифрикционными свойствами и значительно дешевле. Обозначаются индексом ВЧ (высокопрочный чугун) и числом, которое показывает значение предела прочности ВЧ 100.
20. Ковкий чугун получают отжигом белого доэвтектического чугуна. Формирование окончательной структуры и свойств отливок происходит в процессе отжига
Ковкий- форма графита хлопьевидная. Кч30-6 30 предел прочности, 6 относительное удлинение 21.Упругая и пластическая деформации Текстура деформации создает кристаллическую анизотропию, при которой наибольшая разница свойств проявляется для направлений, расположенных под углом 45o друг к другу. С увеличением степени деформации характеристики пластичности (относительное удлинение, относительное сужение) и вязкости (ударная вязкость) уменьшаются, а прочностные характеристики (предел упругости, предел текучести, предел прочности) и твердость увеличиваются
Совокупность явлений, связанных с изменением механических, физических и других свойств металлов в процессе пластической деформации называют д еформационным упрочнением или наклепом.
Образование аустенита и рост его зерна при нагреве Превращение основано на диффузии углерода, сопровождается полиморфным превращением Диаграмма изотермического образования аустенита: 1 - начало образования аустенита; 2 - конец преобразования перлита в аустенит; 3 - полное растворение цементита.
С увеличением перегрева и скорости нагрева продолжительность превращения сокращается. Механизм превращения представлен
Механизм превращения перлита в аустенит.
Превращение начинаются с зарождения центров аустенитных зерен на поверхности раздела феррит – цементит, кристаллическая решетка Время превращения зависит от температуры, так как с увеличением степени перегрева уменьшается размер критического зародыша аустенита, увеличиваются скорость возникновения зародышей и скорость их роста Образующиеся зерна аустенита имеют вначале такую же концентрацию углерода, как и феррит. После того, как весь цементит растворится, аустенит неоднороден по химическому составу: там, где находились пластинки цементита концентрация углерода более высокая. Для завершения процесса перераспределения углерода в аустените требуется дополнительный нагрев или выдержка. Рост зерна аустенита. Образующиеся зерна аустенита получаются мелкими (начальное зерно). При повышении температуры или выдержке происходит рост зерна аустенита. Движущей силой роста является разность свободных энергий мелкозернистой (большая энергия) и крупнозернистой (малая энергия) структуры аустенита. Стали различают по склонности к росту зерна аустенита. Если зерно аустенита начинает быстро расти даже при незначительном нагреве выше температуры Неправильный режим нагрева может привести либо к перегреву, либо к пережогу стали. Перегрев. Нагрев доэвтектоидной стали значительно выше температуры Пережог имеет место, когда температура нагрева приближается к температуре плавления. При этом наблюдается окисление границ зерен, что резко снижает прочность стали. Излом такой стали камневидный. Пережог – неисправимый брак. Промежуточное превращение При температуре ниже 550 oС самодиффузия атомов железа практически не происходит, а атомы углерода обладают достаточной подвижностью. Механизм превращения состоит в том, что внутри аустенита происходит перераспределение атомов углерода и участки аустенита, обогащенные углеродом, превращаются в цементит. Превращение обедненного углеродом аустенита в феррит происходит по сдвиговому механизму, путем возникновения и роста зародышей феррита. Образующиеся при этом кристаллы имеют игольчатую форму. Такая структура, состоящая из цементита и феррита, называется бейнитом. Особенностью является повышенное содержание углерода в феррите (0.1…0.2 %). Дисперсность кристаллов феррита и цементита зависят от температуры превращения.
Закалка Закалка – процесс нагрева стали выше точки Ас3 (полная закалка) или Аc1 (неполная) на 30...50°С с последующим быстрым охлаждением. Цель закалки — получение высокой твердости и заданных физико-механических свойств. Существуют следующие виды закалки: Закалка в одном охладителе заключается в том, что нагретую под закалку деталь погружают в закалочную среду (вода, масло и т. д.), в которой она находится до полного охлаждения. Применяют для несложных деталей из углеродистой и легированных сталей. При закалке в двух средах (прерывистая закалка) Сущность способа состоит в том, что деталь вначале замачивают в воде, быстро охлаждая ее до 300—400° С, а затем переносят в масло, где оставляют до полного охлаждения. Такую закалку применяют обычно для обработки инструмента из высоколегированной стали. При ступенчатой закалке нагретая деталь охлаждается в среде при температуре 240...250°С (например, в горячем масле, расплавленной соли и др.), а затем после небольшой выдержки охлаждается на воздухе. Изотермическую закалку проводят так же, как ступенчатую, но с более длительной выдержкой при температуре горячей ванны (250—300° С), чтобы обеспечить полный распад аустенита. Выдержка, необходимая для полного распада аустенита. В результате такой закалки сталь приобретает структуру игольчатого троостита с твердостью HRC45 55 и с сохранением необходимой пластичности.
Закаливаемость При закалке стали важно знать ее закаливаемость и прокаливаемость. Эти характеристики не следует смешивать. Закаливаемость показывает способность стали к повышению твердости при закалке. Закаливаемость стали зависит в основном от содержания в ней углерода. Это объясняется тем, что твердость мартенсита зависит от степени искажения его кристаллической решетки. Чем меньше в мартенсите углерода, тем меньше будет искажена его кристаллическая решетка и, следовательно, тем ниже будет твердость стали. Стали, содержащие менее 0,3% углерода, имеют низкую закаливаемость и поэтому, как правило, закалке не подвергаются. Прокаливаемость стали характеризуется ее способностью закаливаться на определенную глубину. За глубину закаленного слоя условно принимают расстояние от поверхности до полумартенситной зоны (50 % мартенсита + 50 % троостита). Чем меньше критическая скорость закалки, тем выше прокаливаемость. Укрупнение зерен повышает прокаливаемость. Если скорость охлаждения в сердцевине изделия превышает критическую то сталь имеет сквозную прокаливаемость.
К основным дефектам закалки относятся: перегрев, пережог, обезуглероживание, коробление, трещины и др. Перегрев имеет место тогда, когда сталь нагревают до температуры, намного превышающей критическую. Перегрев также можно исправить отжигом с последующей закалкой. Пережог стали может иметь место при значительном перегреве стали перед закалкой. При этом сталь становится очень хрупкой. Этот дефект неисправимый (брак). Обезуглероживание и окисление поверхности происходит при нагреве в пламенных или электрических печах без контролируемых атмосфер. Чтобы избежать этих дефектов, надо нагрев вести в специальных печах с защитной (контролируемой) атмосферой, нейтральной по отношению к стали. Стали для цементации Цементации подвергают зубчатые колёса, втулки, распределительные вилки и др. детали из углеродистых и легированных сталей с содержанием до 0,3%С. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины. Графики различных комплексов термической обработки
Режимы термической обработки цементованных изделий Если сталь наследственно мелкозернистая или изделия неответственного назначения, то проводят однократную закалку с температуры 820…850oС. При газовой цементации изделия по окончании процесса подстуживают до этих температур, а затем проводят закалку (не требуется повторный нагрев под закалку). Для удовлетворения особо высоких требований, предъявляемых к механическим свойствам цементованных деталей, применяют двойную закалку. Завершающей операцией термической обработки всегда является низкий отпуск, проводимый при температуре 150…180oС. В результате отпуска в поверхностном слое получают структуру мартенсита отпуска, частично снимаются напряжения. 20Х, 12ХНЗА, 12Х2Н4А, 20Х2Н4А, 25ХГМ, 20ХН2М, 18ХГТ, 25ХГТ, ЗОХГТ, 20ХГР, 18Х2Н4ВА 39. Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом. При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость. Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью. Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю. Антикоррозионное азотирование проводят и для легированных, и для углеродистых сталей. Температура проведения азотирования – 500…650oС, продолжительность процесса – до 90 часов. На поверхности образуется слой толщиной до 0,8 мм. Азотирование проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском). Насыщение поверхности металла производится при температурах от 400 (для некоторых сталей) до 1200 (аустенитные стали и тугоплавкие металлы) градусов Цельсия. Средой для насыщения является диссоциированный аммиак. Для управления структурой и механическими свойствами слоя при газовом азотировании сталей применяют:
40. Нитроцементация (цианирование) – процесс одновременного насыщения поверхностных слоёв стальных изделий азотом и углеродом в газовой среде, состоящей из науглероживающего газа и аммиака, при температурах 820-860°С. Продолжительность 4-10 ч. Структура после нитроцементации – мелкокристаллический мартенсит с небольшим содержанием карбонитридов и около 25% остаточного аустенита. Твёрдость 58-60 НРСэ. Завершающей термической обработкой является закалка с низким отпуском. Нитроцементации подвергают инструмент из быстрорежущей стали У7, У8, У10, У12. Нитроцементация характеризуется безопасностью в работе, низкой стоимостью, однако широкого распространения не получила.
41.Диффузионная металлизация – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др. При насыщении хромом процесс называют хромированием, алюминием – алюминированием, кремнием – силицированием, бором – борированием (900-950°С в течении 2-6 ч). Жидкая диффузионная метализация проводится погружением детали в расплавленный металл (например, алюминий). Газовая диффузионная метализация проводится в газовых средах, являющихся хлоридами различных металлов. Диффузия металлов протекает очень медленно, так как образуются растворы замещения, поэтому при одинаковых температурах диффузионные слои в десятки и сотни раз тоньше, чем при цементации. Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000…1200oС) в течение длительного времени. Одним из основных свойств металлизированных поверхностей является жаростойкость, поэтому жаростойкие детали для рабочих температур 1000…1200oС изготавливают из простых углеродистых сталей с последующим алитированием, хромированием или силицированием. Исключительно высокой твердостью (2000 HV) и высоким сопротивлением износу характеризуются хромированые слои, но эти слои очень хрупкие. 42. Основным легирующим элементом является хром (0,8…1,2)%. Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладноломкости хромистых сталей - (0…-100) o С. Бор - 0.003%. Увеличивает прокаливаемость, а также повышает порог хладноломкости +20…-60 oС. Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладноломкости до (+40…-60)oС. Ванадий в количестве (0.1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость. Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладноломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено. При легировании хромомарганцевых сталей кремнием получают, стали – хромансиль (20ХГС, 30ХГСА). Стали обладают хорошим сочетанием прочности и вязкости, хорошо свариваются, штампуются и обрабатываются резанием. Кремний повышает ударную вязкость и температурный запас вязкости. Добавка свинца, кальция – улучшает обрабатываемость резанием. Применение упрочнения термической обработки улучшает комплекс механических свойств.
Коррозия и меры борьбы Разрушение металла под воздействием окружающей среды называют коррозией. Коррозия в зависимости от характера окружающей среды может быть химической и электрохимической. Электрохимическая коррозия имеет место в водных растворах, а так же в обыкновенной атмосфере, где имеется влага. Химическая коррозия может происходить за счет взаимодействия металла с газовой средой при отсутствии влаги. Деталь, подвергаемая хромированию, как правило, проходит через следующие шаги: · Очистка для удаления сильных загрязнений. · Тонкая очистка, для удаления следов загрязнений. · Предварительная подготовка (варьируется в зависимости от материала основы). · Помещение в ванну с насыщенным раствором и выравнивание температуры. · Подключение тока и выдержка до получения нужной толщины Используемые при хромировании реагенты и отходы процесса чрезвычайно токсичны, в большинстве стран этот процесс находится под строгим регулированием Содержание хрома должно быть не менее 13% (13…18%). Коррозионная стойкость объясняется образованием на поверхности защитной пленки оксида Углерод в нержавеющих сталях является нежелательным, так как он обедняет раствор хрома, связывая его в карбиды. Чем ниже содержание углерода, тем выше коррозионная стойкость нержавеющих сталей. Различают стали ферритного класса 08Х13, 12Х17, 08Х25Т, 15Х28. Термическую обработку для ферритных сталей проводят для получения структуры более однородного твердого раствора, что увеличивает коррозионную стойкость. Стали мартенситного класса 20Х13, 30Х13, 40Х13. После закалки и отпуска при 180…250oС стали 30Х13, 40Х13 имеют твердость 50…60 HRC и используются для изготовления режущего инструмента (хирургического), пружин для работы при температуре 400…450o. Стали аустенитного класса – высоколегированные хромоникелевые стали. Нержавеющие стали аустенитного класса 04Х18Н10, 12Х18Н9Т имеют более высокую коррозионную стойкость, лучшие технологические свойства по сравнению с хромистыми нержавеющими сталями, лучше свариваются. Они сохраняют прочность до более высоких температур, менее склонны к росту зерна при нагреве и не теряют пластичности при низких температурах. Упрочняют аустенитные стали холодной пластической деформацией, что вызывает эффект наклепа.
52. Под жаростойкостью (окалиностойкость) понимают сопротивление металла окислению в газовой среде при температурах выше 550°С. Для этого сталь легируют Cr, Al, Si, которые создают на поверхности оксидные пленки Cr2O3, Al2O3, SiO2 и др. Это сильхромы, хромали, сильхромали. Жаропрочные стали работают при высоких температурах под нагрузкой в течение заданного промежутка времени. Жаропрочные стали перлитного класса (12Х1МФ, 12Х1М1Ф, 20Х1М1Ф1БРА и др.) применяются для изготовления деталей паровых турбин, котлов. V и Nb измельчают зерно, Cr придает жаростойкость и жаропрочность. В качестве современных жаропрочных материалов можно отметить перлитные, мартенситные и аустенитные жаропрочные стали, никелевые и кобальтоавые жаропрочные сплавы, тугоплавкие металлы. При температурах до 300oC обычные конструкционные стали имеют высокую прочность, нет необходимости использовать высоколегированные стали. Для работы в интервале температур 350…500oC применяют легированные стали перлитного, ферритного и мартенситного классов.
53. Алюминий – легкий металл с плотностью 2,7 г/см3 и температурой плавления 660oС. Имеет гранецентрированную кубическую решетку. Обладает высокой тепло- и электропроводностью. Химически активен, но образующаяся плотная пленка оксида алюминия Al2O3, предохраняет его от коррозии. Механические свойства: предел прочности 150 МПа, относительное удлинение 50 %, модуль упругости 7000 МПа. Алюминий высокой чистоты маркируется А99 (99,999 % Al). Технический алюминий хорошо сваривается, имеет высокую пластичность. Из него изготавливают строительные конструкции, малонагруженные детали машин, используют в качестве электротехнического материала для кабелей, проводов. Принцип маркировки алюминиевых сплавов. В начале указывается тип сплава: Д – сплавы типа дюралюминов; А – технический алюминий; АК – ковкие алюминиевые сплавы; В – высокопрочные сплавы; АЛ – литейные сплавы. Далее указывается условный номер сплава. За условным номером следует обозначение, характеризующее состояние сплава: М – мягкий (отожженный); Т – термически обработанный (закалка плюс старение); Н – нагартованный; П – полунагартованный По технологическим свойствам сплавы подразделяются на три группы: · деформируемые сплавы, не упрочняемые термической обработкой Прочность алюминия можно повысить легированием. В сплавы, не упрочняемые термической обработкой, вводят марганец или магний. Атомы этих элементов существенно повышают его прочность, снижая пластичность. Обозначаются сплавы: с марганцем – АМц, с магнием – АМг; после обозначения элемента указывается его содержание (АМг3). Магний действует только как упрочнитель, марганец упрочняет и повышает коррозионную стойкость. Эти сплавы применяют для изготовления различных сварных емкостей для горючего, азотной и других кислот, мало- и средненагруженных конструкций. · деформируемые сплавы, упрочняемые термической обработкой К таким сплавам относятся дюралюмины (сложные сплавы систем алюминий – медь –магний или алюминий – медь – магний – цинк). Они имеют пониженную коррозионную стойкость, для повышения которой вводится марганец. Изготавливают поршни, лопатки и диски осевых компрессоров, турбореактивных двигателей.; · литейные сплавы. К литейным сплавам относятся сплавы системы алюминий – кремний (силумины), содержащие 10…13 % кремния. Литейные сплавы маркируются от АЛ2 до АЛ20. Силумины широко применяют для изготовления литых деталей приборов и других средне- и малонагруженных деталей, в том числе тонкостенных отливок сложной формы.
Медь и её сплавы Цветные металлы являются более дорогими и дефицитными по сравнению с черными металлами, однако область их применения в технике непрерывно расширяется. Это сплавы на основе титана, алюминия, магния, меди. Медь имеет гранецентрированную кубическую решетку. Плотность меди 8,94 г/см3, температура плавления 1083oС. Характерным свойством меди я
|
||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 3040; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.156 (0.017 с.) |

 (раствор компонента В в компоненте А) и
(раствор компонента В в компоненте А) и  (раствор компонента А в компоненте В));
(раствор компонента А в компоненте В));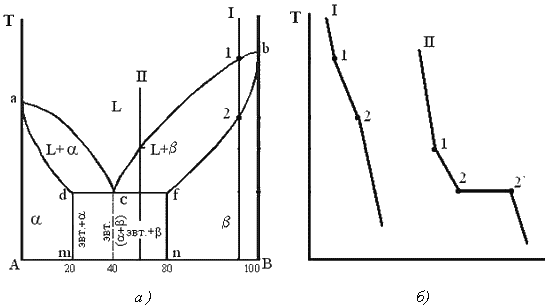
 .
.
 5o С. Железо со многими элементами образует растворы: с металлами – растворы замещения, с углеродом, азотом и водородом – растворы внедрения.
5o С. Железо со многими элементами образует растворы: с металлами – растворы замещения, с углеродом, азотом и водородом – растворы внедрения. (С) – твердый раствор внедрения углерода в
(С) – твердый раствор внедрения углерода в  -железо.
-железо.
 .
. .
.
 Структура после выдержки состоит из аустенита и графита (углерод отжига).При медленном охлаждении в интервале 760…720oС, происходит разложение цементита, входящего в состав перлита, и структура после отжига состоит из феррита и углерода отжига (получается ферритный ковкий чугун). Отжиг является длительной 70…80 часов и дорогостоящей операцией. В последнее время, в результате усовершенствований, длительность сократилась до 40 часов. Различают 7 марок ковкого чугуна: три с ферритной (КЧ 30 – 6) и четыре с перлитной (КЧ 65 – 3). Из ферритных чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы. Из перлитных чугунов, характеризующихся высокой прочностью, достаточной пластичностью, изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Структура после выдержки состоит из аустенита и графита (углерод отжига).При медленном охлаждении в интервале 760…720oС, происходит разложение цементита, входящего в состав перлита, и структура после отжига состоит из феррита и углерода отжига (получается ферритный ковкий чугун). Отжиг является длительной 70…80 часов и дорогостоящей операцией. В последнее время, в результате усовершенствований, длительность сократилась до 40 часов. Различают 7 марок ковкого чугуна: три с ферритной (КЧ 30 – 6) и четыре с перлитной (КЧ 65 – 3). Из ферритных чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы. Из перлитных чугунов, характеризующихся высокой прочностью, достаточной пластичностью, изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
 , а так же растворением цементита в аустените.
, а так же растворением цементита в аустените.

 перестраивается в решетку
перестраивается в решетку  .
. , то сталь наследственно крупнозернистая. Если зерно растет только при большом перегреве, то сталь наследственно мелкозернистая. Заэвтектоидные стали менее склонны к росту зерна. При последующем охлаждении зерна аустенита не измельчаются. Это следует учитывать при назначении режимов термической обработки, так как от размера зерна зависят механические свойства. Крупное зерно снижает сопротивление отрыву, ударную вязкость, повышает порог хладоломкости.
, то сталь наследственно крупнозернистая. Если зерно растет только при большом перегреве, то сталь наследственно мелкозернистая. Заэвтектоидные стали менее склонны к росту зерна. При последующем охлаждении зерна аустенита не измельчаются. Это следует учитывать при назначении режимов термической обработки, так как от размера зерна зависят механические свойства. Крупное зерно снижает сопротивление отрыву, ударную вязкость, повышает порог хладоломкости. приводит к интенсивному росту зерна аустенита. При охлаждении феррит выделяется в виде пластинчатых или игольчатых кристаллов. Такая структура называется видманштеттовая структура и характеризуется пониженными механическими свойствами. Перегрев можно исправить повторным нагревом до оптимальных температур с последующим медленным охлаждением.
приводит к интенсивному росту зерна аустенита. При охлаждении феррит выделяется в виде пластинчатых или игольчатых кристаллов. Такая структура называется видманштеттовая структура и характеризуется пониженными механическими свойствами. Перегрев можно исправить повторным нагревом до оптимальных температур с последующим медленным охлаждением. мм – верхний бейнит. Структура характеризуется недостаточной прочностью, при низких относительном удлинении и ударной вязкости.
мм – верхний бейнит. Структура характеризуется недостаточной прочностью, при низких относительном удлинении и ударной вязкости. мм– нижний бейнит. Структура характеризуется высокой прочностью в сочетании с пластичностью и вязкостью.
мм– нижний бейнит. Структура характеризуется высокой прочностью в сочетании с пластичностью и вязкостью.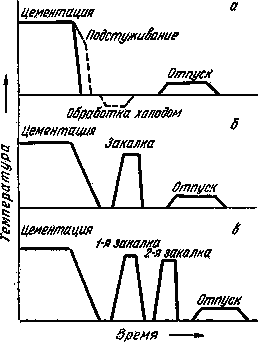
 .
.


