
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организация технического контроля на предприятииСодержание книги
Поиск на нашем сайте
Для функционирования системы технического контроля на предприятиях создается специальная служба качества или, как называлась ранее, отдел технического контроля (ОТК). Этот отдел не учувствует непосредственно в технологических операциях, его функции заключаются в обеспечении и управлении качеством, что подразумевает и проведение технического контроля. Остальные подразделения предприятия тоже вносят свой вклад в процесс контроля. Отдел качества или ОТК контролирует работу всех производственных участков, выполняя разные виды контроля и испытаний.¾ Принципиальные положения системы технического контроля. Она разрабатывается одновременно с разработкой технологии службой на основе системного подхода, т. е. применения научных, технических, экономических и организационных мер, охватывающих все этапы жизненного цикла продукции. Органы системы технического контроля должны быть независимыми от производственного персонала. Система технического контроля должна обеспечивать активное воздействие на ход технологического процесса, чтобы исключить получение и повторение брака. Нарушение этого принципа превращает контроль в пассивный, контролера – в браковщика. Требование документации, регламентирующей уровень качества продукции, подлежит безоговорочному исполнению всеми работниками организации (от рабочего до директора). Контрольные вопросы. 1. Сформулируйте понятие технического контроля. 2. Каковы этапы, и что определяет метод технического контроля? 3. Какой контроль бывает и в чем его назначение, в зависимости от места его проведения в производственном процессе? 4. Сформулируйте понятия выборочный и сплошной контроль. В каких случаях применяются эти виды контроля? 5. Каковы принципы построения системы контроля на производстве? 6. Опишите организацию контроля качества на предприятии. Каковы функции различных подразделений в процессе контроля качества?
Статистические методы контроля качества и регулирования процессов
Статистические методы контроля и регулирования процессов производства позволяют получать достоверную информацию о качестве и принимать на этой основе научно обоснованные решения, сводя к минимуму субъективные факторы, искажающие истинную картину о качестве продукции и процессов. Использование статистических методов отвечает важнейшему положению системы менеджмента качества – «Принятие решений, основанное на свидетельствах». Начало применению статистических методов контроля и регулирования качеством положил американский физик У. Шухарт, когда в 1924 г. предложил использовать диаграмму (сейчас ее называют контрольной картой) и методику ее статистической оценки для анализа качества продукции. Затем в разных странах было разработано много статистических методов анализа и контроля качества. В середине 1960-х г.г. в Японии получили широкое распространение кружки качества. Чтобы вооружить их эффективным инструментом анализа и управления качеством, японские ученые отобрали из всего множества известных инструментов 7 методов. Заслуга ученых, в первую очередь профессора Исикавы, состоит в том, что обеспечили простоту, наглядность, визуализацию этих методов. Их можно понять и эффективно использовать без специальной математической подготовки. Эти методы в научно-технической литературе получили название «Семь инструментов контроля качества» или «простые инструменты контроля качества» за их доступность для всех сотрудников.
Контрольный листок Контрольные листки используют для регистрации опытных данных и для предварительной их систематизации. Формирование листка должно соответствовать конкретным условиям получения данных и целям проводимого контроля. Поэтому видов листков существует множество. Обычно контрольный листок представляет собой таблицу или график, в который заносятся данные по мере их поступления. Хорошо, если листок содержит краткую и ясную инструкцию по методике его заполнения. В контрольном листке можно фиксировать как количественные, так и качественные характеристики процесса. Целью использования контрольного листка является усовершенствование процесса сбора и упорядочения данных для облегчения их дальнейшего использования. Пример контрольного листа показан на рис. 6.
Причина брака |
Вид брака |
Итого | ||||||
| Пропуск страниц | Грязные копии | Страницы идут не по порядку | Страницы просвечивают | ||||||
| Влажность | ½½ | ½ | 11 | ||||||
| Заедание машины | ½½ | ½ | 3 | ||||||
| Тонер | ½½½ | ½½ | ½ | ½½ | 8 | ||||
| Состояние оригинала | ½ | ½½ | ½ | 10 | |||||
| Итого | 6 | 14 | 7 | 5 | 32 | ||||

Рис.6 Контрольный листок
На рис. 6 приведен анализ жалоб на плохое качество копий (компания оказывает копировальные услуги). Когда компания стала получать намного больше жалоб, управляющие решили их проанализировать и установить причины с помощью контрольного листка.
Следует планировать сбор данных и при этом соблюдать следующие правила:
¾ необходимо установить суть изучаемой проблемы и поставить вопросы, нуждающиеся в разрешении;
¾ следует разработать форму контрольного листка, позволяющую с минимальными затратами времени и средств получить достоверную информацию о процессе;
¾ необходимо разработать методику измерений, исключающую получение данных, не учитывающих важные условия протекания процесса;
¾ необходимо выбрать сборщика данных, непосредственно имеющего информацию о процессе в качестве оператора, наладчика или контролера, не заинтересованного в ее искажении, обладающего квалификацией для получения достоверных данных; со сборщиками данных следует провести инструктаж о методике измерений или обучить их; ¾ средства и методы измерений должны обеспечивать требуемую точность измерений; следует проверить процесс сбора данных, оценить его результаты, при необходимости откорректировать методику сбора данных.
Стратификация
Метод стратификации (расслаивания) статистических данных – инструмент, позволяющий произвести отбор данных, отражающих требуемую информацию о процессе в соответствии с различными факторами. Стратификация (расслаивание, группирование) – процесс сортировки данных согласно некоторым критериям или переменным. Результаты стратификации часто показываются в виде диаграмм и графиков. Важно установить, какие переменные будут использоваться для сортировки. В производственных процессах для расслаивания часто используется метод 5М, учитывающий факторы, зависящие от человека (man), машины (machine), материала (material), метода (method), измерения (measurement). Расслаивание можно осуществлять следующим образом:
¾ расслаивание по операторам – по квалификации, полу, стажу работы и т. д.;
¾ расслаивание по оборудованию – по новому и старому, марке, конструкции и т. д.;
¾ расслаивание по сырью и материалам – по поставщикам, партиям, качеству сырья;
¾ расслаивание по способу производства – по режиму обработки, производственной среде и т. д.
¾ расслаивание по измерению – по методу измерения, типу измерительных средств или их точности и т. д. (Рис.7)
Например, если расслаивание произведено по фактору «оператор», то при значительном различии в данных можно определить влияние того или иного оператора на качество продукции. Цель стратификации – контроль протекающих процессов и выявление проблем путем расслаивания данных. Стратификация – основа для других инструментов.
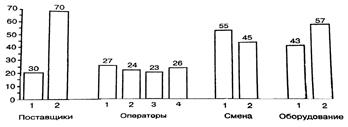
Рис.7 Стратификация
|
| Поделиться: |



