Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Этап 1. Разделение операций на внутренние и внешние.
Одна из причин эффективности подхода SMED заключается в том, что он разделяет действия по переналадке на внешние и внутренние. Данное разделение позволяет снизить затраты времени на переналадку на 30-50%. Действительно, многие действия могут совершаться при работающем станке, особенно если его работа не требует присутствия человека. Подумайте, сколько времени вы потратите, чтобы сходить на склад или в другой конец за новым инструментом? Сколько времени вы затрачиваете, чтобы найти необходимый инструмент и сколько идете обратно? Все ли Вы сделали до того как остановить оборудование? Сигео Синго, основатель методологии SMED, приводит пример, как рабочий при переналадке штамповочного пресса в течение длительного времени искал нужный болт. В результате, он так и не нашел его, взяв похожий болт со станка, стоящего рядом, тем самым не только затратив лишнее время на поиски, но и затруднив будущую работу по переналадке своего соседа. Вам может не хватать всего лишь немного дисциплины, чтобы значительно повысить эффективность Вашей работы. Данный этап SMED направлен, прежде всего, на сокращение времени операций по подготовке к переналадке. Таким образом, первое, с чего следует начать подготовку к внедрению SMED на Вашем предприятии, это внимательно рассмотреть последовательность действий при переналадке и выделить внешние и внутренние операции переналадки. Можно начать с предварительной подготовки необходимых инструментов. Обеспечить их наличие в рабочей зоне можно с помощью внедрения одного из элементов Системы 5S «Рациональное расположение». Также необходимо иметь на рабочем месте контрольный лист с указанием всех инструментов и материалов, необходимых для проведения переналадки. Однако важно не забывать о безопасности персонала. Если действия, которые могут осуществляться при включенном оборудовании, несут потенциальную опасность для жизни и здоровья человека, то следует отнести их к внутренним действиям. Этап 2. Преобразование внутренних действий во внешние. Стремление к преобразованию максимального числа внутренних действий во внешние, является еще одной концептуальной идеей SMED. В рамках этого этапа, обычно борются с потерями времени на операциях регулировки и приладки. На этом этапе необходимо:
1. Еще раз проанализировать процесс и проанализировать, не воспринимаются лиошибочно внешние действия как внутренние. 2. Найти способы преобразования внутренних действий во внешние. Для данного этапа, в отличие от предыдущего, важно отбросить устоявшиеся взгляды на процесс и посмотреть на все свежим взглядом, поскольку он отличается, прежде всего, выработкой нестандартных решений. Так, например, процесс окраски ткани за-ключается в ее опускании в чан с красителем и нагревании этого чана до определенной температуры. Соответственно, при смене цвета приходится снимать используемый чан, ставить на его место новый и нагревать. Таким образом, нагрев чана с красителем является внутренней операцией переналадки. Однако, если заблаговременно нагреть чан перед установкой, то данная операция превращается во внешний процесс и экономит несколько драгоценных минут. Рассмотренная ситуация является достаточно типовой и может применяться на разных производствах где используется нагрев формы, штампа и т.д. Таким образом, заранее подготавливая условия Вашей работы, вы значительно сократите время на переналадку. Другим распространенным способом преобразовать внутренние операции во внешние является предварительная установка заготовки на рабочем столе. Обычно заготовка устанавливается при выключенном станке, процесс установки занимает значительное время, однако если установку производить на другом столе, одновременно с обработкой предыдущей детали, а оба стола оснастить колесиками, то внутренние действия ограничатся заменой одного стола на другой, опять же сэкономив некоторое время. Данный метод называется - использование дополнительных приспособлений. Еще один пример описывает оптимизацию использования факсимильного аппарата. Часто, когда объем сообщения превышает одну страницу, информация передается следующим образом: установка первого листа - нажатие «Start» принимающей стороны - нажатие «Start» передающей стороны - передача первого листа - ожидание ответа - установка второго листа - нажатие «Start» принимающей стороны и т.д. Таким образом, передача сообщения по факсу занимает значительное время. Однако если во время передачи первого листа Вы установите второй лист, то факсимильный аппарат, которому безразлична длина листа, передаст все сообщение сразу. Данный метод применим не только в офисе, но и на производстве. Если в производстве используются бухты проволоки, магнитной ленты и т.д., то целесообразно присоединять конец одной бухты к началу второй для непрерывной подачи материала.
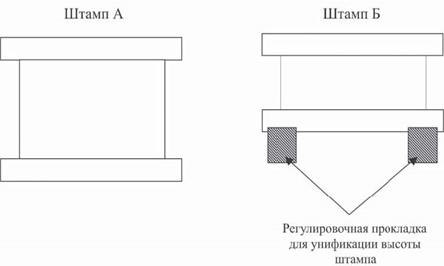
Стандартизация функций операции переналадки является еще одним способом превращения внутренних действий во внешние. Так, регулировка высоты штампов обычно достаточно трудоемка и требует высокой квалификации. Однако если вместо регулировки под штамп меньшей высоты поместить регулировочную прокладку, то сама регулировка не потребуется. Регулировка становится внешним действием и заключается в выборе и подготовке регулировочной прокладки необходимой высоты (см. рис. 13.8.).
Рис. 13.8. Регулировка высоты штампов
|
||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 569; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.183.172 (0.006 с.) |