
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Установки периодического действияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте ЛИТЕРАТУРНЫЙ ОБЗОР Ускорение твердения бетона позволяет быстрее получить изделия с отпускной прочностью, повысить оборачиваемость форм и другого оборудования, а так же эффективнее использовать производственные площадки. Основным методом ускорения твердения бетона является тепловая обработка. Она позволяет получить в необходимые сроки прочность изделий, допускающая их транспортирование на строительство, монтаж в зданиях и сооружениях, а также восприятие действующих нагрузок. К тепловой обработке относятся пропаривание при атмосферном и повышенном давлении, электропрогрев и лучистый обогрев, выдерживание с помощью нагреваемой воздушной среды и т.д. Процесс тепловой обработки бетона обычно состоит из подъема температуры до максимально установленного уровня, выдерживания при нем и охлаждения изделия до температуры окружающей среды. Установки для тепловлажностной обработки предназначены для ускоренного твердения изделий. Обычно тепловлажностную обработку ведут до достижения 70% полной проектной прочности бетона. Установки для тепловлажностной обработки разделяют по следующим признакам: По режиму работы — на установки периодического и непрерывного действия. Установки периодического действия в свою очередь подразделяются на две группы: на работающие при атмосферном и избыточном давлении. Установки непрерывного действия могут работать только при атмосферном давлении. В качестве установок периодического действия применяют ямные камеры, кассеты, пакеты, термоформы и автоклавы. Установки непрерывного действия изготовляют в виде горизонтальных и вертикальных камер, в которых происходит непрерывное или импульсное передвижение подвергаемого обработке материала. По виду используемого теплоносителя различают установки, в которых используют водяной пар при атмосферном и избыточном давлениях; паровоздушную смесь, горячую воду, электроэнергию, продукты горения топлива и высокотемпературные органические теплоносители(горячие масла, даутерм, дитолилметан и др.). Кроме установок для тепловлажностной обработки в технологии сборного бетона и железобетона применяют установки для разогрева бетонной смеси и подогрева заполнителей. КОНСТРУКТИВНЫЙ РАСЧЕТ ТЕПЛОВОЙ УСТАНОВКИ Определение геометрических размеров установки Длина камеры Lk=nL+(n+l)L1 где п - количество тележек по длине камеры; L - длина тележки, м: L1 -расстояние между тележками и торцевыми завесами, L1=0.4...0.5 м. Lк =17*6,06+(17+1)*0,4=110 м Ширина камеры ВК=В+2В, где В ширина изделия на вагонетке, м; B1- расстояние между изделиями и боковой стенкой камеры с учетом формы. В1=0,4...0.5 м. Вк=0,3+2*0,5=1,3 Высота камеры Hk=H1+n1(H2+H3)+(n1-l)+H4 где Нг высота рельса над уровнем пола, м; п1 - количество ярусов; Н2, Н3 высота тележки и изделия соответственно, м; Н4 - расстояние между потолком и верхом изделия, Hr=0,2 м. Hk=0,15+1 (0,4+0,3)+(1 -1)*0,3+0,2= 1,1 м.
РАСЧЕТ ТЕПЛОВЫДЕЛЕНИЯ БЕТОНА ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ
Для проведения расчета с помощью номограммы определяют критерии подобия Био и Фурье:
РАСЧЕТ РАСПРЕДЕЛЕНИЯ ТЕМПЕРАТУР В БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ
Период подъема температур
Если испарение влаги из бетона нет и начальная температура его равна начальной температуре среды, то температуру бетонного изделия в любой его точке в зависимости от продолжительности нагрева, теплофизических констант, скорости подъема температуры и тепловыделения бетона можно рассчитать по следующим формулам: t(x,t)=t0 + bt - где rц – координаты точки рассматриваемого тела, An, mn – постоянные, зависящие от формы тела и критерия Bi. Так как Fo>0,2, то ограничиваемся только первым рядом суммы и соответственно значениями A1 и m1[1, прил. 32]. A1 = 1,25; m1 = 1,42
Температура центра изделия (х=0) t(0,t) = Температура поверхности изделия (x=R=0,09 м) t(x,t) = 20 +20·3 – ТЕПЛОТЕХНИЧЕСКИЙ РАСЧЕТ Материальный баланс Ритм выпуска: по изделиям, шт/ч, nи= по бетону, м /ч V6=Vиnи где Ргод - годовая производительность установки, шт год: Вг - годовой фонд рабочего времени, ч/год; Vи- объем одного изделия, м": У5 – объём часовой загрузки бетона, м /ч. Вр=8ч·350=8400 ч/год Ргод= 40000/0,45=88889 шт/год nи= Vб= nи·Vи= I. Приход материалов, кг/ч 1.Масса сухой части изделия Gс=(Ц+П+Щ)Vб Gс=(Ц+П+Щ)Vб. Gc=(381,1+384,2+1462,7)·4,77=10627 кг/год 2. Масса воды затворения GB1=BV6 GB1=186,6·4,77=890,1 кг/ч 3. Масса арматуры и закладных деталей Ga=AV6 Ga Ga=70·4,77=333,9 кг/ч 4. Масса форм-вагонеток Gp=GФ1·n Сф=8060·17=13702 кг/ч Суммарный приход материалов
II. Расход материалов, кг/ч
Масса, оставшейся после испарения воды Gв2= gbi1-W W=0,01V6p6=0,01·4.77*2264=107.99 кг/ч GB2= 890.1-107.99=782.11 кг/ч
Gприх=Gрасх +Gпот 25552.4= 25445.01+Gпoт Gпoт=25552.4-25445.01=107.39 кг/ч
Тепловой баланс
7.2.1 Период подогрева Приход теплоты, кДж/ч 1. Теплота сухой части бетона QIc=Gc·Cc-tHб QIc=10627·0,84·20=178533,6 кДж/ч 2. Теплота воды затворения QIB1= G B1·C B-tHб QIB1=890,1·4,185·20=74501,37 кДж/ч 3. Теплота арматуры QIa=Ga·Ca·tHб QIa=333,9·0,46·20= 3071,88кДж/ч 4. Теплота форм-вагонеток QIф=Gф·Сф·tнб QIф=13702·0,46·20=126058,4 кДж/ч 5. Теплота экзотермии цемента
QIэ=0,0023* 419*(0,47)0,44*37,55*3*381,l*12,031=357056,372кДж/ч 6. Теплота острого пара QIП= где in - энтальпия пара, кДж/кг; i"B - энтальпия паровоздушной смеси в зоне подогрева при t=80 °C, кДж/кг QIП = Суммарный приход теплоты в зоне изотермической выдержки
=1392218,52+1654
II. Расход теплоты, кДж/кг 1. Теплота сухой части бетона QIIc=Gc*Cc*
QIIc=10627*0,84*55,1=491860,07 кДж/ч 2. Теплота воды в изделиях QIIв=Gв1*Cв*
QIIв =890,1*4,185*55,1=205251,27 кДж/ч 3. Теплота арматуры QIIа=Gа1*Cа* QIIа=333,9*0,46*55,1=8463,03 кДж/ч 4. Теплота форм-вагонеток QIIф=Gф*Сф* QIIф =13702*0,46*55,1=347290,89кДж/ч
5. Теплота на испарение воды QII=W(2493+1,97*80)=107.99*(2493+1,97*80)=711527,064 кДж/ч
6.Теплота влажного воздуха QIIсв= QIIсв=(374.1525-2.805*20)*0.54*990=171290.35 кДж/ч
7. Теплота, теряемая через боковую поверхность камеры в зоне подогрева QIIб=3,6K6* QIIб=3,6*1,56*277,15(50-20)=46694,23 кДж/ч 8. Теплота, теряемая через потолок QIIпт=3,6K6* QIIпт=3,6*0,56*120,5*2,7*30=19677,17 кДж/ч 9. Теплота, теряемая через пол q = QII6=71,76*138,575=9944,14 кДж/ч 10. Теплота, выбивающаяся из зоны через торцы QIIвыб: со стороны зоны подогрева со стороны зоны охлаждения QIIвыб=194,4Кж QIIвыб =194,4*0,72*(80-20)0.6*1,43*
11. Теплота, требуемая для воздушных завес QIIзав = п3- количество завес; QIIзав =2*145,8*0,72*600,6*1,43*
ЗАКЛЮЧЕНИЕ В данной курсовой работе была запроектирована щелевая камера с размерами 5´0,3´0,3. Общие число изделий укладываемых в камеру составляет 118 штук. Теплоносителем в камере является пар. Удельный расход пара в этой камере равен 386,3 кг/м3., что является допустимым значением для данного вида камер(300 – 400 кг/м3). Потребное количество установок для заданной производительности равно 1. Горизонтальные камеры непрерывного действия экономичны и эффективны. В таких камерах полностью механизированы процессы и автоматизирован режим обработки, а также высока экономия тепловой энергии по сравнению с установками периодического действия за счет отсутствия затрат на нагрев конструкции после каждого цикла обработки. Список литературы:
1. Губарева В. В. Теплотехника и теплотехническое оборудование технологии строительных изделий. - Ч. 1 Термовлажностная обработка бетонных и железобетонных изделий: учебное пособие / В. В. Губарева. – Белгород: Изд-во БГТУ им. В. Г. Шухова, 2004. – 107 с. 2. Кучеренко А.А.Тепловые установки заводов сборного железобетона / А. А. Кучеренко.- Киев: Вища школа, 1977.-280 с. 3. Кокшарев В. И. Тепловые установки / В. И. Кокшарев, А. А. Кучеренко.- Киев: Вища школа, 1990.-335 с. 4. Перегудов В. В. Тепловые процессы и установки в технологии строительных изделий и деталей / В. В. Перегудов, М. И. Роговой. – М.:Стройиздат, 1983-357с. 5. Баженов Ю. М. Технология бетона / Ю. М. Баженов. – М.: Изд-во АСВ, 2003. – 500 с. 6. Перегудов В. В. Тепловые процессы и установки в технологии строительных изделий и деталей /В.В. Перегудов, М.И Роговой. -М.:Стройиздат, 1983.-357 с
ЛИТЕРАТУРНЫЙ ОБЗОР Ускорение твердения бетона позволяет быстрее получить изделия с отпускной прочностью, повысить оборачиваемость форм и другого оборудования, а так же эффективнее использовать производственные площадки. Основным методом ускорения твердения бетона является тепловая обработка. Она позволяет получить в необходимые сроки прочность изделий, допускающая их транспортирование на строительство, монтаж в зданиях и сооружениях, а также восприятие действующих нагрузок. К тепловой обработке относятся пропаривание при атмосферном и повышенном давлении, электропрогрев и лучистый обогрев, выдерживание с помощью нагреваемой воздушной среды и т.д. Процесс тепловой обработки бетона обычно состоит из подъема температуры до максимально установленного уровня, выдерживания при нем и охлаждения изделия до температуры окружающей среды. Установки для тепловлажностной обработки предназначены для ускоренного твердения изделий. Обычно тепловлажностную обработку ведут до достижения 70% полной проектной прочности бетона. Установки для тепловлажностной обработки разделяют по следующим признакам: По режиму работы — на установки периодического и непрерывного действия. Установки периодического действия в свою очередь подразделяются на две группы: на работающие при атмосферном и избыточном давлении. Установки непрерывного действия могут работать только при атмосферном давлении. В качестве установок периодического действия применяют ямные камеры, кассеты, пакеты, термоформы и автоклавы. Установки непрерывного действия изготовляют в виде горизонтальных и вертикальных камер, в которых происходит непрерывное или импульсное передвижение подвергаемого обработке материала. По виду используемого теплоносителя различают установки, в которых используют водяной пар при атмосферном и избыточном давлениях; паровоздушную смесь, горячую воду, электроэнергию, продукты горения топлива и высокотемпературные органические теплоносители(горячие масла, даутерм, дитолилметан и др.). Кроме установок для тепловлажностной обработки в технологии сборного бетона и железобетона применяют установки для разогрева бетонной смеси и подогрева заполнителей. Установки периодического действия К таким установкам относятся камеры ямного типа, кассетные установки, автоклавные установки. 1.1.1 Камеры ямного типа Камеры ямного типа применяют в агрегатно-поточной и полуконвейерной технологии изготовления сборных железобетонных изделий. Они просты в изготовлении и широко распространены на заводах сборного железобетона. Выполняют их напольными, полузаглубленными или заглубленными в зависимости от уровня грунтовых вод.
Рис. 1. Ямная камера паропрогрева конструкции Гипростройиндустрии: 1 -вентиляционный канал; 2 -слив воды из вентиляционных гидрозатворов; 3 -канал для подачи воздуха; 4 -соединительная труба; 5,6 -гидрозатворы подачи воздуха и крышки; 7 -крышка камеры; 8 -канал для паропровода; 9 -плита с отверстиями; 10 -канал для разводки пара
Крышку камеры 7 укладывают на гидрозатвор 6; пар по паропроводу, проложенному по каналу 8, попадает в пароразводящий канал 10 в нижней части камеры и через отверстия в перфорированной плите 9 подается в камеру. В период охлаждения воздух через гидрозатвор приточного вентиляционного клапана 5 и канал 3 подается в камеру, затем через вытяжной гидрозатвор и вентиляционный канал 1 выбрасывается в атмосферу отсасывающим вентилятором; вода из вентиляционных гидрозатворов перетекает по соединительной трубе 4 и вытекает по трубе 2. Внутренние габариты камер в плане зависят от размеров форм укладываемых изделий с зазорами вдоль стен для прохода захватов автоматической траверсы, а для двухрядных камер - размерами двух форм с промежутками между ними. Более экономичны однорядные камеры, так как в них сокращается общая длительность цикла обработки, увеличивается оборачиваемость установок и форм, снижается металлоемкость процесса. Камеры проектируют под определенный типоразмер изделий. Промежутки для прохода теплоносителя должны быть минимально допустимыми. Это повышает полезную загрузку камер, коэффициент заполнения их бетоном и тем самым увеличивает удельный объем продукции при снижении удельных расходов теплоты. Камеры располагают блоками по 6...8 шт., что также уменьшает удельные расходы теплоты за счет сокращения теплопотерь в окружающую среду. Высота камеры зависит от типа системы парораздачи и составляет 3...4м. Расстояние между формами составляет 50...75 мм, между дном камеры и днищем нижней формы — 150 мм, между верхним изделием и крышкой — 50 мм (для циркуляции теплоносителя). Для предотвращения выбивания пара в промежутке между стенами и крышкой устанавливают гидрозатвор, представляющий собой заполненный водой желоб из металлического швеллера, укладываемого по верхнему периметру стен камеры. К днищу швеллера приварена и замоноличена в стены металлическая полоса, препятствующая сдвиганию затвора при укладке крышки и проходу пара под затвором. Проходу пара над швеллером препятствует полоса или уголок, приваренные к крышке, и опускающиеся в воду гидрозатвора при закрытии крышки. Крышки ямных камер паропрогрева представляют собой жесткую металлическую конструкцию толщиной 150...200 мм, паро- и гидроизолированную по отношению к паровой среде камеры и теплоизолированную снаружи. Оптимальная скорость нагрева камеры составляет 60 °С/ч (по сравнению с 30 °С/ч в обычных камерах), длительность обработки 5...6 ч (по сравнению с 11... 12 ч), расход пара снижается на 100... 150 кг/м3 бетона. После завершения цикла тепловой обработки снижается сначала давление в камере, а затем в уплотнителе, запирающее устройство открывается и гидроцилиндры поднимают крышку. Шарнирное соединение опорной рамы и кронштейнов крышки позволяют поворачивать ее на 95°. 1.1.2. Кассетные установки. Кассетные установки сочетают в себе установки для формования и тепловлажностной обработки изделий, что обусловливает значительную экономию производственных площадей. Бетонные и железобетонные изделия (плоские, ребристые) формуют и прогревают в вертикальных сборно-разборных формах. Так как длительная тепловая обработка снижает производительность и эффективность кассетного способа производства, то такие установки используются в двухстадийной технологии: формование и короткий прогрев в кассетной установке, а окончание процесса тепловой обработки в камерах выдерживания. Конструктивно кассетные установки состоят из неподвижной станины, подвижных тепловых отсеков, разделительных стенок, опор и прижимных домкратов. К паровым отсекам или разделительным стенкам крепятся днища и борта форм, которые в собранном состоянии (установка сжата домкратами) образуют вертикальные формы, заполняемые арматурой и бетоном. Торцевая неподвижная теплоизолированная стенка крепится к раме станины, а подвижные стенки и отсеки перемещаются на, роликовых опорах. Передвижение стенок производится гидравлическими домкратами, а закрепление их — установочными клиньями в кронштейнах. Тепловые отсеки различных типов кассет имеют различные толщину и конструктивные особенности. Как правило, это жесткие металлические конструкции толщиной 70...240мм, имеющие каркас и обшитые металлическим листом толщиной 12...24 мм. Теплоноситель к греющим отсекам подводится с помощью гибких шлангов, арматурный каркас и бетонная смесь подаются сверху. Вибрирование бетона производится навесными вибраторами. В большинстве случаев в качестве теплоносителя используют пар, однако возможно применение горячей воды и высокотемпературных теплоносителей. К недостаткам кассетных установок относится необходимость использования пластичных бетонных смесей, так как высокую узкую щель (формовочный отсек), в которой находится арматурный каркас, заполнить жесткой бетонной смесью и уплотнить невозможно. Применение же пластичных смесей требует снижения скорости прогрева, удлинения цикла тепловой обработки и ограничения температуры нагрева (не выше 100. °С). Кассетные установки отличаются высокой металлоемкостью (до 10 т металла на одно изделие). Так как эти установки периодического действия, то прежде чем начнет прогреваться изделие, необходимо прогреть всю бортоснастку. Как известно, интенсивность теплообмена зависит от скорости движения и турбулизации теплоносителя. Поэтому предусматривают циркуляцию, многократное использование и многоходовое движение теплоносителя в отсеках. Одной из наиболее распространенных схем пароснабжения кассетных установок является эжекторная система(рис. 2). Применение эжектора позволяет организовать циркуляцию теплоносителя через тепловой отсек, уменьшить неравномерность прогрева изделий, экономить тепловую энергию, многократно используя теплоноситель.
Пар с высокой температурой из магистрального паропровода 1 через узел регулирования 3 попадает в эжектор 4. В эжекторе, имеющем сопло, конфузор и диффузор, создается разрежение и охладившаяся паровоздушная смесь из тепловых отсеков 5 через резиновые шланги и отсасывающий коллектор 9 подсасывается в эжектор. Смешавшись со свежим паром и повысив температуру, теплоноситель через подающий коллектор 2 поступаетв тепловые отсеки 5, прогревая формовочные отсеки 10 с бетонными изделиями. Остывший пар конденсируется и по резиновым шлангам стекает в коллектор сбора конденсата 6 и далее в конденсатопровод 8; конденсационный горшок 7 отделяет конденсат и не позволяет пару из тепловых отсеков уходить в конденсатопровод. Прогрев изделий в кассетных формах может производиться сразу после окончания формования, без предварительного выдерживания. Для ускорения прогрева и сокращения продолжительности тепловой обработки целесообразно бетонную смесь укладывать в предварительно подогретую до 40...45° форму. В этом случае продолжительность подъема температуры в отсеках форм до максимальной может быть сокращена до 1_1,5 ч. Продолжительность изотермического прогрева зависит от температуры и расположения тепловых отсеков, толщины изделий и состава бетона Остывание изделий после прекращения подачи пара происходит весьма медленно из-за большой теплоемкости кассеты с изделиями, поэтому распалубку изделий делают при температуре 75...80 оС. Для снижения температуры в тепловом отсеке применяют принудительное охлаждение водой. Ускорить процесс твердения бетона можно также путем введения химических ускорителей. Наибольшее сокращение сроков твердения может быть достигнуто предварительным электроразогревом бетонной смеси и последующим кратковременным прогревом бетона в кассетной форме при температуре 95...100 оС. Повышение температуры изотермического прогрева выше 100 °С связано с повышением давления в отсеках (при применении пара в качестве теплоносителя) и для плоских изделий с большой поверхностью требует значительного усиления каркаса отсеков. В этих случаях рациональнее применять высокотемпературные теплоносители, имеющие температуру кипения 250...350 °С. Удельные расходы пара в кассетных установках должны составлять 200 кг пара на 1 м3 бетона, однако в зависимости от длительности цикла, состояния кассет и качества эксплуатации они колеблются от 200 до 1000 кг/м3.
1.1.3. Автоклавные установки. Автоклавные установки предназначены для тепловлажностной обработки бетонных, железобетонных и силикатных изделий в среде с избыточным давлением. Наличие избыточного давления среды в начале тепловой обработки и возрастающая относительная влажность паровоздушной среды в процессе ее способствуют повышению физико-механических свойств твердеющего бетона, сокращению длительности обработки и уменьшению расхода цемента. Автоклавный способ обработки позволяет получать высококачественные изделия даже при применении низкомарочных цементов или местных вяжущих, а также теплоизоляционные материалы (пенобетоны, ячеистые бетоны). Рабочее избыточное давление в автоклавах 0,8; 1,2; 1,6; 2,5 МПа. Автоклав (рис.3) представляет собой стальной цилиндрический сосуд диаметром 2,6 или 3,6 м длиной 17...21 м с одной (тупиковый) или двумя крышками (проходной). Массивный стальной корпус 6 с толщиной стенок 20...30 мм выдерживает высокое давление. Он установлен на одной неподвижной опоре 16 и нескольких подвижных опорах 13, что позволяет ему перемещаться при нагревании и охлаждении. Автоклав имеет механизмы подъема крышек 1 и байонетные затворы 9, обеспечивающие его герметичность. Прижим байонетных колец и подъем крышек осуществляется гидравлической системой, состоящей из электропривода 5 насосной станции, маслопроводов 4 и гидроцилиндров 2. Загрузку изделий в автоклав производят тележками с помощью переходного мостика, соединяющего рельсовый путь в цеху с рельсами 15 внутри автоклава.
Система пароснабжения состоит из следующих элементов: продувочный 14, впускной 17, перепускной 7, выпускной 8 штуцера с регулирующей и запорной арматурами; система удаления конденсата, подсоединенная к штуцеру 12; предохранительный клапан 3. Пар в автоклаве распределяется сопловой подачей или через перфорированный паропровод 11. Перед началом запаривания автоклав продувают паром для удаления воздуха, снижающего интенсивность теплообмена. В первый период обработки происходит прогрев изделий до температуры 100 °С при обильной конденсаций пара на изделиях и стенках автоклава; во второй период температура и давление повышаются до принятого максимального значения, что сопровождается прогревом и обжатием бетона. После периода изотермического выдерживания, длительность которого связана с толщиной изделия, видом материала и величиной давления, наступает период охлаждения. Он наиболее 'опасен из-за возможного нарушения структуры материала. Так, при снижении давления в автоклаве в материале некоторое время сохраняется максимальное давление, и возникающий градиент давления может превысить допустимые значения. При этом резкое снижение давления в среде может привести к тому, что находящаяся в изделии влага окажется перегретой и произойдет бурное вскипание по всему объему изделия. Поэтому снижение давления и температуры производится по ступенчатому графику с промежуточными выдерживаниями для выравнивания давлений и температур по объему изделия. Для экономии пара график режима обработки изделий составляют для нескольких автоклавов так, чтобы подъем давления в одном совпадал со снижением в другом; в этом случае пар перепускают в другой автоклав до выравнивания давления в них. После открытия крышки или выгрузки изделий из автоклава изделия необходимо выдерживать в условиях цеха, так как внутри них еще достаточно высокая температура и процесс охлаждения бетона продолжается. Эффективность автоклавного способа обработки в значительной степени зависит от степени заполнения автоклавов изделиями, т. е. укладка изделий должна быть максимальной по всему объему. Длину автоклава выбирают в соответствии кратности его размеров размерам типовых обрабатываемых изделий.
1.2. Установки непрерывного действия. К таким установкам относятся наиболее часто встречающиеся щелевые горизонтальные, щелевые полигональные и вертикальные пропарочные камеры.
|
||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 520; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.016 с.) |

 [R2(1+
[R2(1+  )- rц 2] +
)- rц 2] + 
 ·[0,152(1+
·[0,152(1+  ]+
]+  ·
· 
 = 49,3°C
= 49,3°C · [0,152·(1 +
· [0,152·(1 +  ] +
] +  ×0,152×
×0,152×  = 66,7 °C
= 66,7 °C
 шт
шт м3/ч
м3/ч = Gc+GB1+Ga+Сф
= Gc+GB1+Ga+Сф
 =10627+782.11+333.9+13702=25445.01 кг/ч
=10627+782.11+333.9+13702=25445.01 кг/ч ,
,
 (
( -
-  )
) I
I  = QIc+ QIB1+ QIa+ QIф+ QIэ+ QIП
= QIc+ QIB1+ QIa+ QIф+ QIэ+ QIП =
=



 * (
* ( - toc)
- toc) * (
* ( кДж/ч
кДж/ч t0.6Sk
t0.6Sk 
 =3236,4кДж/ч
=3236,4кДж/ч n3*145,8*Кж*
n3*145,8*Кж*  t0,6*Sk*
t0,6*Sk* 
 = 4675,7 кДж/ч
= 4675,7 кДж/ч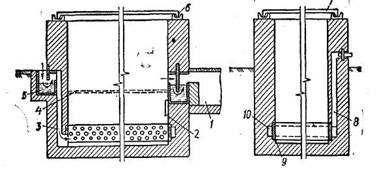
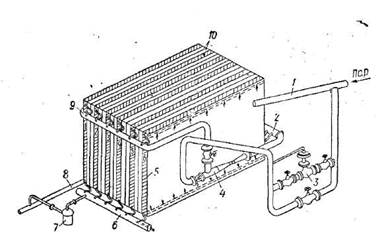 Рис. 2. Схема эжекторной системы пароснабжения кассеты: 1- магистральный паропровод; 2 -падающий коллектор; 3- узел регулирования; 4 -эжектор; 5 -тепловые отсеки; 6- коллектор сбора конденсата; 7 -конденсационный горшок; 8 -конденсатопровод; 9- отсасывающий коллектор; 10 -формовочные отсеки с разделительной стенкой
Рис. 2. Схема эжекторной системы пароснабжения кассеты: 1- магистральный паропровод; 2 -падающий коллектор; 3- узел регулирования; 4 -эжектор; 5 -тепловые отсеки; 6- коллектор сбора конденсата; 7 -конденсационный горшок; 8 -конденсатопровод; 9- отсасывающий коллектор; 10 -формовочные отсеки с разделительной стенкой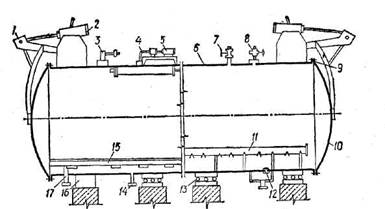 Рис.3.Схема автоклавной установки: 1-механизм подъема крышки; 2-гидроцилиндр; 3-предохранительный клапан; 4-маслопроводы; 5-электроприводы; 6-корпус; 7,8,17-перепускной, выпускной и впускной штуцера; 9-байонетный затвор; 10-крышка; 11-перфорированный паропровод; 12-штуцер удаления конденсата; 13,16-подвижная и неподвижная опоры; 14-продувочный штуцер; 15-рельсовый путь
Рис.3.Схема автоклавной установки: 1-механизм подъема крышки; 2-гидроцилиндр; 3-предохранительный клапан; 4-маслопроводы; 5-электроприводы; 6-корпус; 7,8,17-перепускной, выпускной и впускной штуцера; 9-байонетный затвор; 10-крышка; 11-перфорированный паропровод; 12-штуцер удаления конденсата; 13,16-подвижная и неподвижная опоры; 14-продувочный штуцер; 15-рельсовый путь


