Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Подсистема снабжения инструментами.Содержание книги
Поиск на нашем сайте
Значительные потери во времени использования ручного способа смены инструмента в инструментальных магазинах на обрабатывающих центрах, а также большая доля стоимости инструмента в затратах, заставляют искать возможность за счет управляемого от ЭВМ менеджмента инструментом -66- производить смену задания (наряда) параллельно машинному времени. Кроме того, следует повысить коэффициент использования инструмента и снизить общее наличие инструментов благодаря повышенной возможности их использования (рис. 6.3.3.1.) за счет наличияданных об их состоянии (остаточного ресурса стойкости, наличия поломок) и передачей информации ЭВМ. Все это позволяет иметь в готовности большое количество различных инструментов и своевременно использовать их там, где это необходимо.
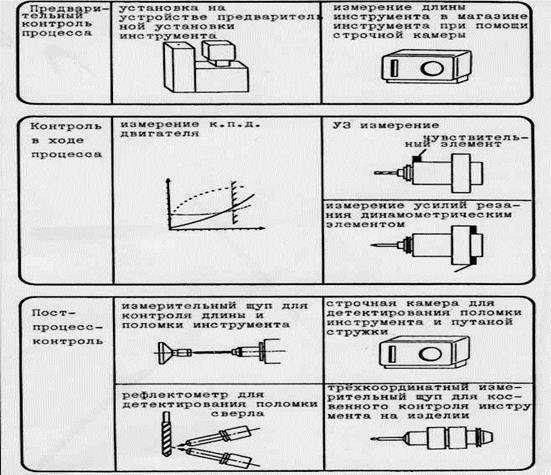
Рис. 6.3.3.1. Основы расчёта: Отдельный обрабатывающий центр, работа в две смены 240 дней 18 изделий; 220 инструментов, 28 приспособлений. 6.3.4.1. Интегрированный контроль за качеством инструментов. Системы контроля за инструментами имеют задачей обнаружить поломку инструмента и инструменты с дефектами до того, как будет произведен брак или на станке и приспособлении появятся следствия повреждений. При этом должны исключаться последующие обработки, например, нарезание резьбы метчиком после прерванной операции сверления. Для этого используемая система контроля за инструментом должна учитывать специфические требования гибкого производства и соответствующих технологий обработки. Универсальная система контроля, которую можно было бы применять для разнообразных обрабатывающих операций, пока не существует. Более того, необходимо предлагать приспособленные к отдельному случаю, дополняющие друг друга в своих функциях контрольные системы и стратегии. Наряду со сбором данных по времени выполнения операции инструментом в управлении -67- CNC для контроля стойкости используются системы, с помощью которых сенсорно прямо или косвенно учитывается состояние инструмента.
Рис. 6.3.4.1.1. Система интегрированного контроля за состоянием инструмента.
-68-
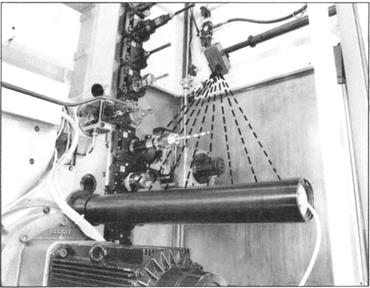
Рис. 6.3.4.1.2. Контроль состояния инструмента при помощи строчной камеры типа непосредственно после включения инструмента Применяемые в процессе обработки системы контролируют полезную мощность привода шпинделя, возникающие при обработке силы резания или используют метод анализа шума и вибраций. Измерение полезной мощности двигателя позволяет производить чувствительный контроль потребляемой мощности привода шпинделя изделия во время процесса обработки (рис. 6.3.4.1.1.). Контролируются относящиеся к шагам обработки предельные значения. Кроме того, применяются системы с динамометрическим и ультразвуковым сенсорами, которые контролируют не постоянные предельные величины, а типичный для поломки характер изменения сил или сигналы шумов, обеспечивая таким образом еще более надежный и всеобъемлющий контроль. Эти системы при достижении сигнала предельных значений изменяют режимы резания, например, уменьшают подачу или скорость резания. Если эти меры не нормализуют процесс обработки, они выдают сигнал на замену инструмента его дублирующим. Границы применения этих внутриоперационных систем контроля за инструментами приводят к необходимости применения также процесорных систем, как например, измерительных головок или работающих бесконтактно систем с фоторелейными датчиками в рабочей зоне обрабатывающего центра. Для этого после обработки очередной детали автоматически запускается рабочий цикл сенсора и только при идентификации инструмента продолжается дальнейшая обработка. В качестве альтернативы хорошо зарекомендовала себя как система постоянного контроля строчная камера (рис.. 6.3.4.1.2.). Она расположена в зоне инструментального магазина и защищена от СОЖ и стружки. Благодаря оптическому измерению длины перед каждой установкой -69- инструмента в шпиндель, инструменты контролируются на изменение длины, т.е. на поломку, путаную стружку и вытягивание из зажимного патрона. Этот процесс контроля производится во время смены инструмента и не приводит к простоям на обрабатывающем центре.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-08; просмотров: 286; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.63.107 (0.008 с.) |