Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор основного технологического оборудованияСодержание книги
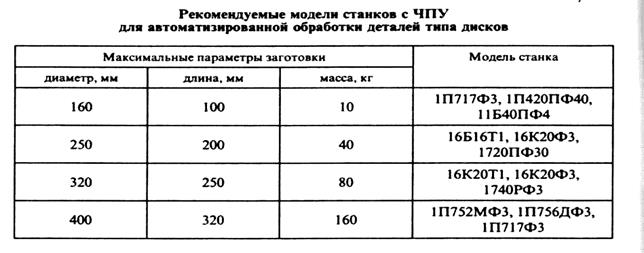
Поиск на нашем сайте Анализ многообразия деталей, подлежащих автоматизированной обработке, и известных автоматизированных участков (АУ) показывает, что можно выделить два основных типа производственных участков, отличающихся оборудованием, средствами автоматического транспортирования, структурно-компоновочными решениями: - автоматизированные участки для изготовления деталей типа тел вращения (валов, дисков, фланцев, шестерен). - автоматизированные участки для изготовления корпусных деталей. Технологический маршрут изготовления деталей типа тел вращения обычно состоит из предварительной или окончательной токарной обработки, сверлильно-фрезерных операций, термообработки и шлифования. Для автоматизированного изготовления таких деталей неприемлем способ закрепления их в приспособлениях-спутниках. Это связано с тем, что детали типа тел вращения при обработке закрепляются в патронах и получают вращение вокруг оси. Поэтому основной путь автоматизации процесса изготовления деталей типа тел вращения—использование станков с ЧПУ и -31- промышленных роботов. Заготовки располагают на призмах или пазах в накопителях без жесткого закрепления. Выбор токарных станков с ЧПУ производят в зависимости от габаритных размеров и массы заготовок с корректировкой на точностные возможности оборудования (табл. 8.3.1. и 8. 3.2.). Табл. 8.3.1.
Табл. 8.3.2.
-32- Табл. 8.3.3.
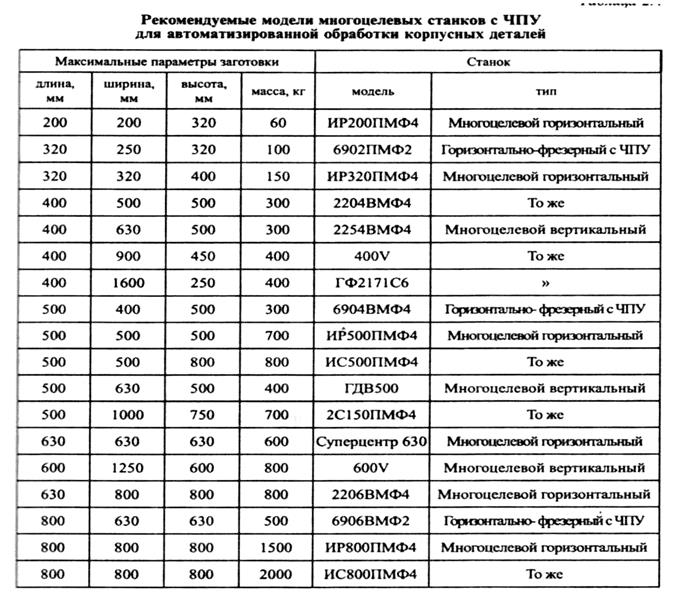
Фрезерные, сверлильные, протяжные, зубообрабатывающие, шлифовальные станки дополняют токарные и их выбирают в зависимости от технологических маршрутов изготовления группы деталей. Совместить токарную обработку с фрезерованием, сверлением, растачиванием деталей типа тел вращения позволяют токарные многоцелевые станки (табл. 8.3.3). Эти станки имеют в одной из позиций или в нескольких позициях привод вращения инструмента, например сверла, пальцевых или торцевых фрез, позволяющих на деталях типа тел вращения сверлить отверстия перпендикулярные их оси вращения, фрезеровать лыски. Одна важная особенность этих станков - они должны иметь функцию осевой ориентации шпинделя, позволяющую ориентировать шпиндель под заданным углом и удерживать его в этой позиции во время обработки.(Объяснить как это происходит и что для этого необходимо). Автоматизированные участки и цеха для обработки корпусных деталей состоящие из ГПЯ, ГПО, объединенные в связанные ГПС в основном состоят из многооперационных станков с ЧПУ типа «обрабатывающий центр», объединенных подсистемами автоматической транспортировки деталей с автоматизированным складом и снабжения инструментами. В автоматизированных участках также используют координатно-измерительные, моечные машины и другое дополнительное оборудование. Конструктивно-технологические характеристики корпусных деталей и рекомендуемые модели серийно изготовляемых многооперационных станков с ЧПУ производства стран СНГ (РБ, РФ) приведены в табл. 8.3.4. -33- Табл. 8.3.4.
При большой программе выпуска деталей в ГПС используют станки с ЧПУ со сменными многошпиндельными головками: мультицентры. Такие станки собирают из комплекта унифицированных узлов, включающего станину, силовой стол, привод главного движения, магазин сменных многошпиндельных головок. Многошпиндельные головки содержат несколько инструментов, которые за одну рабочую подачу одновременно производят обработку детали .(Подобнее остановимся ниже)
-34- Корпусные детали в основном закрепляются в одноместных или многоместных приспособлениях-спутниках и транспортируются с помощью рельсовых или индуктивных тележек между станками и автоматическим складом. Промышленные роботы для транспортирования корпусных деталей используют более редко, только в случаях, когда корпусные детали имеют небольшие габаритные размеры и развитые базы. Приспособления-спутники имеют форму прямоугольной плиты, на верхней части имеется сетка резьбовых отверстий или Т-образные пазы и базовое центральное отверстие для базирования и закрепления технологических приспособлений, на которых закрепляются обрабатываемые детали, а нижняя часть имеет специальные направляющие и отверстия для базирования и зажима на салазках станка и фиксации на накопителях транспортных систем. Таким образом, приспособления-спутники имеют функцию не только станочного стола, но и приспособлений для транспортирования и хранения деталей на промежуточных столах накопителях палет. В связи с отсутствием в учебной литературе конкретной подробной информации о том как решаются вопросы автоматизации производителями станков в таблицах упомянутых выше, рассмотрим более подробно требования, предъявляемые к ГПМ и вопросы их выбора на примерах построения ГПС фирмой ВЕРНЕР (ФРГ).
|
||
|
|
Последнее изменение этой страницы: 2016-04-08; просмотров: 510; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.33 (0.006 с.) |