
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Аналіз, вибір та обґрунтування методів обробки деталей та вузлів виробуСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Технологія виготовлення одягу, що використовується на швейних підприємствах, дуже різноманітна. Один і той самий вузол можна обробити, використовуючи різні варіанти технологічних рішень. Вони залежать від конструкції виробу, асортименту матеріалів, що застосовуються, і наявності відповідного обладнання. Для вибору раціональної технології доцільно використати метод порівняльного аналізу варіантів технологічної обробки складальних одиниць або вузлів виробів. Цей метод передбачає аналіз можливих варіантів технологічних рішень основних вузлів виробу, який представляють в описовій формі на основі складальних схем, що відображають використання різних видів за призначенням обладнання, ниткових та клейових способів з’єднання.[7] Найбільш ефективними вважається метод, який забезпечує високу якість обробки при мінімальних затратах часу. Економічна ефективність методів обробки характеризується двома показниками: 1. Скорочення затрат часу (СЗЧ), 2. Підвищення продуктивності праці (ППП). Показники економічної ефективності визначаються за формулами: СЗЧ= Т1-Т2 х 100% (1) Т1
ППП= Т1-Т2 х 100% (2) Т1 де Т1, Т2 – затрати часу на обробку вузла за першим і другим методами відповідно. В результаті економічної оцінки методів обробки вузлів найбільш ефективнішим вважається той метод, що дозволяє скоротити затрати часу на обробку та підвищити продуктивності праці без погіршення якості виробу. В проектованих моделях жіночого жакету, представлено такі варіанти обробки вузлів як: 1. Варіанти обробки з’єднання верхнього коміра з стійкою 2. Варіанти обробки прорізної кишені з клапаном з однією обшивкою 3. Варіанти обробки краю борту в чистий край
Варіанти обробки з’єднання верхнього коміра з стійкою а б в а – пришивання стійки на універсальній машині з розстрочуванням припусків б – з’єднання коміру з стійкою встик на спеціальній зигзагоподібній машині в – пришивання стійки на універсальній машині з застрочуванням припусків на стійку Строчки постійного призначення: 1, 1// - пришити стійку на універсальній машині 1/// - пришити стійку встик на спеціальній машині 2, 3 – розстрочити припуски шва пришивання стійки до коміра 2// - настрочити припуски шва на стійку Оскільки вибір швейного обладнання не передбачає використання спеціальної машини зигзагоподібної строчки для пришивання деталей встик, то для аналізу розглядати метод б ми не будемо. Для вибору найбільш раціонального методу обробки проведемо порівняльний аналіз двох методів та виберемо найбільш доцільний з них. Аналіз методів обробки представлено у вигляді таблиці 3.2.1. Таблиця 3.2.1. Порівняльна характеристика обробки з’єднання верхнього коміра з стійкою.
Розрахунок показників економічної ефективності: Т1 = 210с; Т2 = 170с. СЗЧ = ППП = Отже, як видно з розрахунків, найбільш ефективним методом обробки з’єднання верхнього коміра з стійкою є пришивання стійки на універсальній машині з застрочуванням припусків на стійку (рис. В). Його використання дозволить скоротити затрати часу на 19% та підвищити продуктивність праці на 23,5% порівняно з пришивання стійки на універсальній машині з розстрочуванням припусків.
Варіанти обробки прорізної кишені з клапаном з однією обшивкою
а б в А – прорізна кишеня з клапаном з однією обшивкою на напівавтоматі Б – прорізна кишеня з клапаном з однією обшивкою на універсальній машині В – прорізна кишеня з клапаном з однією обшивкою на універсальній машині Строчки постійного призначення: 1, 1/, 1// - обшити клапан 2/ , 2/ / - пришити клапан Виходячи з більшої кількості деталей у варіанті обробки кишені в, що дає нам економію матеріалів і зменшення потовщення, для аналізу розглядати метод в ми не будемо. Для вибору найбільш раціонального методу обробки проведемо порівняльний аналіз двох методів та виберемо найбільш доцільний з них. Аналіз методів обробки представлено у вигляді таблиці 3.2.2. Таблиця 3.2.2. Порівняльна характеристика обробки прорізної кишені з клапаном з однією обшивкою.
Розрахунок показників економічної ефективності: Т1 = 350с; Т2 = 219с. СЗЧ = ППП = Отже, як видно з розрахунків, найбільш ефективним методом обробки прорізної кишені з клапаном з однією обшивкою є обробка на напівавтоматі. Використання даної машини дозволить скоротити затрати часу на 37% та підвищити продуктивність праці на 59,8%. Також використання напівавтомата дає вищу якість виготовлення і довго тривалість в експлуатації, в порівнянні з виконанням на універсальній машині. Варіанти обробки з’єднання верхнього коміра з стійкою
а б г
а – закріплення шва обшивання пілочки за допомогою клейової павутинки б – закріплення шва обшивання пілочки за допомогою клейової сітки в – закріплення шва обшивання пілочки на універсальній машині г – закріплення шва обшивання пілочки на потайній машині Строчки постійного призначення: 1, 1/ - обшивання пілочки підбортом 2// - закріплення борту за допомогою клейової павутинки 2/// - закріплення борту за допомогою клейової сітки Оскільки вибір швейного обладнання не передбачає використання спеціальної машини потайного стібка, то для аналізу розглядати метод г ми не будемо. Для вибору найбільш раціонального методу обробки проведемо порівняльний аналіз двох методів та виберемо найбільш доцільний з них. Аналіз методів обробки представлено у вигляді таблиці 3.2.3. Таблиця 3.2.3. Порівняльна характеристика обробки краю борту в чистий край.
Розрахунок показників економічної ефективності: Т1 = 453 с; Т2 = 393с. СЗЧ = ППП = Отже, як видно з розрахунків, найбільш ефективним методом обробки краю борту в чистий край є закріплення шва обшивання пілочки за допомогою клейової павутинки (рис. а). Його використання дозволить скоротити затрати часу на 13,2% та підвищити продуктивність праці на 15,2% порівняно з закріплення шва обшивання пілочки за допомогою клейової сітки.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 2151; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |

 = 19%
= 19% = 23,5%
= 23,5%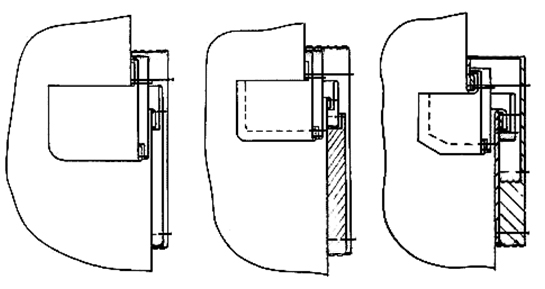
 = 37%
= 37% = 59,8%
= 59,8% = 13,2%
= 13,2% = 15,2%
= 15,2%


