Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Області застосування електрофізичних і електрохімічних методів обробки.Содержание книги
Поиск на нашем сайте
Електрохімічне травлення. Очищення металевих поверхонь від окалини, іржі і інших забруднень; видалення змінених шарів з поверхні металів і сплавів; підвищення якості ріжучих інструментів; клеймування і маркіровка. Електрополірування. Декоративна обробка поверхонь чорних і кольорових металів і сплавів; полірування, доведення і згладжування шорстких поверхонь; підвищення корозійної стійкості поверхні; поліпшення електричних і магнітних властивостей; видалення задирок; скруглення гострих кромок; підвищення стійкості ріжучих інструментів; зниження коефіцієнта тертя; підготовка під подальші металеві і неметалічні покриття. Електрохімічна розмірна обробка в проточному електроліті. Точна профілізація простих і складних формою виробів зі важкооброблюваних матеріалів (наприклад, лопаток газових турбін); виготовлення фасонних порожнин у важкооброблюваних матеріалах (наприклад, пресформ, матриць і штампів); зняття задирок; виготовлення профілю зубів; свеління отворів; виготовлення сіток; різання твердих матеріалів. Електроабразивна і електроалмазна обробка. Чистова анодно-механічна обробка. Чистове обробне і притиральне шліфування і доведення поверхонь металевих і металокерамічних деталей і виробів; остаточне заточування і доведення твердосплавного інструменту; полірування виробів із чорних і кольорових металів; точна розмірна обробка прецизійних виробів із важкооброблюваних матеріалів; нарізування різьб. Чорнова анодно-механічна обробка. Різання металевих заготовок і виробів будь-якого профілю з матеріалів будь-якої твердості і в'язкості; вирізка фасонних деталей із листового матеріалу; виготовлення фасонних порожнин і отворів; відрізання прибутків і літників; обдирання і чорнове шліфування; попереднє заточування ріжучого інструменту. Нагрів в електроліті. Будь-які операції термічної і термохімічної обробки (гартування, відпал, цементація); плавка, паяння, наплавлення, нагрів під обробку тиском, зміцнення поверхонь. Електроконтактна обробка. Різання металевих і металокерамічних заготовок виробів будь-якої твердості; обдирання виливок; чорнове шліфування твердосплавного інструменту і інших виробів; продовбування отворів і порожнин; інтенсифікація механічного різання; очищення металів від окалини і іржі; виготовлення металевого дробу і порошків. Електромеханічне згладжування. Підвищення чистоти поверхні; точіння чорних металів; відновлення зношених посадочних місць на зв'язаних парах деталей. Контактно-дугове наплавлення. Нанесення твердих, зносо- і корозійностійких шарів на поверхні виробів із чорних металів і сплавів; відновлення зношених деталей. Електроерозійна обробка (електроіскрова, електроімпульсна, низько- і високочастотна). Отримання порожнин і отворів в металах і сплавах будь-якої твердості; криволінійних і спіральних отворів; різання листового і профільного металу; нанесення зміцнюючих покриттів; заточування твердосплавного інструменту; шліфування твердих сплавів; клеймування, маркіровка, гравірування, розпис по металу; нарізування зовнішніх і внутрішніх різьб на твердосплавних виробах; виготовлення металевих порошків. Ультразвукова обробка матеріалів. Очищення поверхонь від різних забруднень; холодна зварка металів; розмірна обробка твердих сплавів і неметалічних матеріалів (прошивка порожнин і отворів; профілізація, вирізка, обточування). Інтенсифікація гальванічних, хімічних, фізико-хімічних, хіміко-термічних, металургійних, механічного різання, шліфування, обробки тиском, виготовлення емульсій н суспензій; дегазація розплавів; уловлювання пилових суспензій; полегшення паяння і лудіння активних металів; металізація неметалічних матеріалів, зварювання пластмас і неметалічних матеріалів, запобігання біологічному обростанню і утворенню накипу. Електронно-променева обробка матеріалів. Плавка, зварювання, випаровування, різка, прошивка будь-яких матеріалів, зокрема тугоплавких, надтвердих і т.п. Плазмова обробка матеріалів. Різка, плавка, зварка, нанесення покриттів, виготовлення фасонних виробів з металевих і неметалічних матеріалів будь-якої тугоплавкості і твердості; металізація неметалічних матеріалів; випробування при надвисоких температурах. Обробка світловим променем (за допомогою квантових оптичних генераторів). Прошивка отворів, різка, зварка, проведення металургійних процесів із металевими і неметалічними матеріалами будь-якої тугоплавкості і твердості. Електрогідравлічна обробка. Всі види обробки тиском дроблення і подрібнення твердих і крихких матеріалів; наклепування металевих поверхонь; очищення від міцних забруднень. Електромагнітне формоутворення. Обробка тиском листових матеріалів, зокрема крихких; формоутворення; холодна зварка деталей із пластичних матеріалів. Електрофоретичне покриття. Нанесення неметалічних покриттів (оксидів, смол, гуми, мінеральних порошків тощо) на поверхні металів і неметалів.
Рекомендована література до НЕ 1.1.: [1–С.3-9, 2–С.14-36, 3–С.9-37, 4–С.5-10, 5–С.5-10, 6–С.203-206.].
Питання для поточного самоконтролю та контролю знань по НЕ 1.1: 1. Які ви можете назвати особливості методів електротехнології. 2. Наведіть один з варіантів класифікації електрофізичних та електрохімічних методів обробки матеріалів. 3. Назвіть області застосування електрофізичних та електрохімічних методів обробки матеріалів.
Тестові завдання до НЕ 1.1. Тест 1. Якою основною відмінністю електрофізичних і електрохімічних методів обробки від механічної обробки різанням або тиском є: 1. Безпосереднє використання в ролі оброблювального інструменту електрохімічної та електрофізичної енергії або специфічних фізичних явищ, що створюються цими енергіями. 2. Безпосереднє використання в ролі оброблювального інструменту атомної енергії або специфічних фізичних явищ, що створюються цією енергією. 3. Безпосереднє використання в ролі оброблювального інструменту теплової енергії або специфічних фізичних явищ, що створюються цією енергією. 4. Безпосереднє використання в ролі оброблювального інструменту хімічної енергії або специфічних фізичних явищ, що створюються цією енергією. 5. Безпосереднє використання в ролі оброблювального інструменту електричної енергії або специфічних фізичних явищ, що створюються цією енергією.
Тест 2. Які з цих особливостей електротехнологій відрізняють їх від інших методів обробки матеріалів? 1. Практична незалежність швидкості, якості і продуктивності обробки від фізико-механічних властивостей оброблюваних матеріалів. 2. Значне скорочення витрат матеріалів. 3. Скорочення числа переходів при обробці виробів складних форм. 4. Можливість повної механізації і автоматизації. 5. Поліпшення умов праці.
Навчальний елемент 1.2. "Хімічне травлення". Лекція 2. Тема 2. "Хімічне травлення". 1. Типи розчинення. 2. Кінетика процесу. 3. Застосування. 4. Операції технологічного процесу. Типи розчинення. По характеру взаємодії з речовиною хімічне травлення являється реакцією розчинення. реакція розчинення в свою чергу розподіляється реакції трьох типів. 1. Молекулярне розчинення. В цьому випадку взаємодія між розчиненою речовиною і розчинником сильніша, ніж сили, що діють між молекулами в кристалі, і хоча оточення молекули в розчині відрізняється від її оточення в кристалі, сама молекула залишається незмінною. 2. Іонне розчинення. У розчині відбувається розділення іонного кристалу на катіони і аніони, які оточені сольватаційними оболонками (у водних розчинах утвореними полярними молекулами води), які забезпечують стійкість таких розчинів. Проте, як і в разі молекулярних розчинів, після видалення розчинника розчинена речовина може бути виділена в хімічно незміненому вигляді, хоча з нею також можуть статися морфологічні зміни. Очевидно, що ці два типи розчинення характеризуються відсутністю взаємодії розчиненої речовини з розчинником. 3. Реактивне розчинення. Процес розчинення супроводжується хімічною взаємодією між розчиненою речовиною і розчинником (з утворенням хімічної сполуки). При цьому в розчині існують продукти, хімічно відмінні від початкового стану системи. Видалення залишків розчинника не дозволяє отримати розчинену речовину в початковому вигляді ні хімічно, ні морфологічно. Прикладом такого типа розчинення може служити реакція приготування паяльної кислоти Zn(тв)+ 2НСl(р) → ZnCl2(pозч) + Н2(г)
Кінетика процесу. При взаємодії поверхні з будь-яким травником спостерігається певна послідовність реакцій. В основному процес травлення можна розділити на п’ять стадій. Реагент повинен: а) досягти поверхні; б) увійти з нею в контакт (тобто адсорбуватися); в) прореагувати хімічно. Продукти реакції повинні: г) десорбуватися; д) віддалитися від поверхні. Розглянемо детальніше кінетику реактивних процесів, які відбуваються після занурення матеріалу (металевої пластини) в розчин травника (без проходження електричного струму). 1. Перенесення молекул (або іонів) травильника з об'єму розчину до поверхні матеріалу (Рис. 1.).
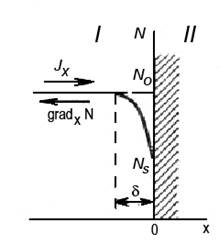
Рис. 1.Схема дифузії травника до поверхні пластини: І – розчин; II – матеріал.
У початковий момент після занурення пластини матеріалу в розчин поблизу її поверхні за рахунок інтенсивної реакції утворюється шар δ, збіднений молекулами травника, що приводить до виникнення градієнта концентрації травника gradx N і формуванню дифузійного потоку Jx цих молекул до поверхні матеріалу. Такий потік існує до встановлення рівноваги, час настання якої залежить від коефіцієнта дифузії компонентів травника в розчині, його в’язкості, температури і деяких інших чинників. Після закінчення цього часу концентрації молекул травника в об’ємі і біля поверхні металу вирівнюються: Ns = N 0. На цьому 1-а стадія процесу може вважатися завершеною.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 282; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.105.40 (0.008 с.) |