Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Чорнова і чистова анодно-механічна обробка
Чорнова обробка. При значному підвищенні густини струму або напруги анодно-механічне руйнування оброблюваного металу доповнюється ерозійною дією численних місцевих теплових ділянок, які виникають в точках контакту поверхонь катод-інструменту і деталі. Знімання металу помітно збільшується і відбувається в значній мірі, завдяки тепловій дії електричного струму. При анодно-механічній обробці виділення тепла відбувається в кожен момент часу тільки в декількох точках дотичних поверхонь, тоді як решта поверхні виробу ізольована від дії електричного струму. При звичайній для анодно-механічного різання середній щільності струму порядка 100 а/см2 щільність струму на мікроділянках активної поверхні може досягати більше 1000 а/см2. Завдяки цьому метал в окремих точках поверхні нагрівається до досить високої температури, виникають мікродуги, метал в цих точках плавиться, частково при цьому випаровуючись, і вибухом виноситься із зони обробки. В результаті поєднання ерозійної дії з електрохіміко- механічним руйнуванням продуктивність процесу збільшується, але чистота обробленої поверхні знижується, що і характерно для чорнової обробки. Її застосовують в основному для операцій, при яких не вимагається досягнення високої чистоти обробки поверхні: обдирне шліфування, заточування інструменту і т.п. Відповідно режими проведення цих операцій істотно відрізняються від режимів чистової анодно-механічної обробки. чистова обробка. Операції чистової анодно-механічної обробки умовно розділяються на дві групи. До першої віднесені операції, здійснювані за допомогою катода-інструменту, до другої – операції, що виконуються електронейтральним інструментом за наявності катодів-пластин і використанні спеціальної робочої рідини. Призначення чистової анодно-механічної обробки – забезпечити необхідну чистоту обробленої поверхні і задану точність розмірів з виправленням або збереженням макрогеометрії, отриманої на попередній операції. Процес анодно-механічного шліфування металевим диском на відміну від звичайного (абразивного) шліфування забезпечує отримання високої чистоти поверхні за одну операцію, оскільки перехід від попереднього до остаточного шліфування здійснюється в даному випадку шляхом зміни електричного режиму обробки.
Електроабразивна обробка Електроабразивна обробка є різновидом анодно-механічного методу, при якій функції інструменту і катода виконує електропровідний абразивний круг, зазор між кругом і оброблюваною деталлю підтримується виступаючими зернами абразиву (Рис. 6).
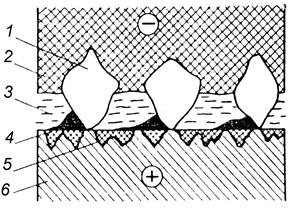
Рис.6. Схема процесу електроабразивної обробки.
Абразивні зерна 1 створюють зазор між електропровідною зв'язуючою компонентою круга 2 і оброблюваною деталлю 6. Зазор заповнюється електролітом 3, і в ньому відбувається процес анодного розчинення оброблюваної поверхні. Продукти розчинення 4 (анодна плівка) видаляються з поверхні виробу абразивними зернами круга, який обертається, одночасно подаючи свіжий електроліт в зазор. Частково ці продукти заповнюють западини 5. З часом вершини абразивних зерен зношуються і зазор між оброблюваною деталлю і електропровідною зв'язкою круга зменшується. Тонкий шар електроліту пробивається і виникає розряд, який приводить до вигорання зв'язки, що сприяє відновленню попередньої величини зазору. Принципова схема електроабразивної обробки показана на Рис. 7.
Рис. 7. Принципова схема електроабразивної обробки
Електропровідний абразивний круг 3 за допомогою ковзаючого контакту 2 сполучений з негативним полюсом джерела постійного струму 1. Оброблювана деталь 4 через реостат 6, що дозволяє регулювати силу струму в ланцюзі, з'єднується з позитивним полюсом. У зону обробки подається електроліт 5. Електроабразивний круг обертається із швидкістю 20 – 30 м/с, шпиндельна головка або оброблювана деталь здійснюють зворотно-поступальний рух. Напруга постійного струму регулюється потенціометром. Амперметр і вольтметр дозволяють контролювати електричні режими обробки. Електроабразивна обробка твердих сплавів забезпечує отримання чистоти поверхні до 11 – 12-го класу. Продуктивність обробки досягає 20 – 35мм3/см2 твердого сплаву за хвилину. Обробка твердих сплавів електропровідними абразивами проходить без нагрівання їх поверхні, завдяки чому забезпечується повна відсутність сітки мікротріщин. Електроабразивна обробка проводиться по різних технологічних варіантах, які відрізняються між собою характером використовуваного абразиву, способом його закріплення в диску, складом електроліту. Розрізняють обробку зв'язаним абразивом (абразивно-металевими кругами і т.п.) і вільним абразивом (суспензією абразивного порошку в електроліті).
|
|||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 417; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.23.130 (0.005 с.) |