
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Спеціальні види дугового зварюванняСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Автоматичне зварювання під шаром флюсу У такому виді зварювання дуга горить між електродним дротом і зварною деталлю під шаром дрібнозернистого флюсу, що ізолює дугу від зовнішнього простору (рис. 3.8). Отже, втрати тепла мінімальні; можна працювати за значно більших (500‒3000 А) струмів, ніж у процесі ручного зварювання, що суттєво підвищує продуктивність праці (40‒150 м/год шва); створює умови для одержання високоякісного однорідного шва без помітної дії кисню і азоту з повітря на зварну ванну. З в а р ю в ал ь н і а в т о м а т и з а б е з п е ч ую т ь м ех ан і з о в а не збудження і підтримування дугового розряду, подачу зварюваних матеріалів і переміщення дуги вздовж лінії зварювання.
а - у повздовжньому магнітному полі; б - у поперечному магнітному полі Рисунок 2.30 - Схеми індукційних установок неперервної дії
Індукційне загартування полягає у швидкому нагріванні поверхні виробу з подальшим швидким охолодженням на повітрі, у воді або оливі. За такого нагрівання можна в багато разів зменшити об'єм металу, що нагрівають (у порівнянні з глибинним нагрівом) і значно скоротити витрату електроенергії. Установки діелектричного нагрівання Діелектрики мають погану електричну провідність, тому втрати від струмів провідності в них дуже малі. Проте, якщо
1 - електродний дріт; 2 - ролики для підводу струму і подачі електродного дроту; 3 - зварювані вироби; 4 - закрита дуга; 5 - захисний флюс Рисунок 3.8 - Принцип автоматичного зварювання під Шаром флюсу Зварювальні автомати мають механізми пересування, коректування напряму і положення електрода, змотування електродного дроту, пристрої подачі і відсмоктування флюсу, апаратуру для подачі і зміни витрати газу. Вони здійснюють подачу дроту з постійною або регульованою швидкістю.
Uд с
рівномірне завантаження силової мережі змінного струму і краще використання трансформатора, що живить випрямляч. Д и н а мі ч ні в л а с т и в о с ті в и п р я м л яч і в (і з -з а з м е н ш е н о ї електромагнітної інерції) кращі ніж у генераторів постійного струму. Струм і напруга змінюються у процесі перехідних процесах практично миттєво. ККД випрямлячів теж трохи вищий ніж у зварювальних перетворювачів з генератором постійного струму. У порівнянні її зварювальними трансформаторами трифазні випрямлячі забезпечують більшу стабільність дуги, особливо на діелектрик помістити між механічними обкладинками і прикласти до них змінну напругу, то внаслідок процесів зміщення в ньому мають місце діелектричні втрати. Діелектричні втрати і втрати від малих струмів провідності викл икаю ть наг ріва ння діелек тр ика. Це явище і використовують, у промисловості для діелектричного нагрівання неметалічних матеріалів (рис. 2.31) Матеріал, який нагрівають 1, розміщують між металічними обкладинками 2 (утворюють робочий конденсатор) і вмикають в ємнісне відгалуження коливного контуру. Потужність, що виділяється у робочому конденсаторі з малих струмах, тому напруга неробочого стану їх може бути понижена. Найбільше поширення одержали схеми, які забезпечують мінімальну пульсацію випрямленого струму для ручного та автоматичного зварювання (ВСС, ВКС, ВД). плоскопаралельними електродами: 2 P = UI cosf = U 2pfC cosf, де С - ємність робочого конденсатора, Ф; f - частота високочастотного генератора, Гц.
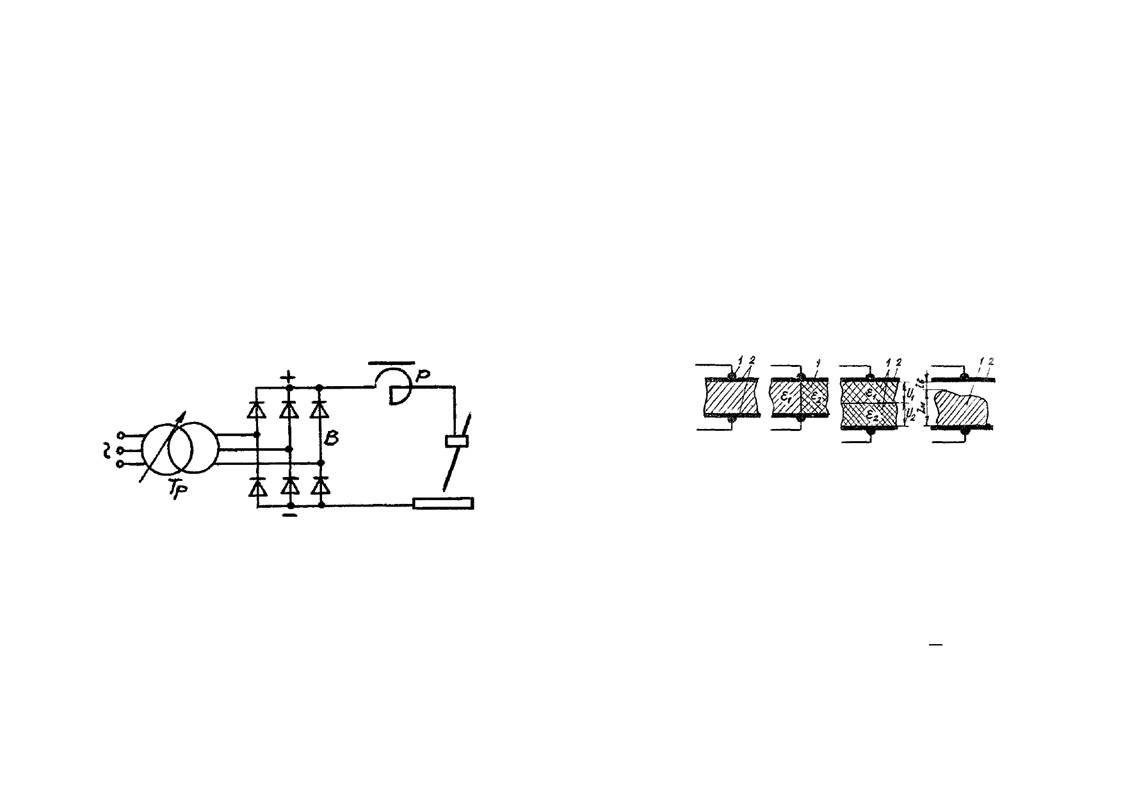
Рисунок 3.7 - Принципова схема випрямляча (одно постової зварювальної установки)
Випрямляч ВСС‒300 (рис. 3.7) є одно постовою зварювальною установкою - понижуючий трансформатор - Тр, блок селенових шайб - В, реактор - Р для підвищення стійкості горіння дуги та вентилятора. Трифазний понижуючий трансформатор виконаний зі збільшеним магнітним розсіюванням. Це забезпечує одержання сімейства спадаючих зовнішніх характеристик.
Рисунок 2.31 - Схеми розміщення матеріалу, що нагрівають
|
||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 468; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.254.25 (0.007 с.) |

 До переваг зварювальних випрямлячів слід віднести
До переваг зварювальних випрямлячів слід віднести


