
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологічне використання електрогідравлічної обробкиСодержание книги
Поиск на нашем сайте
Матеріалів Електрогідравлі чну обробку застосовують для штампування, витяжки, розвальцювання і подібних операцій
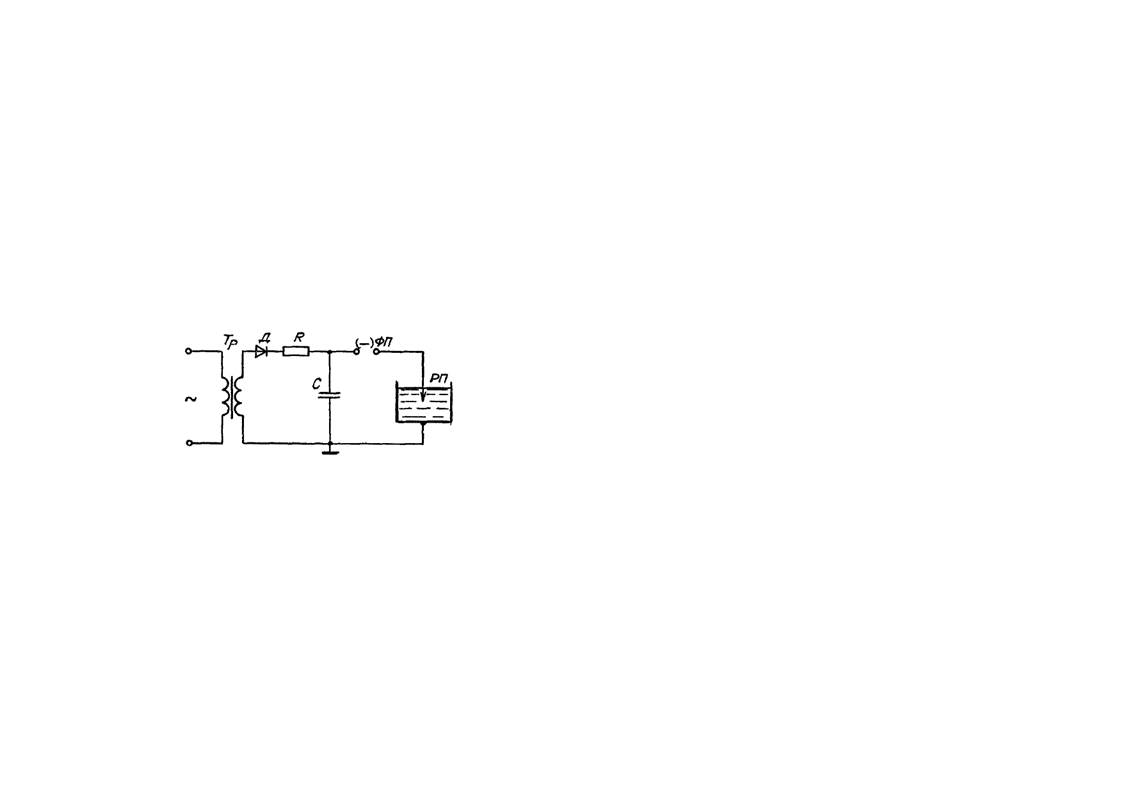
В о с н о в і е ле к т р ог і др а в л і ч н и х ус т а н о в ок л е ж и ть е лек т ро гі д ра влі ч н и й еф ек т, що в и ни ка є у п р о це сі високовольтного імпульсного розряду в рідині. Електрогідравлічний ефект - це виникнення високого тиску в результаті високовольтного електричного розряду між зануреними в непровідну рідину електродами. За рахунок енергії імпульсної ударної хвилі, яка поширюється навколо вигляді електромагнітних хвиль. Між нагрітими тілами, розміщеними у прозорих середовищах у межах видимості між ними, за рахунок теплових променів завжди проходить променевий теплообмін. Променевий тепловий потік абсолютно чорного тіла F пр, випромінюваний тілом у всіх напрямках, визначають на підставі закону Стефана-Больцмана: ê k (ñ í) S, Âò каналу розряду в робочому середовищі, виникає тиск до де c ч‒ випромінювана здатність абсолютно чорного тіла; 300 МН/м2. e =(0 ÷ 1) ‒ степінь чорноти тіла (для абсолютно білого тіла e Отже, електричний розряд у рідині - це новий спосіб =0, для абсолютно чорного ‒ 1); 0 перетворення електричної енергії в механічну, який здійснюють Q ‒абсолютна температура, К. без проміжних ланок і з високим ККД. Принципова електрична - Рівняння променевого теплового обміну між нагрівним схема електрогідравлічної обробки приведена на рис. 4.22. елементом та поверхнею тіла, яке нагрівають де P ‒ потужність печі, Вт; S тіла‒ площа поверхні нагрівного елемента (НЕ), м2; Q випр, Q тіла‒температура НЕ та тіла (виробу) в К0; e ви п рт а e ті л а‒ в і дп о в і д н о к ое ф і ц і є н т и т е п л о в о г о випромінювання НЕ та виробу (отримують за довідниками).
Матеріали, які використовують для виготовлення Електричних печей В процесі будівництві електропечей крім звичайних Рисунок 4.22 - Електрична схема електрогідравлічної Обробки
Елементами схеми є підвищувальний трансформатор ‒ Тр, конструктивних матеріалів використовують низку специфічних матеріалів, призначених для роботи у високих температурах. Це вогнетривкі і теплоізоляційні матеріали для теплової ізоляції тіл, що нагрівають, від навколишнього середовища та жаротривкі
випрямляч ‒ Д, нагромаджувач енергії ‒ С, формуючий матеріали, які використовують на виготовлення нагрівних проміжок ‒ ФП і розрядний проміжок ‒ РП. Іскровий високовольтний розряд у рідині характерний дуже ш в и д к и м пе р е т в о р е н ня м п р и д б а н о ї в н а г р о м а д ж у в а ні електричної енергії в теплову, світлову, механічну тощо. В процесі пробою практична не стикованість рідини призводить до появи такого явища, як електрогідравлічний удар, що ще більше підсилює дію електричного вибуху. В утворенні і розвитку іскрового каналу в рідині можна виділити такі стадії:
елементів конструкцій печей. Роль цих матеріалів для економії електроенергії суттєва. Втрати тепла через стіни електричної печі займають 15% - 25% від всіх теплових втрат і їх можливо значно знизит и за рах уно к використання во гнетривкої та високовогнетривкої теплоізоляції. Вогнетривкі матеріали
Вогнетривкими називають матеріали, які використовують для спорудження різних установок і печей, що працюють в умовах
Із-за специфічних умов роботи до вогнетривких матеріалів висувають певні вимоги: 1) Вогнетривкість - здатність без деформації і обплавлення протистояти дії високих температур. 2). Механічна міцність. Для високих температур міцність має особливо важливе значення, оскільки вогнетривкі матеріали у процесі роботи піддаються дії значних механічних напружень, що викликані високими температурами. 3). Термічна стійкість. Це здатність матеріалу без руйнування витримувати різкі коливання температури, які виникають у процесі вивантажування із печі нагрітих виробів та наступного завантажування холодних. Різкі коливання температури у печі можуть призвести до руйнування вогнетривкого матеріалу. 4). Хімічна нейтральність. Матеріали не повинні хімічно забруднювати деталі, які нагрівають та мур печі, щоб не спричиняти в них виникнення хімічної ерозії. 5). Мала електропровідність. Вогнетривкий матеріал у електричній печі інколи одночасно виконує функцію елект роі зол яці йн ого мате ріал у, оскіл ьки в ньо м у вмонтовують електронагрівальні елементи.
6). Мала електропровідність - забезпечує зменшення товщини стіни печі за умови однакових теплових втрат тепла через стіну. 7). Дешеві та доступі. Найповніше ці вимоги задовольняють вогнетривкі матеріали, які виготовляють на основі кремнезему SiO 2 (2000К0), глинозему Al 2O3 (2300К0), оксиду магнію MgO (2600К0). Вогнетривкі матеріали виготовляють у вигляді цеглин і фасонного каміння, дрібних готових деталей ‒ трубок, гачків, втулок, тощо, а також у вигляді порошку, вогнетривких бетонів, набивних мас і обмазок. Масовими вогнетривкими для електроплавильних печей є динас (2000К0), магнезит (2570К0), хромомагнезит, доломіт та шамот (2000К0). Для печей опору основним вогнетривким матеріалом є шамот, що представляє собою глибоко обпечену вогнетривку глину. Високотемпературні печі футерують з середини в Ультразвукові коливання від перетворювача передають до головки паяльника. Ці коливання спричиняють розтяг і стискання частинок рідкого припою, що викликає кавітаційні процеси з великими ударними імпульсами. Вони діють на рідкий припай і поверхню деталей, спричинюючи руйнування окисної плівки. В процесі ультразвукового луження знакозмінні пружні коливання частотою 16-22 кГц викликають різні періодичні розтягування і стискання частинок рідкого припою, що спричиняють кавітаційні процеси з великими ударним імпульсами. Останні діють на рідкий припай ї поверхню оброблюваних деталей, викликаючи руйнування окисної плівки.
1 ‒ магнітострикційний перетворювач; 2-‒ обмотка нагрівання; 3 ‒ ультразвуковий генератор; 4 ‒ окисна плівка; 5 ‒ розплавлений припай; 6 ‒ залишки, окислів; 7 ‒ змішаний шар припою з металом Рисунок 4.21 - Схема ультразвукової пайки
Установка для лудження - генератор потужністю до 1 кВт і ванна, в якій здійснюють процес лудження. Ультразвукове паяння і лудження алюмінію і його сплав і г дозволяє замінити дорогі сплави на основі міді легкими і техно логічними сплавами на основі алюмінію. Наша промисловість виробляє ультразвукові паяльники УП -21 і установка для лудження УЗУЛ-1М (P = 200 Вт; ƒ= 22 кГц) і УВЛ-4 (Р = 300 Вт; ƒ = 18 кГц).
1) м о ж л и ві с т ь з 'є д н а н н я н е м е т а л і ч н и х м а т е р і а л і в, наприклад, пластичні і спечені матеріали (пластмаси, кераміка), як між собою, так і з металами; 2) можливість зварювання найрізноманітніших металів і сплавів, у тому числі різнорідних; 3) відсутність нагрівання зварювальних деталей до температури плавлення, і можливість одержання з'єднання з високою механічною міцністю; 4) статичні зусилля значно менші, ніж для холодного зварюваня; деформації взірців дуже малі і складають всього 5- 10% замість 60-80 % для зварювання тиском; 5) відсутність електричних напруг між зварювальними деталями; 6) процес ультразв укового зварюван ня легко основному високоглиноземнистими матеріалами - мулітом, алундом, а також вугіллям і графітом. Для виплавки тугоплавких металів і сплавів застосовують високоякісні та відносно дорогі вогнетривкі матеріали ‒ діоксид цирконію ZrO 2 (температура плавлення 2800К0), оксид берилію BeO (2870К0), діоксид торію ThO 2 (ЗЗООК0), тощо. Нещодавно у світовій практиці розпочали застосовувати
штучні високотемпературні волокна у вигляді вати та різних гнучких виробів, що значно скорочує час і затрати праці на монтаж та футерування печей. Теплоізоляційні матеріали Вони повинні мати малу теплопровідність та достатню вогнетривкість. Теплоізоляційні матеріали - зазвичай, пухкі легкі маси, сильно пористі вироби або великозернисті порошки. Найпоширеніші матеріали: діатоміт, шлакові і мінеральні автоматизують. До недоліків можна віднести: ., вати. піноскло, зоноліт, а також комбіновані матеріали на основі азбесту. 1)неможливість зварювання деталей великої товщини (для деталей товщиною більш 2-2.5 мм); 2) на існуючому вітчизняному обладнанні можливе зварювання тільки простих конструкцій; Для ультразвукового зварювання найбільш поширенні у с т а н о в к и т и п у У З С М -1 д л я т о ч к о в о г о з в а р ю в а н н я тонколистового прокату, УЗСМ-2 для повного зварювання і ультразвуковий монтажно-зварювальний стіл типу И020.0010 для точкового зварювання деталей електровакуумних приладів. їх потужність від 0.4 кВт до 4 кВт, з частотою ƒ = 18-24 кГц. Ультразвукові методи широко використовують для паяння і лудження, а також металізації неметалічних матеріалів Діатоміт - осадова гірнича порода/ яка за хімічним складом - майже чистий кремнезем (SiO 2), використовують для спорудження стін електропечей у вигляді насипної теплової ізоляції. Шлакові та мінеральні вати одержують із пічних і доменних шлаків, а також різних пустих порід шляхом розплавлення їх у печах і подальшим розпиленням струменя розплаву стиснутим повітрям або парою. На основі шлакових і мінеральних ват, шляхом додавання до них глини й азбесту, отримують теплоізоляційні плити. Скл ов ату виг отовляють аналогі чно і з ві дході в (фарфору, радіокераміки, скла і теплостійких пластмас). Ультразвукове паяння основане на механічному руйнуванні і видаленні інтенсивними ультразвуковими коливаннями окисної плівки 1 (рис. 4.21). Установку для паяння утворюють із ультразвукового генератора 3 з потужністю 50-300 Вт (частота 18-25 кГц) і п а ял ь ни ка, н а я ко му р о з міщ е ні м аг ні то с тр ик ці йн ий перетворювач - 1 і обмотка для нагрівання - 2.
виробництва0 скла. Максимальна температура її застосування 700К0‒800К. Піноскло одержують додаванням у розплавлене скло газо утворюючих речовин. Вироби із піноскла мають велику механічну міцність. Робоча температура виробів 900К0‒1000К0. Зоноліт ‒ легка лускоподібна маса, яку одержують із
низькосортної слюди шляхом випалювання. Зоноліт має малу теплопровідність, витримує температуру до 1400К0і використовують у вигляді порошку для виготовлення формованих виробів.
температурою 900К0. У чистому вигляді використовують у вигляді засипки, а також у процесі виготовлення азбестового картону (шляхом пресування суміші азбесту з вогнетривкою глиною) і азбестового шнура (сплітанням азбестових і бавовняних ниток). Жаротривкі матеріали Жаротривкість ‒ властивість матеріалу зберігати високу механічну міцність та стійкість до хімічних реакцій у високих температурах. Із цих матеріалів виготовляють подові плити, тиглі, кріплення стін і склепіння, захисні пристрої, екрани, муфелі, завантажувальні пристрої, кріплення нагрівників, деталі пристроїв транспортування (рольганги, конвеєри), що використовують для переміщення у печах виробів з метою їх нагрівання. Переваги ультразвукового зварювання: 1) м о ж л и ві с т ь з 'є д н а н н я н е м е т а л і ч н и х м а т е р і а л і в, наприклад, пластичні і спечені матеріали (пластмаси, кераміка), як між собою, так і з металами; 2) можливість зварювання найрізноманітніших металів і сплавів, у тому числі різнорідних; 3) відсутність нагрівання зварювальних деталей до температури плавлення, і можливість одержання з'єднання з високою механічною міцністю; 4) статичні зусилля значно менші, ніж для холодного зварюваня; деформації взірців дуже малі і складають всього 5- 10% замість 60-80 % для зварювання тиском; 5) відсутність електричних напруг між зварювальними деталями; 6) процес ультразв укового зварюван ня легко Найбільш розповсюдженими жаротривкими матеріалами для будування електричних печей є хромонікелеві сталі, які мають автоматизують. До недоліків можна віднести: ., високу жаростійкість, достатню механічну міцність, їх легко обробляти, зварювати автогеном або електрозварюванням. Хромонікелеві сталі з вмістом хрому до 18% та нікелю до 80% застосовують для виготовлення: електропечей з робочого 1)неможливість зварювання деталей великої товщини (для деталей товщиною більш 2-2.5 мм); 2) на існуючому вітчизняному обладнанні можливе зварювання тільки простих конструкцій; температурою до 10000К. Збільшення вмісту нікелю до 20%0 - 25% уможливлює розширення температурного діапазону до 1399 К Жаротривкі сталі вельми дорогі, їх застосування не завжди економічно вигідне. Можливими замінниками жаротривких сталей є спеціальні сорти хромистих і хромонікелевих чавунів з робочою температурою до 13090К. Для високотемпературних електричних печей в якості жаростійких матеріалів застосовують молібден, вольфрам, високовогнетривку кераміку, карбіди та бориди деяких матеріалів.
|
||||||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 307; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.157.7 (0.012 с.) |

 4.4 Електрогідравлічні установки
4.4 Електрогідравлічні установки високотемпературного нагрівання (понад 1200К0).
високотемпературного нагрівання (понад 1200К0). Переваги ультразвукового зварювання:
Переваги ультразвукового зварювання:


