Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Установка для дугоконтактного зварювання УДССодержание книги
Поиск на нашем сайте
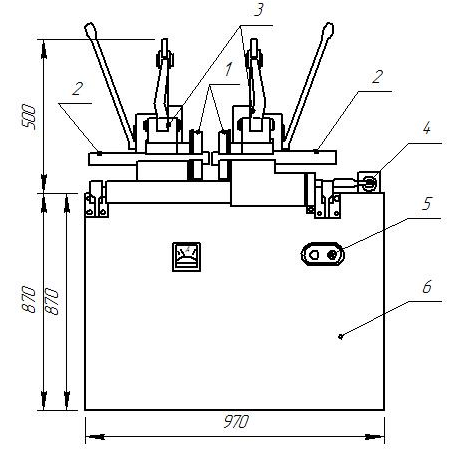
Установка для дугоконтактного зварювання УДС (рисунок 7.3) призначена для зваррювання трубних виробів методом оплавлення їх торців дугою, яка обертається магнітним полем з наступною усадкою. Установка може працювати в налагоджуваному або напівавтоматичному режимі. Установка складається зі станини, на якій змонтовані один рухомий і один нерухомий затискні механізми, а також механізм осадки з пневматичним циліндром. Електрообладнання і пневматичне обладнання для керування процесом зварювання змонтовані в середині станини. Установка комплектується зварювальним випрямлячем ВС-300, баластним реостатом. Затискні механізм. Рухомий та нерухомий затискні механізми мають однакову конструкцію приводу затискання губок, в основі якого закладено кулачково-важільний механізм. Зварювані деталі встановлюють в затискні губки і затискають за допомогою спеціальних важелів. Налаштування механізму затискання проводиться з допомогою спеціальних гвинтів. При зміні діаметра зварюваних деталей необхідно в затискних губках замінити комплекти сухариків. На кінцях затискних губок в корпусі закріплені напівкруглі магніти за допомогою яких дуга, збуджується між торцями зварюваних деталей та отримує обертальний рух. Нерухомі затискні механізми є електрично ізольовані відносно станини через скловолокнисту прокладку. Рухомий затискний механізм встановлений на направляючих, по яких може переміщатися під дією механізму осадки.
1 – магніти; 2 – зварювані труби; 3 – ексцентрикові затискачі; 4 – пневматична система стискання; 5 – кнопки керування; 6 – шафа керування Рисунок 7.3 – Установка для дугоконтактного зварювання
Механізм осадки Механізм усадки складається із пневматичного циліндра та двох важелів, один із яких опирається на станину, а інший в рухомий затискний механізм. При подачі повітря в поршневу порожнину пневматичного циліндра важелі складаються і рухомий механізм відходить від нерухомого затискного механізму. При подачі повітря в штокову порожнину пневматичного циліндра важелі вирівнюються і проходить осадка. Керування процесами стискання та відводу затискача виконується за допомогою пневматичної системи установки. Налаштування зусилля усадки виконується за допомогою стяжки зміни кута вирівнювання важелів. Чим менший кут тим більше зусилля усадки. Мінімально допустимий кут α=5º. Принципова схема керування процесом осадки приведена на рисунку 7.4.
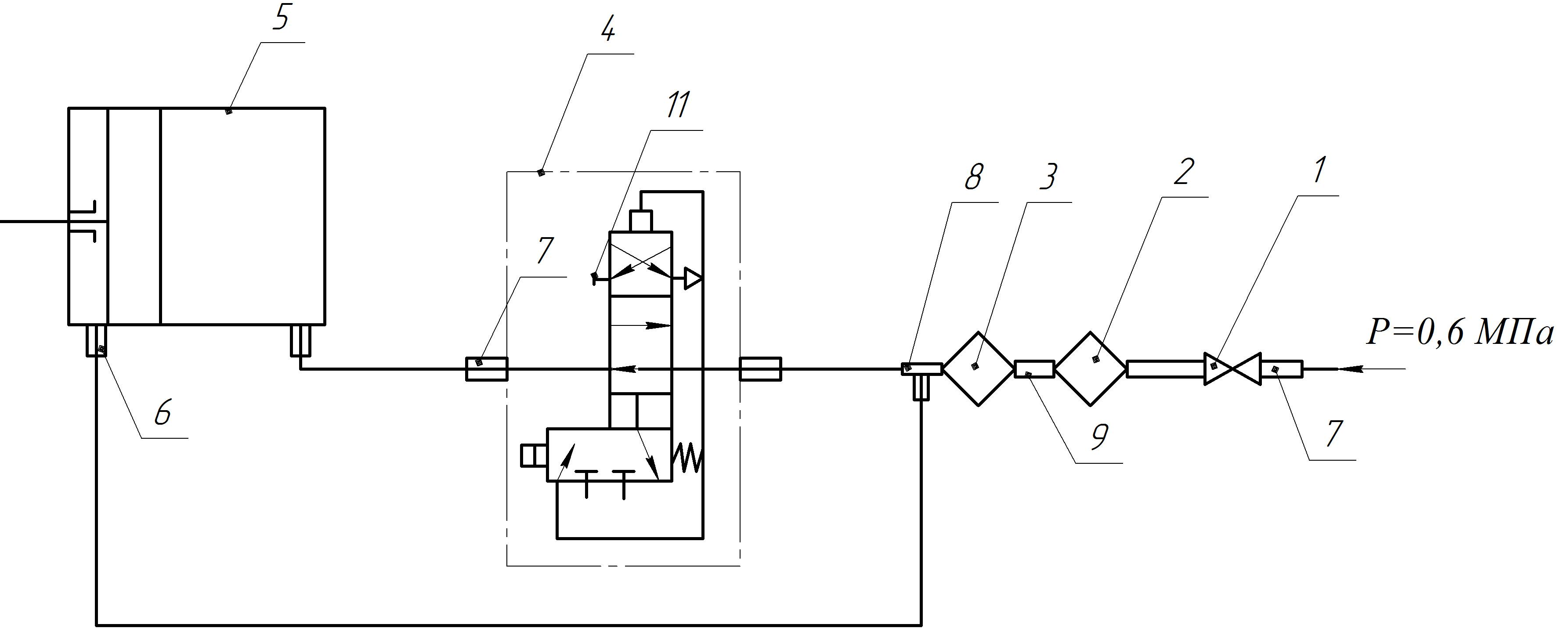
Рисунок 7.4 – Пневматична схема установки При відкритті вентиля 1 повітря проходить через фільтр-вологовідділювач 2, та маслорозпилювач 3 і подається напряму в штокову частину пневматичного циліндра та через пневматичний клапан 4 в поршневу порожнину пневматичного циліндра 5, внаслідок чого поршень знаходиться в початковому положенні. При переміщенні золотника пневматичного клапана 4 проходить з'єднання поршневої порожнини пневматичного циліндра з атмосферою, внаслідок чого поршень різко переміщається вправо, проводячи, через систему важелів, осадку зварюваних заготовок. При поверненні золотника пневматичного клапана механізм повертається в початкове положення. Електрична схема установки Принципова схема управління процесом зварювання дугою, яка обертається магнітним полем, показана на рисунку 7.5
Рисунок 7.5 – Електрична схема установки УДС При натисканні кнопки пуск КП запускається котушка магнітного пускача, який своїми нормально відкритими клапанами ПП включає випрямляч ВС -300 і самоблокується. Одночасно запускається реле часу РВ 1 і запускається осцилятор ОСЦ, який збуджує зварювальну дугу між зварюваними деталями. Після витримки заданого часу підігріву кромок зварюваних виробів РВ 1 виключає ОСЦ і включає котушку контактора К, внаслідок чого блокується баластний реостат В і одночасно запускається реле РВ 2. Після витримки заданого часу оплавлення кромок зварювальних виробів РВ 2 з своїми контактами запускає електромагніт пневматичного клапана Э, який включає механізм осадки установки і включає реле РП, яке своїм контактом РП утримує деякий час клапан Э в положенні осадки. В процесі осадкжування різко зростають струми в зварювальному колі, внаслідок чого спрацьовує струмове реле РТ, яке розмикає свої нормально закриті контакти, знеструмлюючи тим самим ПМ, РВ, І, РВ 2, РП, К. Після витримки часу осадкжування розмикається контакт РП і схема повертається в початкове положення.
Схема керування і осцилятор захищені плавким запобіжником ПР, а силова схема захищена автоматичним вимикачем ВА і тепловим реле РТ пускача ПТ. Після витримки часу осадки розмикається контакт РП. Аварійне відключення схеми виконується кнопкою КС. Налаштування сили зварювального струму виконується за допомогою баластного реостата Б. Для налагоджуваного управління механізмом осадки передбачена кнопка КО. Порядок виконання роботи 1) отримати у викладача взірці труб та підготувати їх до зварювання; 2) користуючись штангенциркулем виміряти діаметр та товщину стінки труб, а результати занести в таблицю 7.2; 3) з таблиці 7.1 вибрати параметри режиму зварювання для даного діаметру труб та товщини стінки, та занести їх в таблицю 7.2; 4) налаштувати вибрані параметри режиму зварювання на зварювальній установці; 5) провести зварювання труб; 6) за зовнішнім оглядом зварного з’єднання (величиною та формою грату) оцінити його якість; 7) змінюючи параметри режиму зварювання (зварювальний струм та час розігріву) вибрати оптимальний режим зварювання, а дані занести в таблицю 7.2.
Таблиця 7.2 – Параметри режиму зварювання
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 241; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.72.33 (0.009 с.) |