Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основні теоретичні положення. Опис устаткуванняСодержание книги
Поиск на нашем сайте
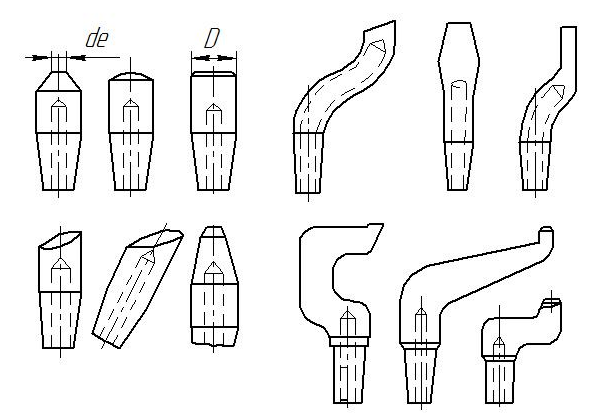
Для контактного зварювання використовують велику кількість різноманітних машин і установок, які класифікуються за наступними ознаками. За призначенням – універсальні та спеціальні машини. За характером встановлення – стаціонарні та пересувні. За родом зварювального струму – машини змінного струму(однофазні), низькочастотні (трьохфазні), конденсаторні (однофазні та трьохфазні) та постійного струму (трьохфазні). За кількістю одночасно виконуваних зварних точок та швів – одноточкові та багатоточкові (багатоелектродні). За переміщенням рухомого електроду – машини з прямолінійним ходом (пресові) і з ходом по дузі (радіальні). За напрямком осі шва при шовному зварюванні – машини для поперечного або повздовжнього зварювання. Для контактного зварювання найбільше застосування мають точкові машини (більше 70 % всього обладнання). Серед них широко поширеними є машини радіального та пресового типу на номінальні струми до 16 кА з вильотом до 500 мм. Машини контактного зварювання складаються із двох основних взаємозв’язаних частин – механічної та електричної. Механічна частина – це комплекс конструктивних елементів, що створюють жорсткість і міцність машини, та сприймають зусилля (корпус або станина, плитти, кронштейни, домкрат, упори, консолі, електродотримачі, електроди), і механізмів, призначених для закріплення, стиску і переміщення зварюваних деталей. Деякі конструктивні елементи та вузли механізмів проводять електричний струм. Електрична частина складається із джерела живлення, що перетворює енергію мережі промислової частоти для отримання зварювального струму (зварювального трансформатора, випрямлячів та ін.), та вторинного (зварювального) контуру для безпосередньої передачі струму деталям (гнучких та жорстких струмопідвідних шин, консолей, електродотримачів, електродів, роликів). Управління та регулювання основних механічних (зусилля стиску деталей, швидкість обертання роликів, переміщення деталей і т. д.) та електричних (зварювальний струм, вторинна напруга, потужність) параметрів машини здійснюється апаратурою управління через відповідні блоки. Всі машини мають пневматичний поршневий привід зусилля; шток приводу переміщується в направляючих з тертям ковзання. Середня продуктивність машин при робочому ході 10 мм складає 120 – 150 зварювань за хвилину. Але продуктивність машини залежить не тільки від швидкодії приводу та робочого ходу, а також від режиму зварювання що використовується (часу інтервалів циклу). Інтервал циклу визначається маркою та товщиною зварюваних матеріалів. Для точкового зварювання із більш високою продуктивністю (300-600 точок/хв.) використовують машини пресового типу. На відміну від машин звичайного виконання в них використовується спеціальний пневматичний привід зусилля, в якому робочий хід здійснюється за допомогою діафрагми, а додатковий поршнем. Основним робочим органом точкової машини є електроди, які здійснюють безпосередній контакт машини із зварюваними деталями (рисунок1.1).
а) прямі; б) фігурні Рисунок 1.1 - Електроди для точкового зварювання
Електроди стискають деталі, підводять струм, відводять теплоту що виділяється в деталях, та переміщують деталі (при шовному зварюванні). Форма і розміри робочої поверхні, що контактує з деталями, та конструкція електродів значно впливають на якість з’єднань та продуктивність зварювання. При зварюванні електроди нагріваються до високих температур за рахунок теплоти що виділяється в них при протіканні струму, та передачі теплоти від зварюваних деталей. В зв’язку з цим електроди потрібно виготовляти із жаростійкого металу з високою електропровідністю. Для виготовлення електродів використовують спеціальні мідні сплави. В залежності від конструкції електроди для точкового зварювання поділяють на прямі та фігурні. Найбільш поширеними є прямі електроди, які використовують при зварюванні деталей, що мають вільний доступ електродів. Фігурні електроди складні у виготовлені, менш зручні в експлуатації та зазвичай мають понижену стійкість. Тому такі електроди доцільно використовувати тільки тоді коли зварювання без них неможливе. Посадочні частини електродів повинні забезпечувати надійне передавання зварювального струму та зусилля від електродотримачів. У електродів частіше за все ці функції виконує конусна посадочна частина, але і можливі інші види з’єднань з електродотримачем (по різі, по циліндричній поверхні).
Машина контактного точкового зварювання МТР-2401 Машина контактного точкового зварювання МТР-2401 УХЛ4 (рисунок 1.2), призначена для електричного контактного точкового зварювання деталей із листової низьковуглецевої сталі при повторно-короткочсаному режимі.
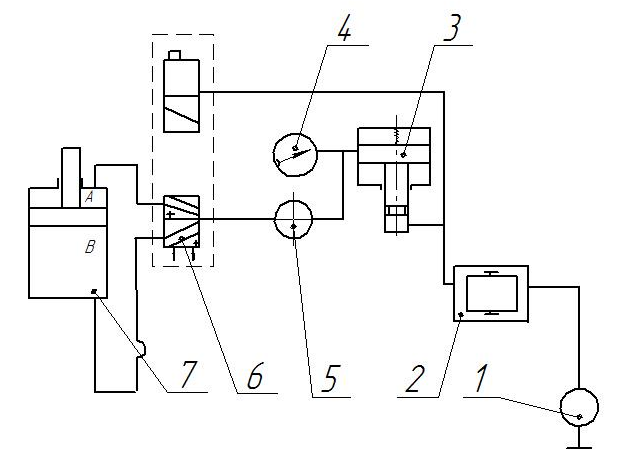
1- монтажна плита; 2- корпус машини; 3- кронштейн; 4- пневматичний циліндр; 5- важіль; 6- знімний кожух; 7- ліві дверцята; 8- праві дверцята; 9- пневматичний пристрій; 10- секція розприділювачів; 11- зварювальний трансформатор;12- регулятор контактного зварювання Рисунок 1.2 – Машина контактного точкового зварювання МТР-2401 Механічна частина До механічної частини машин відноситься корпус який складається із стійки яка є основною силовою частиною та знімний кожух. До стійки також кріпиться кронштейн з нижньою електродною частиною, елементи системи охолодження та електричний пристрій. Верхній важіль встановлюється на півосі, через втулки які слугують підшипниками ковзання. Стискання при зварюванні здійснюється електродом з’єднаним через важіль зі штоком пневматичного циліндра. Пневматична система складається із пневматичного циліндра 7, (рисунок 1.3), вхідного вентиля 1, вологовідділювача 2, регулятора тиску 3, масло розпилювача 5, манометра 4, електропневматичного клапана 6, пневматичного циліндра 7.
Рисунок 1.3 - Пневматична схема
Повітря із мережі через вхідний ніпель, вентиль та вологовідділювач поступає на вхід регулятора тиску. Якщо клапан без струму, повітря попадає в порожнину А циліндра, поршень рухається вниз а важіль піднімається, при подаванні напруги на котушку клапана повітря попадає в порожнину В циліндра, поршень піднімається вверх, верхній електрод опускається та стискає зварювані деталі.
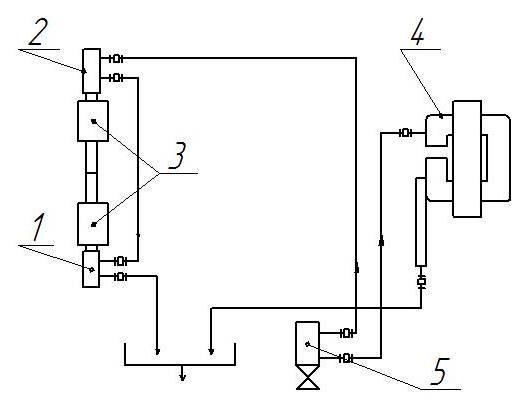
Система охолодження Вторинний виток зварювального трансформатора (рисунок 1.4), верхній та нижній електродотримачі охолоджуються протічною водою.
1 та 2 – електродотримачі; 3 – струмопідводи; 4 - трансформатор; 5 - вентиль Рисунок 1.4 – Система охолодження Всередині корпусу машини встановлений вентиль, через який по двох гілках вода поступає до вузлів та деталей машини, які потрібно охолодити. Через ніпель та вентиль машина приєднується до водопровідної мережі. Відпрацьована вода збирається в зливну коробку. Електрична частина Електрична частина складається із зварювального трансформатора з двома пакетними перемикачами ПКП, регулятора контактного зварювання РКС-502 та контактора ттиристорного. Зварювальний трансформатор – однофазний броньового типу, залитий епоксидним компаундом. Вторинна напруга трансформатора регулюється зміною положення рукояток перемикачів ПКП. В нижній частині корпусу машини встановлений контактор тиристорний для включення та регулювання струму первинної обмотки зварювального трансформатора. Послідовність та тривалість операцій циклу зварювання забезпечується електронним регулятором РКС-502.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 247; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.104.36 (0.01 с.) |