
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Регулятор контактного зварювання РКС-502Содержание книги
Поиск на нашем сайте Регулятор контактного зварювання РКС-502 призначений для комплектування контактних електрозварювальних машин та забезпечення наступних параметрів: - керування послідовністю дій однофазних машин точкового контактного зварювання, які мають тиристорний контактор та клапан постійного ходу; - регулювання тривалості позицій зварювального циклу з цифровим відрахуванням; - керування тиристорним контактором та регулювання величини зварювального струму; - автоматичне настроювання на коефіцієнт потужності із зміною полярності включення першої півхвилі зварювального струму; - стабілізацію діючого значення зварювального струму при коливаннях напруги мережі живлення. Конструктивно регулятор розділений на функціональні блоки: а) блок живлення; б) блок циклу, призначений для задавання необхідної циклограми роботи контактної машини; в) блок відрахунку, призначений для перетворення двійково-десятинного коду та його погодження з з заданими значеннями тривалості позицій премикача; г) блока регулювання струму, який признпчений для керування фазою вмикання тиристорного контактора; д) блока підсилювачів, приначеного для підсилення імпульсів керування тиристорним контактором, а також для вмикання клапана. Керування регулятором здійснюється шляхом замикання та розмикання контактів педалів зварювальної машини.
Порядок виконання роботи 1) ознайомитись з правилами безпеки праці при роботі на контактних машинах; 2) користуючись інструкціями описами детально вивчити будову всіх вузлів та систем контактної точкової машини МТ-2401; 3) ознайомитись з будовою та принципом роботи регулятора контактного зварювання РКС-502; 4) приєднати контактну машину до пневматичної та водопровідної мережі, налаштувати тиск повітря та води; 5) налаштувати машину на заданий режим зварювання та провести зварювання заданих деталей.
Обробка результатів, їх аналіз і висновки 1) описати технічні характеристики точкової машини; 2) нарисувати ескіз вторинного (зварювального) контуру точкової машини; 3) описати будову пневматичної системи контактної машини; 4) описати технічні характеристики регулятора контактного зварювання. 1.6 Контрольні запитання 1) Як класифікують машини контактного зварювання? 2) З яких основних вузлів та систем складаються контактні машини? 3) Які є типи електродів для точкових машин? 4) Для чого призначений вторинний контур контактної машини? 5) З яких елементів складається вторинний контур? 6) Що входить в електричну систему точкової машини? 7) Призначення та будова пневматичної системи? 8) Призначення системи охолодження? 9) Для чого призначений регулятор контактного зварювання? 10) Який порядок налаштування точкової машини?
Лабораторна робота № 2 ДОСЛІДЖЕННЯ ВПЛИВУ ПАРАМЕТРІВ РЕЖИМУ ТОЧКОВОГО ЗВАРЮВАННЯ НА ЯКІСТЬ ЗВАРНОГО З’ЄДНАННЯ Мета роботи 1) навчитись визначати параметри режиму точкового зварювання; 2) дослідити вплив окремих параметрів режиму зварювання на геометричні розміри литого ядра та якість (міцність) з’єднань; 3) освоїти техніку точкового зварювання.
Програма роботи
Лабораторна робота розрахована на 2 години аудиторних занять, під час яких визначаються параметри режиму точкового зварювання для заданих деталей, та проводиться дослідження впливу окремих параметрів на якість зварної точки.
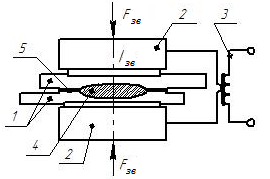
Основні теоретичні положення. Опис устаткування Точкове зварювання – спосіб контактного зварювання, при якому деталі зварюються по обмежених окремих ділянках дотику (по ряду точок). При точковому зварюванні (рисунок 2.1) деталі 1 збирають внапустку, стискають зусиллям стиску електродами 2, до яких приєднане джерело 3 електричної енергії (зварювальний трансформатор). Деталі нагріваються при короткочасному проходженні зварювального струму до утворення зони 4 взаємного розплавлення деталей, що називається ядром. Нагрів зони зварювання супроводжується пластичною деформацією металу в зоні контакту деталей (навколо ядра), де утворюється ущільнюючий поясок 5, який надійно захищає рідкий метал від виплеску та від навколишнього повітря. Після вимкнення струму розплавлений метал ядра швидко кристалізується, та утворюються металеві зв’язки між з’єднуваними деталями.
Рисунок 2.1 - Схема точкового зварювання
Основними параметрами режиму точкового зварювання є: сила зварювального струму – Ізв, час зварювання – tзв, зусиля стиску зварювання - F, а також допоміжні, зусилля проковки – Fк, та час проковки – tк, діаметр ядра зварної точки – dт. Силу зварювального струму та зусилля стиску при точковому зварюванні інколи програмують. Співпадання програми Ізв та F називається циклами зварювання. Найбільш раціональна циклограма зміни зусилля стиску та струму показана на рисунку 2.2. Циклограма має три частини – приблизні межі стадій формування з’єднання. На І стадії попереднє обтискання Fоб служить для усунення зазорів між деталями, отримання потрібних значень rее в холодному стані, попередження зовнішніх та внутрішніх виплесків. Монотонне зростання Fзв на ІІ стадії дозволяє підтримувати постійний тиск між деталями, не дивлячись на ріст площі контактів і діаметру рідкого ядра. На ІІІ стадії можна виділити дві ділянки а і б: на невеликій першій ділянці Fзв є постійним (зазвичай протягом 0,02…0,1с) для деякого охолодження зовнішніх шарів деталей та попередження глибоких вм’ятин при проковці; на другій ділянці прикладають та підтримують тривали зусилля проковки Fк для зниження напружень розтягу, зменшення короблення вузлів, попередження гарячих тріщин та усадочних раковин.
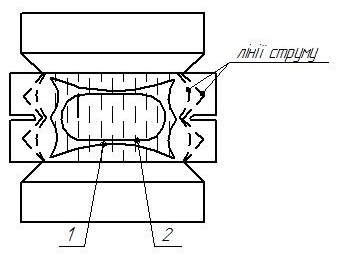
Рисунок 2.2 - Раціональна циклограма точкового зварювання Циклограма струму має також три частини у відповідності із стадіями процесу: струм підігріву І’під, зростаючий струм зварювання Ізв та спадаючий струм підігріву Іпід, для сповільненого охолодження. Швидкість наростання та спаду струмів, а також їх тривалості повинні бути визначеними, так як вони обумовлюють швидкість нагріву та охолодження металу. Але на практиці циклограми часто спрощують. Зокрема доволі часто здійснювати плавну зміну зусилля стиску, тому його змінюють ступінчасто. Параметри режиму зварювання встановлюються в залежності від товщини, матеріалу, та стану поверхні деталей. Режими можна умовно розділити на так звані „жорсткі” та „м’які”. Жорсткий режим – характеризується короткочасним потужним імпульсом струму, малим часом, високими швидкостями нагріву та охолодження. При цьому зазвичай збільшується схильність до утворення виплеску, і для його попередження підвищують зварювальне зусилля. М’який режим характеризується значним часом протікання струму, відносно малої сили. При цьому проходить значний теплообмін між електродами та деталями та всередині самих деталей. Швидкість нагріву та охолодження, а також величина зусилля стиску будуть менші ніж на жорстких режимах. При зварюванні на м’яких режимах з більшим часом протікання зварювального струму, його густина буде більш рівномірною та ядро набуває форму еліпса (рисунок 2.3). При жорстких режимах відведення тепла буде меншим, а форма і положення ядра через нерівномірну густину струму змінюється в залежності від товщини деталей. форми та розмірів електродів. Об’єм металу до розплавлення зростає повільно, а при плавленні різко збільшується особливо вздовж електродів (через поясок).
Рисунок 2.3 - Форма ядра при зварюванні на жорстких режимах (1), на м’яких режимах (2)
Жорсткі режими є більш високо продуктивними, зменшують деформацію деталей, підвищують працездатність з’єднань при знакоперемінних навантаженнях, потребують меншої витрати енергії, але при цьому в порівнянні з м’якими режимами необхідна більш ретельна підготовка поверхні деталей під зварювання та складання. Матеріали що інтенсивно загартовуються зварюють на м’яких режимах, а теплопровідні тільки на жорстких. Але не всі режими зварювання розраховуються, деякі з них задаються. Діаметр електродів приймається в залежності від товщини зварюваних деталей, та марки матеріалу. В середньому для сталі діаметр електродів Dе (мм), визначається за наступною формулою:
де δ – сумарна товщина зварюваних листів, мм. Розміри ядра зварних точок задаються згідно ГОСТ 15878 – 79. В ньому для кожної товщини зварюваних листів передбачений мінімальний розмір діаметра ядра (таблиця 2.1).
Таблиця 2.1 - Залежність діаметру ядра від товщини зварювних деталей
Ця рекомендація вписується у формулу:
де dт – діаметр ядра в мм; δ – товщина листа в мм. Якщо діаметр ядра зварної точки задається стандартом, то величини струму та стиску електродів можуть вибиратися технологом у доволі широких межах. Сили стискання електродів вибираються в залежності від товщини зварюваних листів приблизно в таких межах (таблиця 2.2).
Таблиця 2.2 - Залежність зусилля стиску електродів від матеріалу зварюваних деталей
Великі сили стискання електродів застосовують до деталей, при складанні яких передбачена відносно велика конструкційна жорсткість. Силу зварювального струму Ізв, визначають за формулою:
де dт – діаметр ядра зварної точки, см; ρт – питомий опір металу, Ом см (таблиця 2.3).
Таблиця 2.3 - Величина питомого електроопору в залежності від марки матеріалу
Порядок виконання роботи
1) користуючись довідковими матеріалами підібрати та розрахувати режими зварювання для заданих матеріалів та товщин деталей; 2) встановити підібрані режими на контактній машині та провести пробне зварювання заготовок; 3) оцінити якість зварного з’єднання та провести коректування режимів зварювання; 4) зварити одноточкові взірці для випробування на зріз (відрив), змінюючи: - величину струму; - величину стискання; - час протікання струму; 5) провести випробування взірців на зріз (відрив). 6) результати дослідів занести в таблицю 2.4.
Таблиця 2.4 - Результати дослідів
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 460; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.10 (0.011 с.) |


 (2.1)
(2.1) (2.2)
(2.2) (2.3)
(2.3)


